エンドミル加工による溝加工の限界
エンドミルを使用した溝加工は、多くの現場で一般的に行われています。しかし、工具の径や剛性の制限から、加工効率や精度に限界を感じることが少なくありません。特に小径エンドミルでは、工具の剛性不足によるびびりや工具寿命の短さが問題となります。
これらの課題に対して、Tスロット加工は新たな解決策を提供します。本記事では、エンドミルに対するTスロット加工の優位性と高能率の秘密について詳しく解説します。

Tスロット加工の紹介:高能率加工の新しいスタンダード
Tスロット加工は、エンドミルに代わる高能率な溝加工方法として注目されています。
エンドミルでは工具径が制限されるため、小径工具での加工は工具剛性の問題から限界が生じます。
これに対し、Tスロット加工はこの制限から解消されより高能率かつ長寿命を達成できるメリットがあります。
次に、Tスロット加工が高能率である理由について詳しく見ていきましょう。

高能率の理由
1. 工具径の制限が少ない
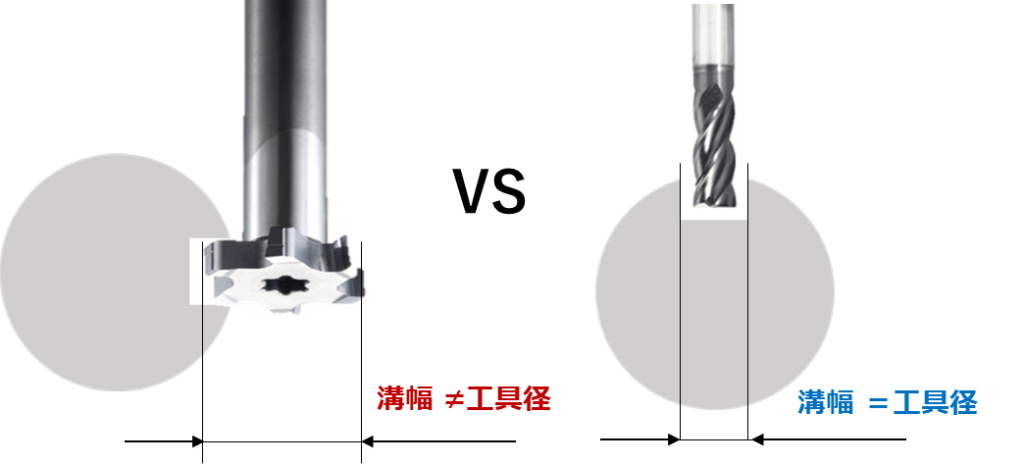
- エンドミルは工具径が溝幅に依存し、特に小径工具は剛性が低いため加工能率が制限される。
- Tスロット工具は、工具径が溝幅に依存せず、両者を分離することが可能。そのため工具径を比較的自由に選べ、刃数を増やすことで加工能率が向上する。また、刃数の増加は工具寿命の延長にも寄与する。
2. より太径のシャンクが適用可能
- Tスロット加工では工具が溝に対して横方向に配置されるため、シャンク径に制限が少ない(※工具のアプローチ方向の変更が必要です)
- これにより、太径シャンクが使用でき、工具剛性が向上。結果としてびびりの抑制や高い送り速度の適用が可能となる。
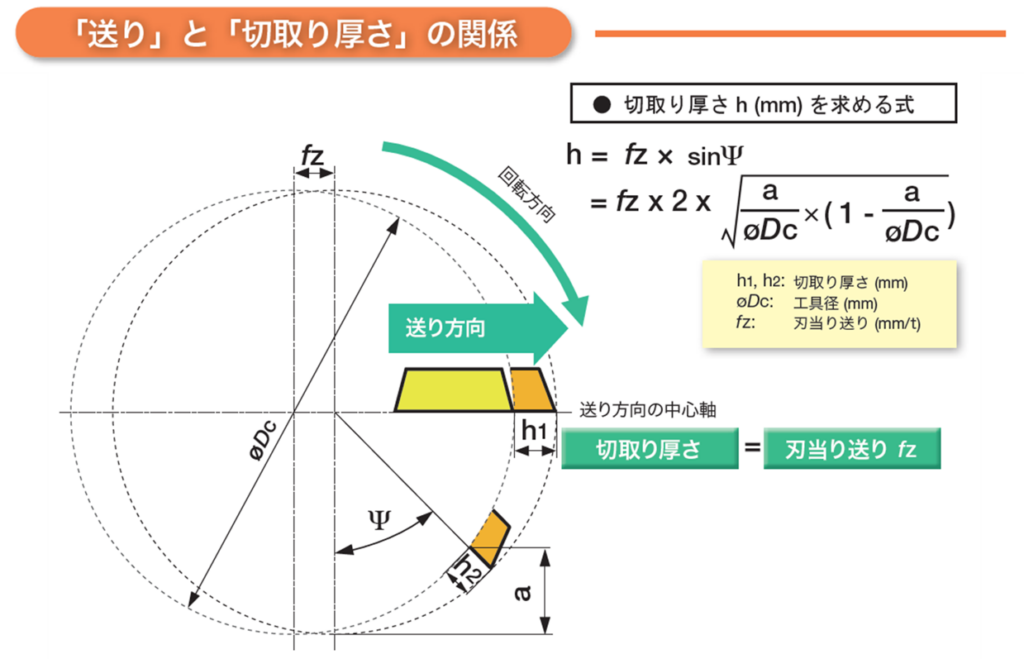
3. 切り取り厚さを薄くできる
-
- エンドミルは切削幅=工具径の関係になる(ae/DC=1)。切り取り厚さが刃当たり送りと同じになる。
- Tスロット加工では切削幅aeに対し、工具径DCが大きくなる傾向。つまり、刃当たり送りよりも薄い切り取り厚さになる。(ae/DC<<1)
- 切り取り厚さが薄くなることで、高い刃当たり送りが可能になり、加工効率が向上する。
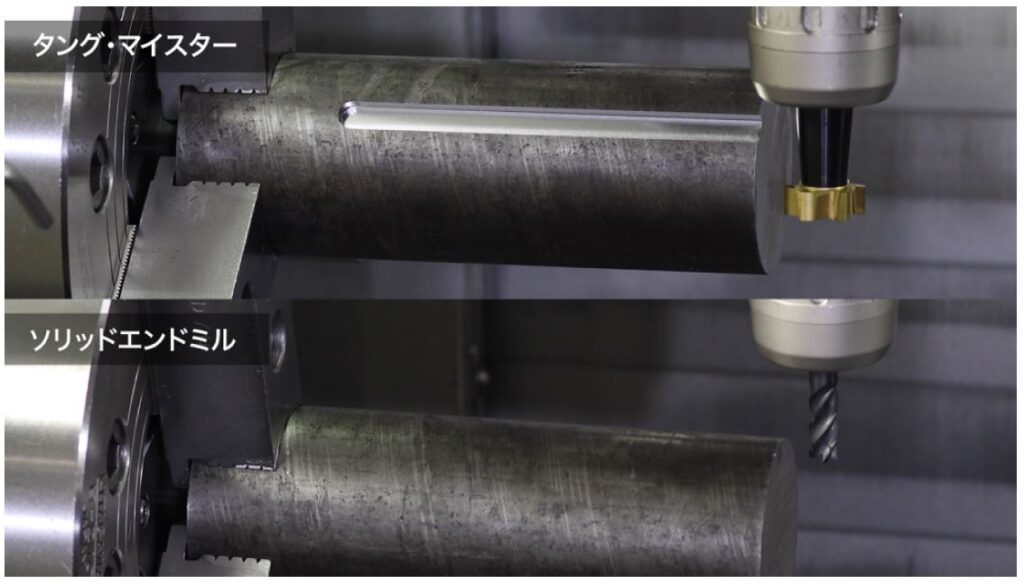
【動画】溝加工で最高能率を達成するTスロットヘッドの可能性
TungMeisterの優位性
TungMeisterはTスロット加工において、以下の点で優れた性能を発揮します。
1. ヘッド交換式Tスロットヘッドは経済性に優れる
- 従来の超硬性ソリッドTスロットカッタや超硬ろう付けTスロットカッタに比べて、ヘッド交換式Tスロットヘッドは最低限の超硬使用量で済むため、工具費を低減できます。
- 再研の管理も不要になり、より簡易な工具管理が可能になります。
2. 豊富なシャンクラインナップによる汎用性の高さ
- TungMeisterは径や長さ、様々な形状の豊富なシャンクラインナップがあり、加工状況に対して柔軟な仕様を選択できます。
- シャンク材質は、最も一般的な鋼製シャンクに加え、剛性の高い超硬シャンクや、減衰性に優れるタングステンシャンクのバリュエーションがあります

お客様でのTungMeister Tスロットヘッド活用事例

TungMeisterのTスロットヘッドは、多くの現場でその効果を実証しています。例えば、ある自動車部品製造の現場では、エンドミルからTスロットヘッドに切り替えることで、加工速度が向上し、工具寿命が大幅に延びました。
具体的な成功事例では、従来のエンドミル加工では3パス必要だった工程が、Tスロット加工では1パスに短縮されました。その結果、加工時間が31%短縮され、工具寿命は10倍に延びました。これにより、プロセスタイムの短縮とコスト削減が実現しました。
TungMeisterの詳細はこちらからもご覧いただけます
TungMeister Tスロットヘッドアイテム

様々な溝幅や径に対応するTスロットヘッドのラインナップを保有しています。
TungMeister 特殊Tスロットヘッド自動作図システム
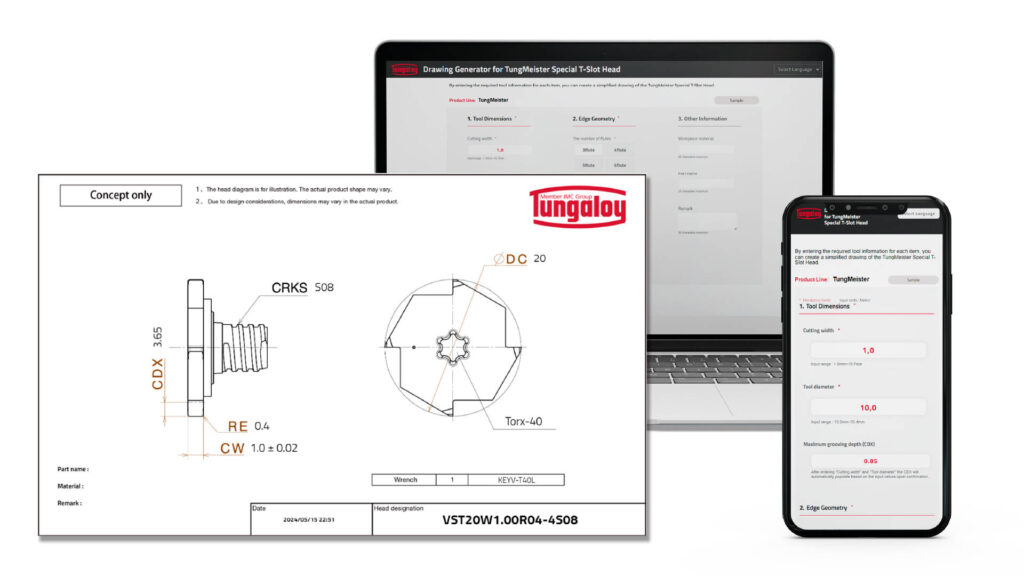
特殊Tスロットヘッドの設計を迅速かつ簡単に行える自動作図システムをお試しください。効率的な設計プロセスを実感いただけます。