高送りカッタを使用する際の切りくず処理は、製造プロセスのスムーズな進行に直接影響を与えます。しかし適切な工具選定が行われていない場合、発生した切りくずがワーク表面を傷つけてしまうことがあります。本記事では、ワークに傷がつく問題の原因と具体的な対策について掘り下げていきます。
- 高送りカッタの切りくず排出の問題と解決策
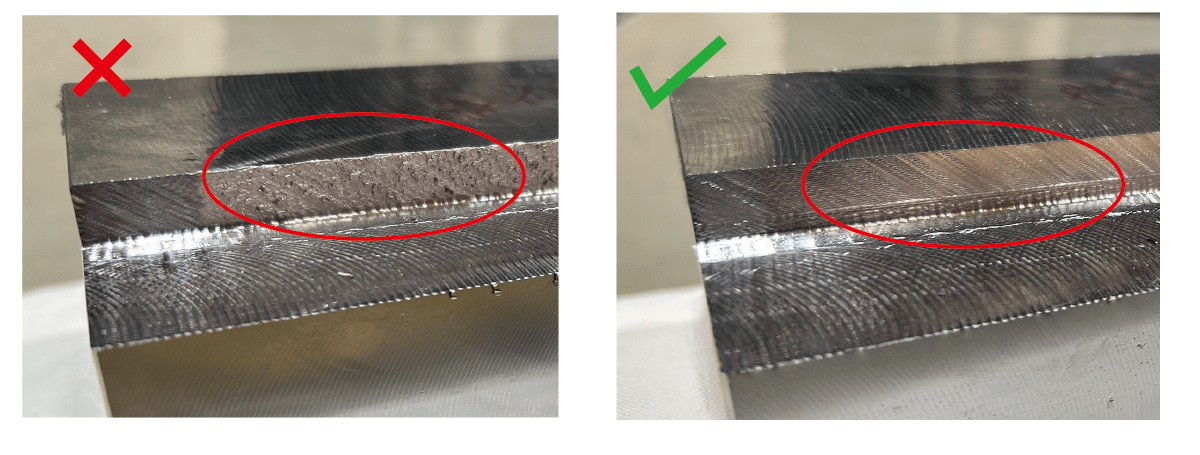
切りくずが噛みこんでワークに傷がついていませんか?
高送りカッタの使用中にワークに傷がつく問題は、加工業界においてよく遭遇する課題の一つです。
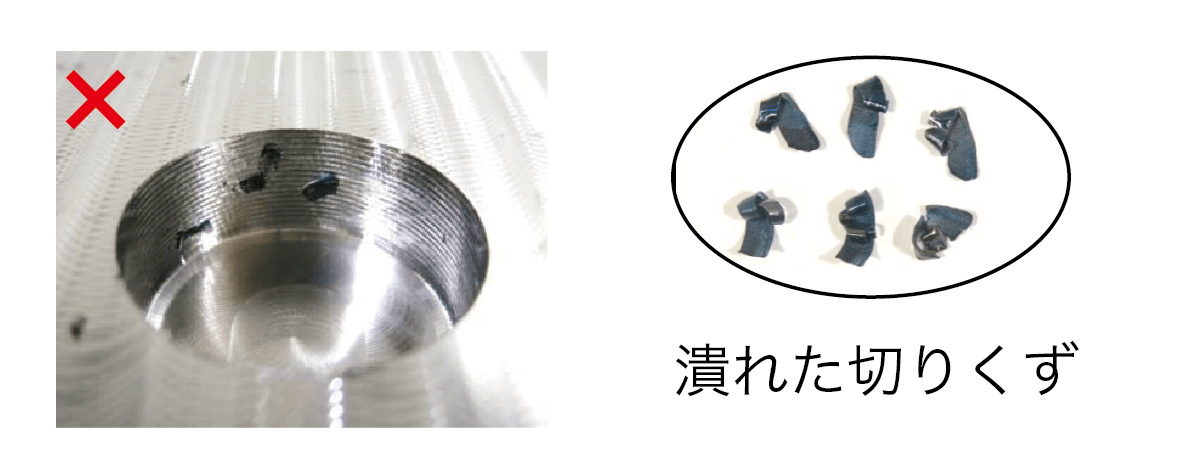
また傷がつくことはなくても、「つぶれた切りくず」が見られる場合もあります。切込み量が高い(ap: 1mm程度)加工で見られることが多いです。
なぜこのようなことが起こるのでしょうか??
その理由についてご紹介します
この問題の主な原因は、切りくずの排出性にあります。具体的には、刃数が多いカッタは各刃の間にあるポケット(切りくずの排出スペース)が狭くなりがちです。
具体的にご説明します。
刃数が多いとポケット容量が小さくなりがち
高送りカッタにおいて、刃数が多いほどは切削能力は向上しますが、同時に各刃の間のポケット容量が小さくなるというデメリットもあります。この狭い空間に切りくずが詰まると、排出効率が悪化し、ワークへのダメージのリスクが高まります。

刃数を減らさずにポケット容量を確保するには?
解決策として、工具選定の見直しがあげられます。
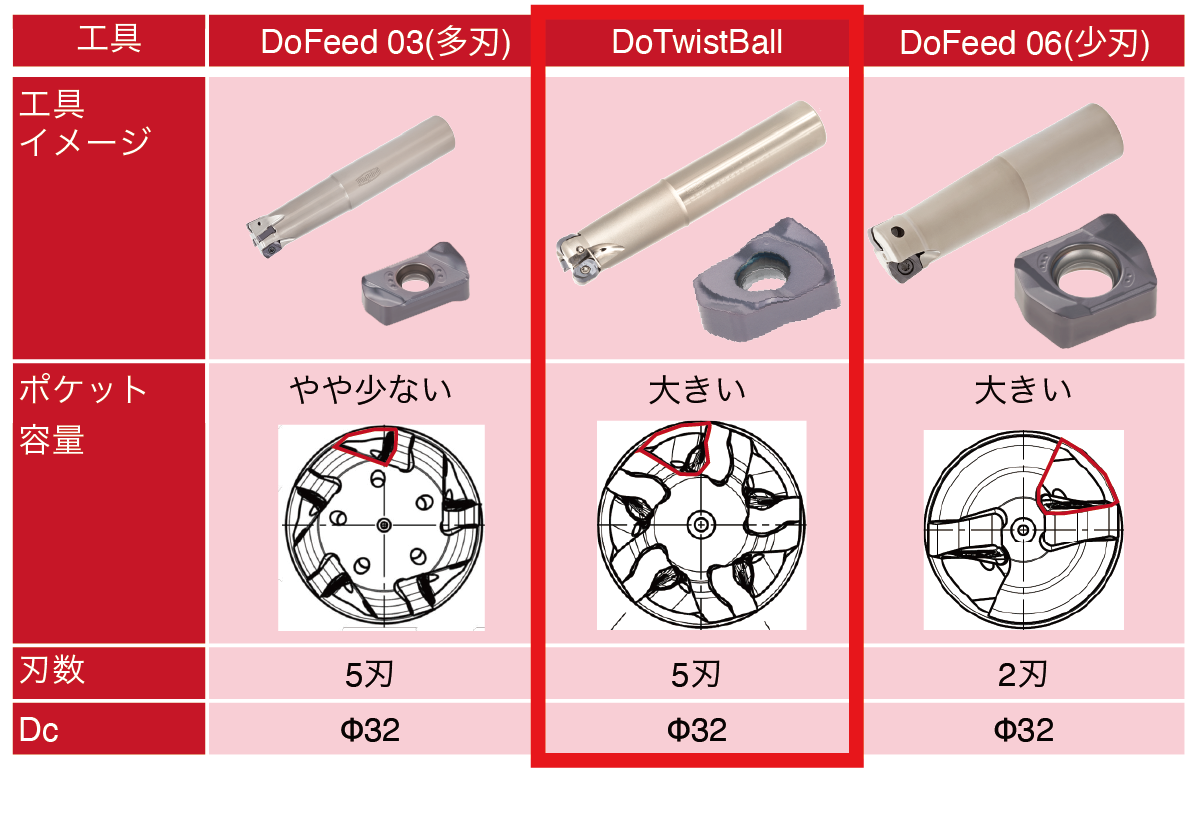
Φ32の高送りカッタは大きく多刃タイプ(5刃前後)と少刃タイプ(2刃程度)に分けられます。
DoFeed 06のような少刃タイプはポケット容量が大きく、切りくず排出性に優れます。しかし、刃数が少ないため加工条件はDoFeed 03のような多刃タイプよりも低く設定する必要があります。
この間に位置するのが、DoTwistBallです。DoTwistBallなら多刃タイプと同じ刃数を保ちつつ、切りくず排出性を高められます。
顧客実例
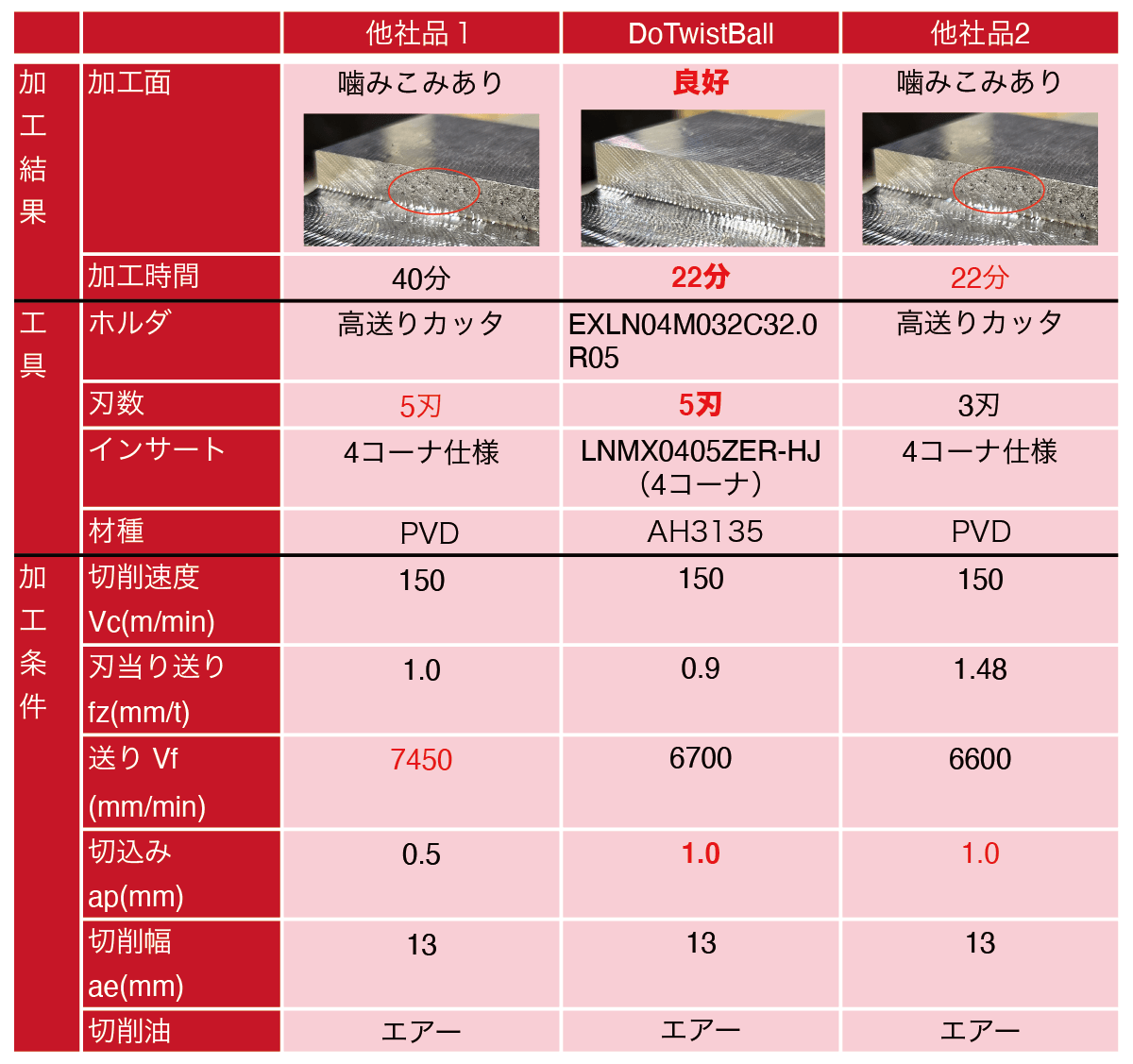
立型M/CでSX相当材からドア部品用金型を加工されているお客様のテスト結果をご紹介します。
従来の高送りカッタでは切りくずの噛みこみがあったものの、切りくず排出性の高いDoTwistBallではワーク傷は改善されました。
また、切込みapを2倍に高められたことで加工時間も約半分まで改善されました。
この変更により、加工速度を維持しつつ、製品の品質向上が実現しました。
※画像はイメージです
まとめ
高送りカッタの選定においては、ただ刃数が多いことだけでなく、ポケットの容量や切りくずの排出効率も重要な要因です。
切込み量が高い(ap: 1mm程度)加工では、刃数だけでなく切りくず排出性にも気を配る必要があります。
弊社のDoTwistBallは高切込み・高送りの加工におすすめです。ぜひご検討ください。