07 5月 サイドカッタという選択肢 ─ 深溝・側壁・切断・干渉回避まで、1本で広がる加工の幅
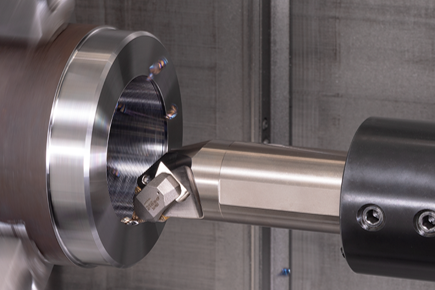
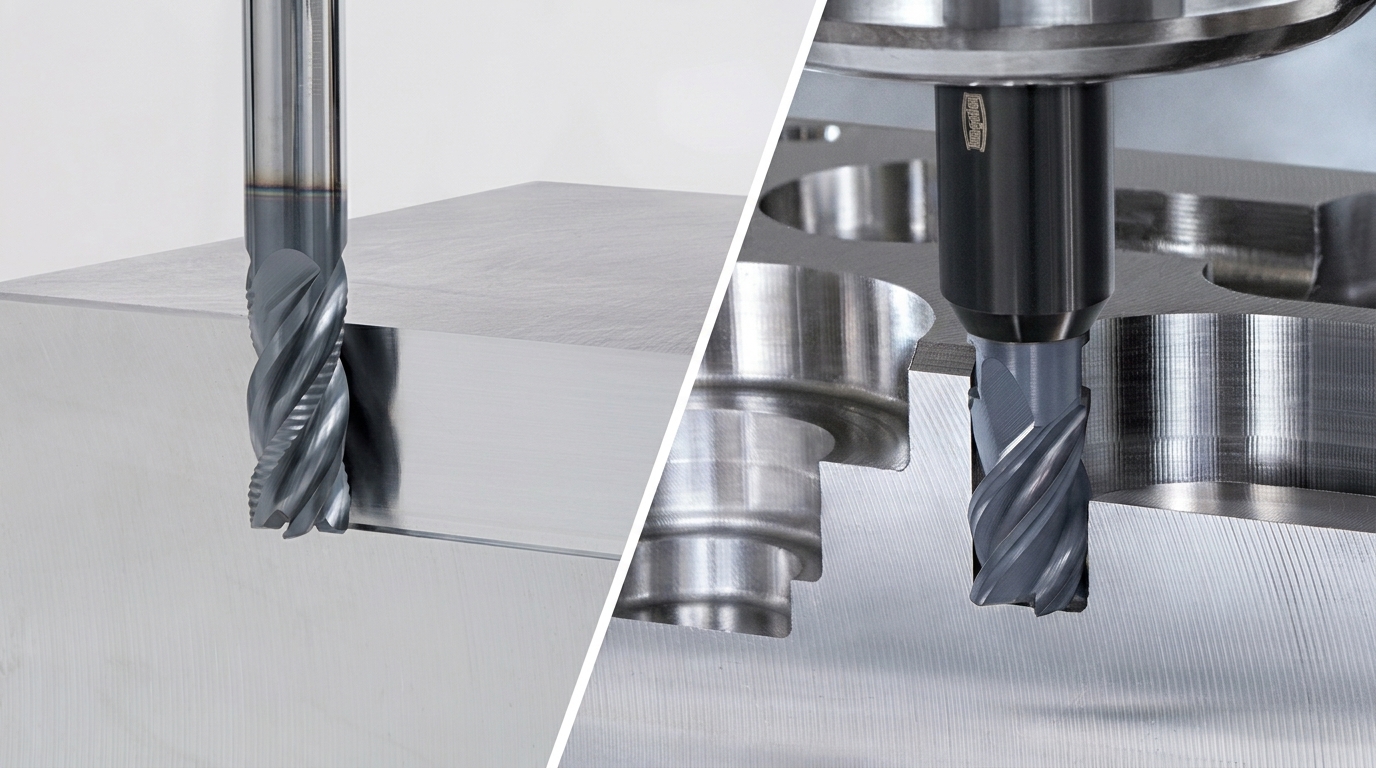
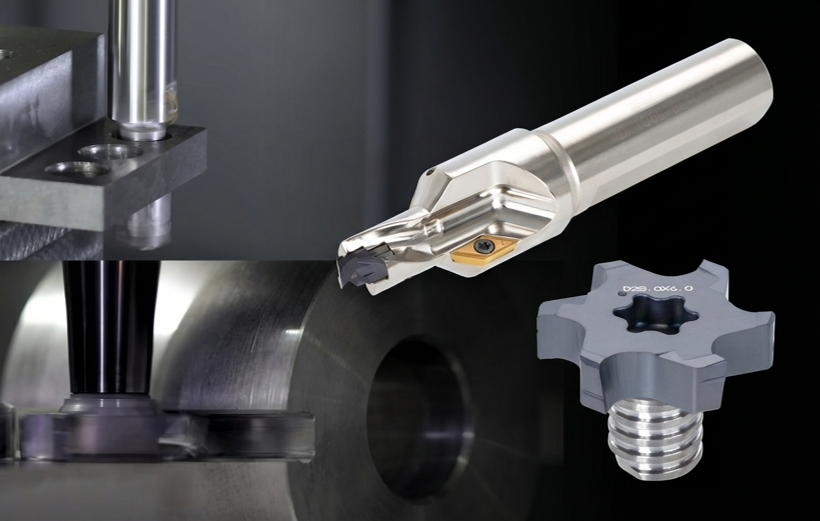
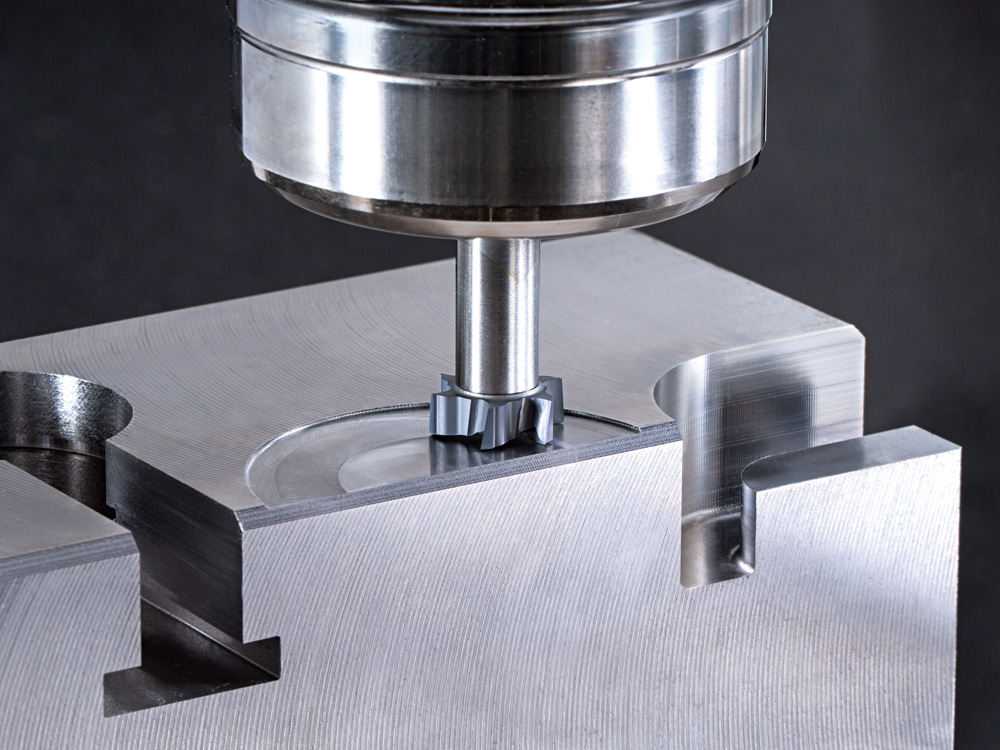
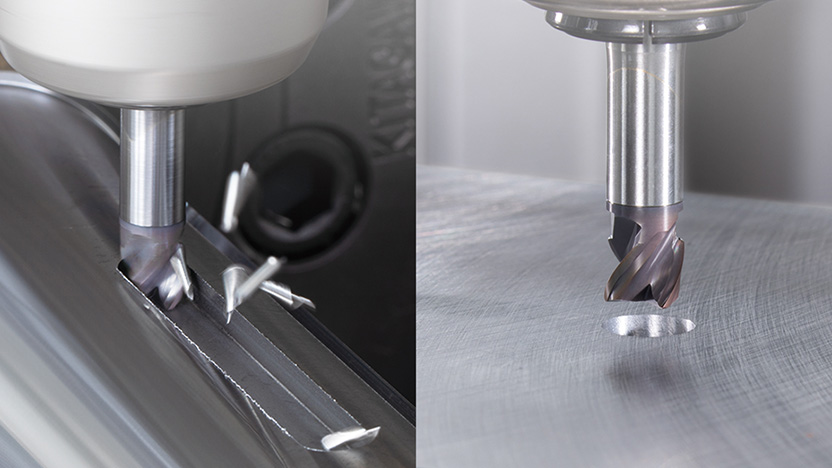
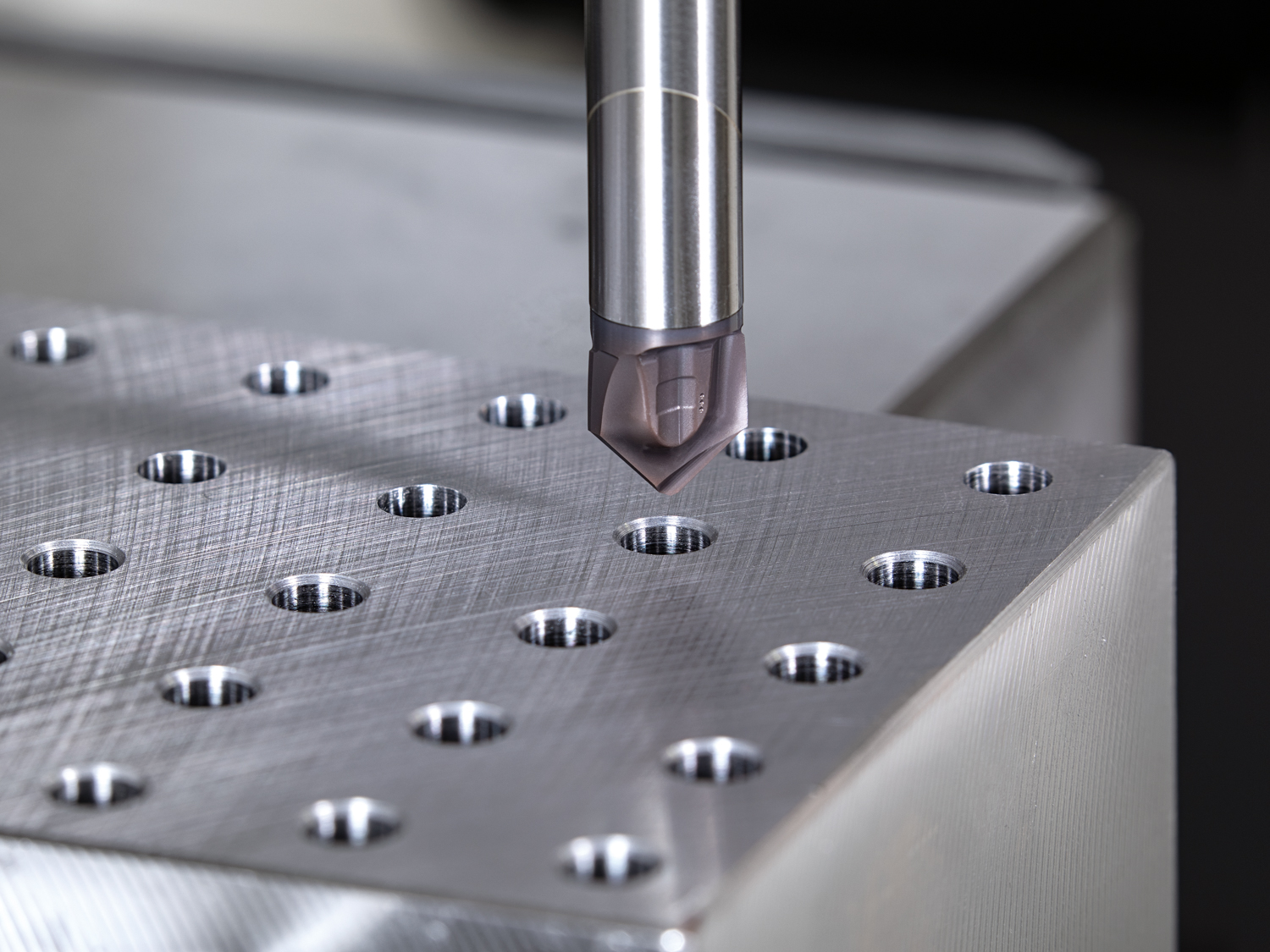
[vc_row css_animation="" row_type="row" use_row_as_full_screen_section="no" type="full_width" angled_section="no" text_align="left" background_image_as_pattern="without_pattern"][vc_column][vc_column_text css=""] サイドカッタという選択肢 ─ 深溝・側壁・切断・干渉回避まで、1本で広がる加工の幅 サイドカッタ は「切断や溝加工専用の古い工具」と思われがちです。 しかし実際には、深溝・側壁精度・薄スロット・キー溝・平行2面・干渉回避まで、エンドミルでは届きにくい領域を1本でカバーできる 汎用性と高能率を兼ね備えた工具 です。 周方向に多数の刃を持ち、突出しを抑えやすく、溝幅に対して有利な径を取れる。この特性を活かせば、「ビビり・倒れ・詰まり」で諦めていた加工が、安定した量産工程に変わります。 本記事では、サイドカッタの基礎・使いどころ・選び方を整理し、性能を引き出すための条件設定、特に外しやすい 切り取り厚さ の考え方まで踏み込んで解説します。 この記事でわかること サイドカッタとは何か:エンドミルとの違い なぜ深溝・側壁・切断でサイドカッタが効くのか サイドカッタの種類と向き不向き エンドミル vs サイドカッタ:使い分けの判断軸 安定加工の基礎TIPS ae/DC が小さい時の「切り取り厚さ」の考え方 よくあるトラブルと見直しポイント 特殊総型カッタという選択肢 まとめ 1. サイドカッタとは何か ─ 「外周側面」で削る工具 サイドカッタは、工具外周の側面の切れ刃を使って、溝・肩・正面を加工する工具群です。深くて狭い溝、側壁精度が必要な加工、切断、キー溝、平行2面加工などで使われます。 よくある誤解は、「切断・溝加工専用の古い工具」という見方です。実務では、干渉回避が必要な肩削り・正面加工でも有効で、5軸加工の普及により、横方向から短く入る工具としての価値が再評価されています。 近い工具との違い 工具 主な得意領域 サイドカッタとの違い フェースミル 平面加工 側壁加工の代用には不向き エンドミル 汎用 深溝で突出しが長くなり、たわみ・ビビりが出やすい スリッティングソー 切断・薄溝 サイドカッタの薄刃版 フェースミル、エンドミル、サイドカッタでは、工具の入り方と得意な加工面が異なります。 2. サイドカッタが効く典型シーン 深さのわりに幅が狭い エンドミルでは突出し長が伸び、たわみ・ビビり・寸法ずれが起こりやすくなります。サイドカッタは 径に対して薄くても、アーバ支持と円盤剛性で有利になりやすい工具です。 側壁の直角度・平行度を出したい サイドミーリングは側面形状づくりに強く、ギャングミーリングでは2枚のカッタとスペーサにより 2面の平行を1パスで作れる場合があります。 切断・薄溝でムダ切りを減らしたい 薄刃工具は切り代が小さく、材料ロスを抑えやすいのが利点です。深くて細い溝でも、工具形状と切りくず処理が合えば効率を出しやすくなります。 干渉回避・5軸での到達性 正面から大型フェースミルを入れにくい部位、長いエンドミルでは逃げが悪い部位に、横方向から薄く入れます。5軸加工機では工具軸の自由度が増す分、サイドカッタの選択肢価値が上がります。 POINT 干渉回避と剛性確保のための選択肢 サイドカッタは「溝専用の工具」ではありません。深溝、側壁、切断、横方向アプローチで加工の成立性を高める選択肢です。 深溝では、工具を長く伸ばすよりも、横方向から大きな工具径を使用して剛性高く加工する考え方が有効です。 3. サイドカッタの基礎分類 ─ どれを選ぶか タイプ 主な用途 向くシーン 薄刃系(スリッティングソー) 切断・薄スロット 深さ>幅、材料ロス低減 サイド&フェースカッタ 溝・側壁・底面 キー溝など安定加工 ハーフサイドカッタ 片側肩加工 段加工・片側仕上げ 総型サイドカッタ 形状創生 高能率、量産部品 選定では、刃幅、幅レンジ、切りくず排出性、刃先交換性を見ます。量産対応では 刃先交換式 が候補になります。 同じサイドカッタ系でも、薄刃、溝加工、重切削、刃先交換式で得意領域が変わります。 4. エンドミルから切り替える判断基準 エンドミルでよいケース 浅い溝、複雑形状、汎用機での一発対応、小ロットで段取りを優先したい場合は、エンドミルの汎用性が活きます。 サイドカッタが有利なケース 深くて狭い溝、側壁精度、切断・細幅溝、加工長が長い工程、量産、平行2面、干渉回避、5軸機での横アプローチでは、サイドカッタの検討価値が高くなります。 迷ったら:このサインがあれば検討価値あり 溝が深いのに幅が狭い エンドミルでビビる、または溝幅が安定しない 切りくずが詰まる、または側壁が倒れる、エンドミルが折れる 加工に時間がかかる 正面から工具が入らない、または長い突出しを避けたい POINT 溝加工では最大能率候補になりやすい 周方向に多数の刃を持ち、必要以上の突出しを抑えられ、溝幅に対して有利な径を取れるため、特に...