Posted at 17:32h
in
[vc_row css_animation="" row_type="row" use_row_as_full_screen_section="no" type="full_width" angled_section="no" text_align="left" background_image_as_pattern="without_pattern" use_as_box=""][vc_column][vc_row_inner row_type="row" type="full_width" text_align="left" css_animation=""][vc_column_inner][vc_column_text css=""]
エンドミルによる難削材/高硬度鋼加工時の工具寿命の限界
背景と現状:
難削材や高硬度鋼のフライス加工において、エンドミルは非常に一般的な選択肢です。しかし、これらの材料は比切削抵抗が大きく刃先温度が高くなり、工具寿命に大きな影響を与えます。特に、SUSや高硬度鋼の加工では、エンドミルの刃先温度が急上昇し、早期摩耗や刃欠けを引き起こすことが頻繁にあります。これにより、工具費が増大し、加工コストが増大するといった課題が生じています。
現場での課題:
このような状況下で、多くの加工現場では工具寿命の限界に直面しており、頻繁な工具交換が必要となるため、稼働効率の低下や生産コストの増加に悩まされています。特にエンドミルを第一選択としているユーザーにとって、この問題は日常的な頭痛の種となっており、新たなソリューションを模索する必要性が高まっています。
[/vc_column_text][vc_empty_space][vc_separator type="transparent" el_class="spacing-75" thickness="0" up="75"][/vc_column_inner][/vc_row_inner][vc_row_inner row_type="row" type="full_width" text_align="left" css_animation=""][vc_column_inner][vc_column_text css=""]
高送りカッタの革新技術
高送り刃型の優位性とその理論:
高送りカッタは、難削材や高硬度鋼の荒加工において、エンドミルより優位性があります。その優位性は、切込み角の小ささです。
AddDoFeedの場合、切込み角は17°であり、これにより切り取り厚さを薄くすることができます。切込み角が17°の場合の切り取り厚さは、切込み角が90°であるエンドミルの場合の約1/3まで薄くなります。これにより、刃先温度の上昇を抑え、工具寿命を延ばすことが可能となります。
高送りカッタの課題とその対策:
高送りカッタはその独自の利点を持っていますが、デメリットも存在します。具体的には、切り取り厚さを薄くできる一方で、切込みapをエンドミルのように大きく取ることが難しい点です。多くのユーザーは、工具寿命だけでなく加工能率も重視しており、この点は見逃せません。
エンドミルでの難削材や高硬度鋼の加工では、その被切削抵抗の大きさからびびりが発生しやすくなります。そのため、通常は切込みapを小さくしたり、逆に切込みapを大きく取る場合でも、切削幅aeを小さくしたり、送りを低くして加工を行うことが一般的です。
この状況を考慮すると、AddDoFeedのように切込みapを小さく取らざるを得ない高送りカッタでも、刃当たり送りを増加させることで、全体の加工能率を向上させることが可能であるといえます。
AddDoFeedを使用する際は、この問題を解決するために、刃当たり送りをエンドミルより増加させるアプローチが効果的です。切込みが小さくなる分、送りを増加させることで、エンドミルと同等かそれ以上の加工能率を実現します。
このようにして、AddDoFeedはユーザーが期待する工具寿命の延長だけでなく、加工能率の向上にも対応しています。
工具寿命の延長:
切込み角が小さいため、刃先温度が抑えられ、摩耗が少なくなります。また、送り速度を現状よりも上げる選択も可能となり、1パス当たりの切れ刃とワーク間の接触回数が減ることでの摩耗抑制も期待できます。
加工能率の向上:
切込みが小さくても、送り速度を増加させることで加工能率をキャッチアップし、結果として効率的な加工を実現します。
コスト削減:
高送りカッタを使用することで、「インサート使用量の低減」、「ソリッド工具からインサート式工具への変更による工具費低減」、「工具交換頻度の減少」など、トータルの加工コストの削減が期待できます。
[/vc_column_text][vc_empty_space][/vc_column_inner][/vc_row_inner][vc_row_inner row_type="row" type="full_width" text_align="left" css_animation=""][vc_column_inner][vc_column_text css=""]
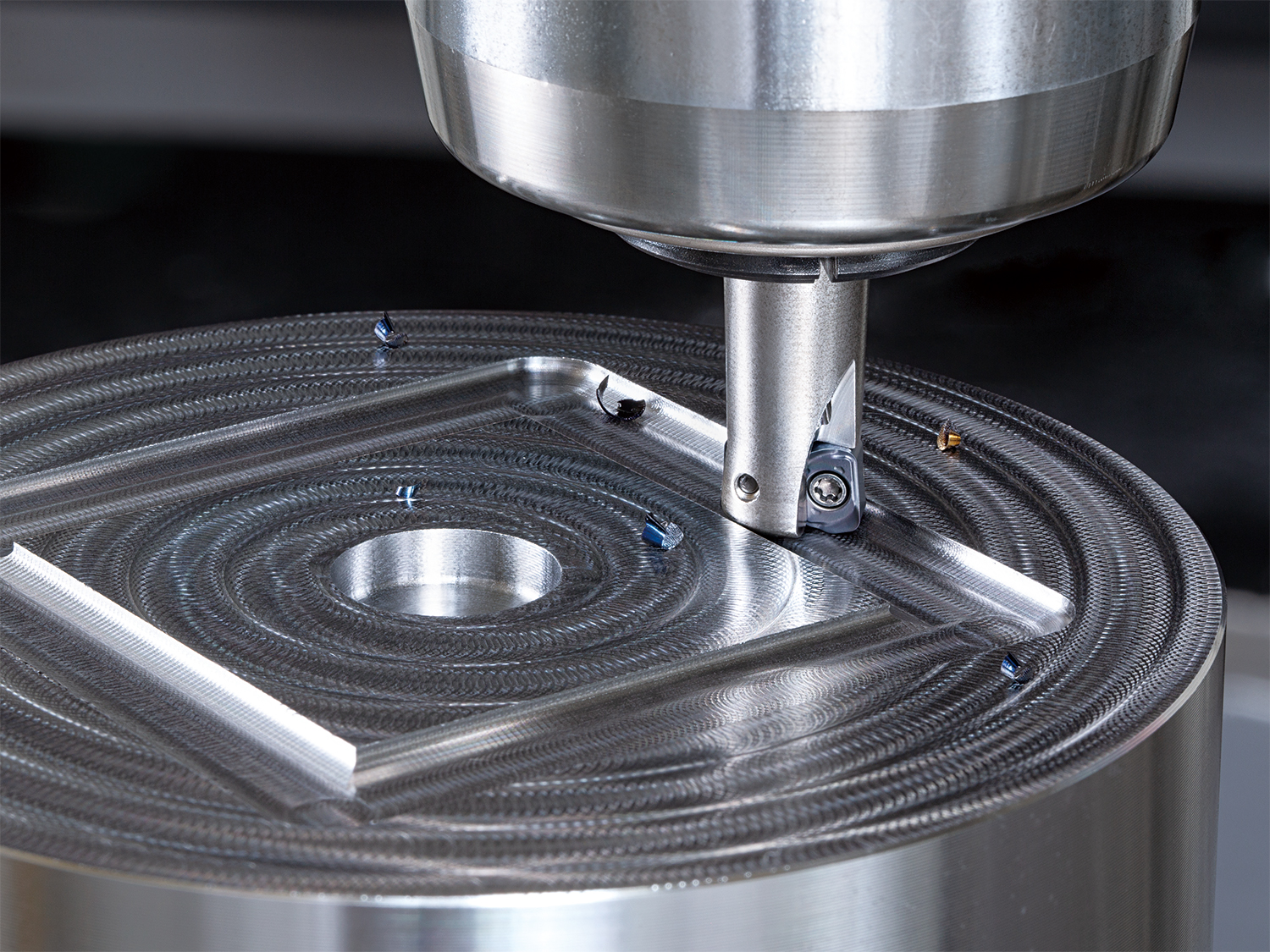
AddDoFeedの具体的な利点
小さな切込み角がもたらす加工効率:
AddDoFeedは、その独自の切り込み角17°により、他のエンドミルと比較して大幅に切り取り厚さを薄くできる点が大きな特徴です。この薄い切りくずは、切削抵抗を減少させ、加工効率を向上させるだけでなく、刃先温度の上昇を抑え、摩耗の抑制にも寄与します。結果として、工具の寿命が延び、長期間にわたり安定した加工が可能となります。
寿命延長の実績と効果:
AddDoFeedは、特に難削材や高硬度鋼の加工において、その効果を最大限に発揮します。従来のエンドミルに比べて、切削条件を最適化することで工具寿命を大幅に延ばすことができ、さらに送り速度を高めることで、加工能率を大幅に向上させます。これにより、頻繁な工具交換が不要となり、加工現場での生産効率が飛躍的に向上します。
また、AddDoFeedは工具径ø8~16をカバーする小径高送りカッタでありながら、4コーナ仕様のインサートを採用しています。多コーナ化によるインサート使用量の低減も可能になり、大きく工具使用量およに工具コストを減らすことのできる手段となります。
[/vc_column_text][vc_empty_space][vc_column_text css=""]
SUS304での寿命比較結果
2.7倍の加工能率
1.8倍の工具寿命
[/vc_column_text][vc_empty_space][vc_column_text css=""]
工具コストの試算
工具費80%削減
製品名
AddDoFeed
Φ10ソリッド
エンドミル
インサート価格(¥)
※某Eコマースサイト掲載参考価格
1,000
3,000
コーナ数(コーナ)
4
1
刃数(枚)
4
4
寿命に至るまでの切りくず除去体積(cc)
180
108
1セット当たりのランニング工具費(¥)
※カッタ本体は含まない
1,000
3,000
1cc除去体積当たりの工具費(¥/cc)
5.6
27.8
[/vc_column_text][vc_empty_space height="60px"][vc_column_text css=""]
[/vc_column_text][vc_separator type="transparent" el_class="spacing-75" thickness="0" up="75"][vc_column_text css=""]
[/vc_column_text][vc_separator type="transparent" el_class="spacing-75" thickness="0" up="75"][vc_column_text css=""]
お客様での活用事例
■タービンブレードにおける成功事例
従来はソリッドエンドミルを使用していた加工に、AddDoFeedの高送り加工を適用。
加工能率が2.9倍に向上し、さらに耐摩耗性と耐熱性に優れたAH8015材種と内部給油による適切な刃先冷却により、工具寿命が7.5倍に延びた。
活用事例を見る
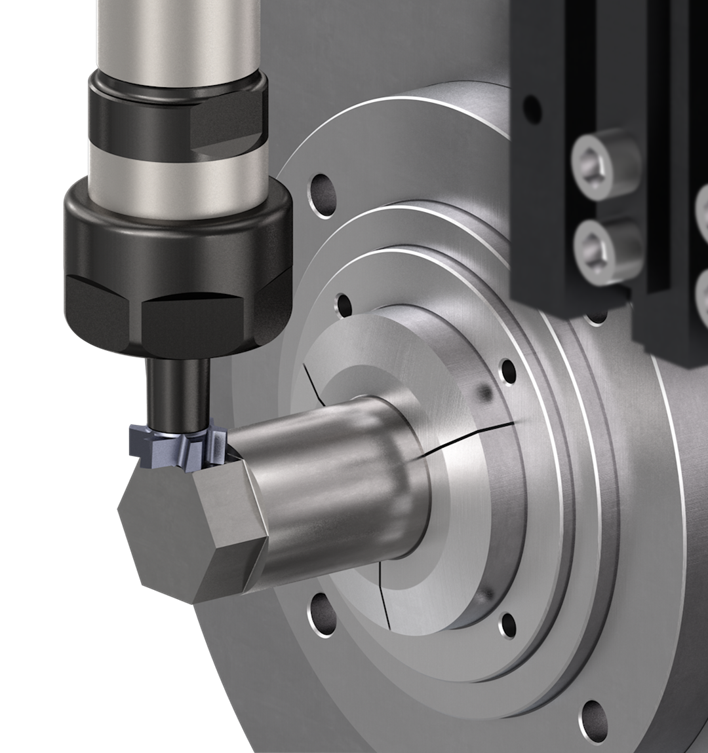
■インコネル製シャフトにおける成功事例
従来はソリッドエンドミルを使用していた。AddDoFeedは小さな切り込み角で薄い切りくずを生成し、切削負荷を刃先の大部分に分散させた。...