INTERNAL BORING / INTERNAL TURNING
切りくずトラブルを抑えて高能率化:AddMultiTurn x 後挽き加工が内径加工を変える
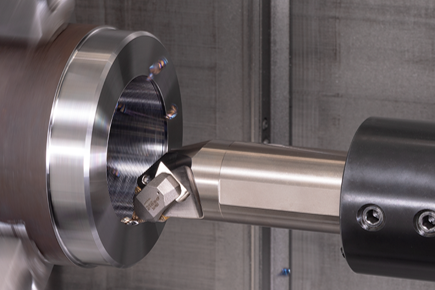
内径荒加工では、切りくずが奥にたまりやすく、噛み込みや面キズ、欠損の原因になります。そこで注目したいのが、AddMultiTurnの「後挽き加工」「小さい切込み角」「多量給油クーラント」です。本記事では、なぜ内径で詰まりにくく、高送りでも安定しやすいのかを整理します。
1. 奥に押し込むと、内径は詰まりやすい
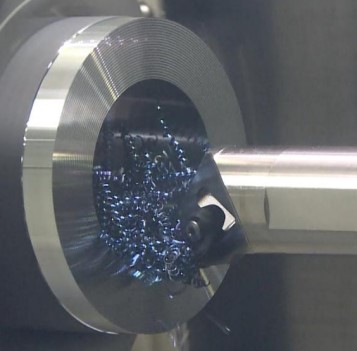
内径加工では、工具がワークの奥に入るほど切りくずが逃げにくくなります。押し込み方向の加工では、発生した切りくずが奥に滞留しやすく、切りくず噛み込みや欠損、面キズの原因になります。
- 切りくずが内径の奥に残る
- 噛み込みで欠損が起きる
- 面キズが出る
- 結果として送りを上げられない
つまり内径荒加工では、まず切りくずを奥へ押し込まないことが重要です。
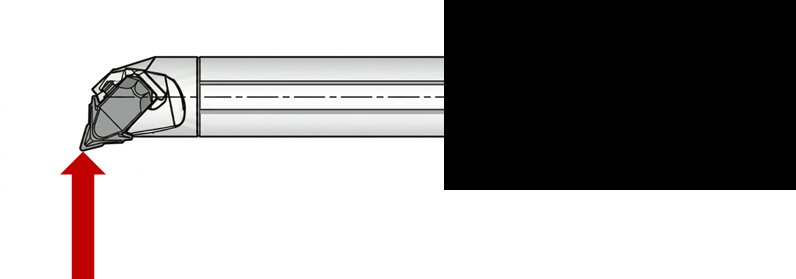
2. 加工方向と切込み角がカギ
AddMultiTurnの特長は、内径加工で後挽き加工を使いやすいことです。さらに切込み角が小さいため、切りくずを奥に押しやりにくく、手前側へ導きやすい工具の動きが作れます。
POINT
AddMultiTurnは、切りくずを「奥へ押す」のではなく「手前へ導く」考え方で使えるのが強みです。
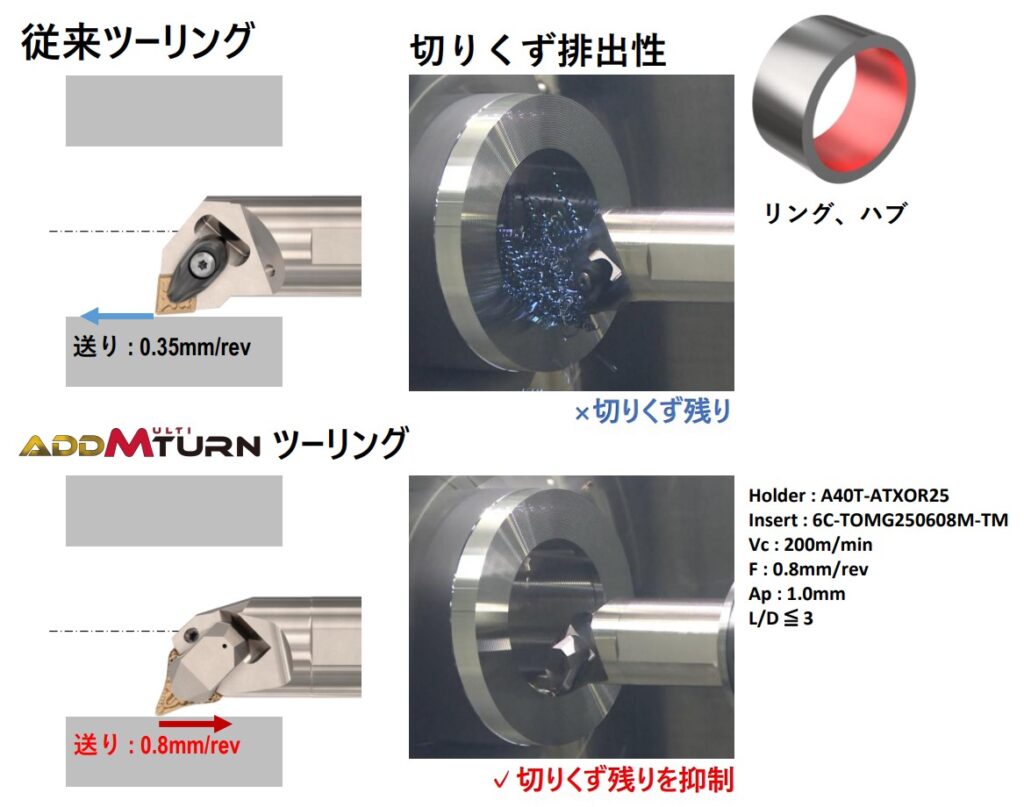
現状品のツールパスでは奥に押されやすい切りくずも、提案ツールパスでは手前へ排出しやすくなります。
- 後挽き加工: 切りくずを手前へ逃がしやすい
- 小さい切込み角: 高送り条件を取りやすい
- 切りくず処理性: 滞留抑制に直結しやすい
3. 排出×高送り×クーラント
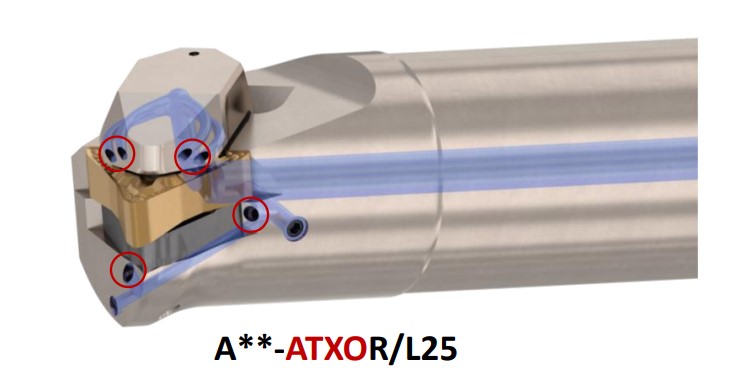
AddMultiTurnは、後挽き加工と小さい切込み角に加え、クーラント供給でも内径加工を支えます。
CHP仕様ホルダでは、上部4穴・下部2〜3穴のクーラント供給が可能で、切れ刃近傍への給油と切りくず排出の両立を狙えます。
- 引き加工で手前へ排出しやすい
- 小さい切込み角で高送り化しやすい
- 多給油クーラントで排出をさらに助けられる
この「排出」「高送り」「クーラント」の掛け合わせが、AddMultiTurn内径加工の核になります。
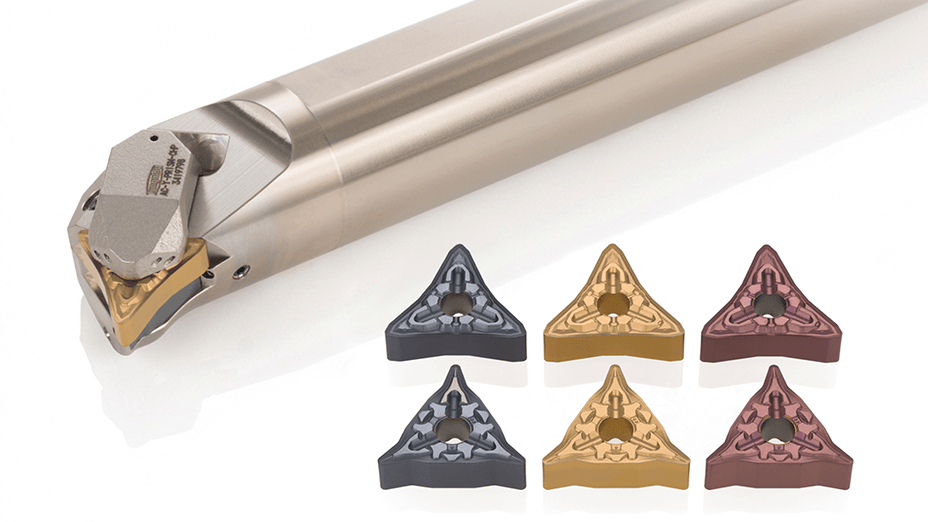
4. AddMultiTurnの内径工具レンジ
AddMultiTurnの内径工具は最小加工径φ50~から大径内径向けまで段階的に構成されています。
| ボーリングバー | A20/A32S-ATXOR/L25 は最小加工径φ50、A24/A40T-ATXOR/L25 は最小加工径φ70 |
|---|
適用範囲の目安としては、TM / TLM が中切削〜荒加工域、TSF / TLF が仕上げ〜中切削域を担い、後挽き側ではより高い送りレンジが設定されています。
5. 導入事例と条件比較
今回ご紹介する事例は、量産部品加工での内径荒加工です。
関連するTSR加工事例
CASE 1
ナット / 内径ボーリング事例

AddMultiTurn内径ホルダの適用により、高送りによる高能率な旋削加工を実現し、加工効率1.6倍、工具寿命1.25倍 に向上した事例です。
CASE 2
リング / 内径旋削事例

新しいAddMultiTurn内径ホルダにより、内径荒加工の高送り後挽き加工で、工具寿命2倍、加工時間57%短縮 を達成した事例です。
結論
AddMultiTurnの導入により、加工能率2.2倍、工具寿命2倍、突発欠損なしを実現しました。
切りくず噛み込みや面キズの抑制にもつながっており、「速い」だけでなく「安定している」点が重要です。
6. 攻められるけど、油断禁止
AddMultiTurnは高能率化に有効ですが、内径では背分力の影響も見る必要があります。径方向にたわみやすい条件では、突き出しや剛性に注意が必要です。
- 長い突き出しではたわみリスクが上がる
- 剛性が不足する条件では安定性を確認しながら使う
つまりAddMultiTurnは、突き出しや剛性を見ながら適用することで真価を発揮します。
まとめ — AddMultiTurnは「詰まらせない」発想で内径加工を変える
内径荒加工では、切りくずを奥に押し込むと、滞留、噛み込み、欠損、面キズといった問題が連鎖しやすくなります。
AddMultiTurnは、引き加工と小さい切込み角で切りくずを手前へ導きやすくし、さらに多給油クーラントで排出を助けます。
その結果、加工能率2.2倍、工具寿命2倍、突発欠損なしという改善効果につながりました。