「自動盤加工でビビりが発生して精度が出ない」
「切り屑が絡んで機械を停止させている」といったことはありませんか?
従来のX軸加工では避けられなかった問題も、Y軸加工ならば解決できることがあります。この記事では、Y軸加工のメリットと注意点を詳細に解説します。
- 自動盤加工においてY軸工具が有効なケースがわかる
- Y軸工具の使用方法がわかる
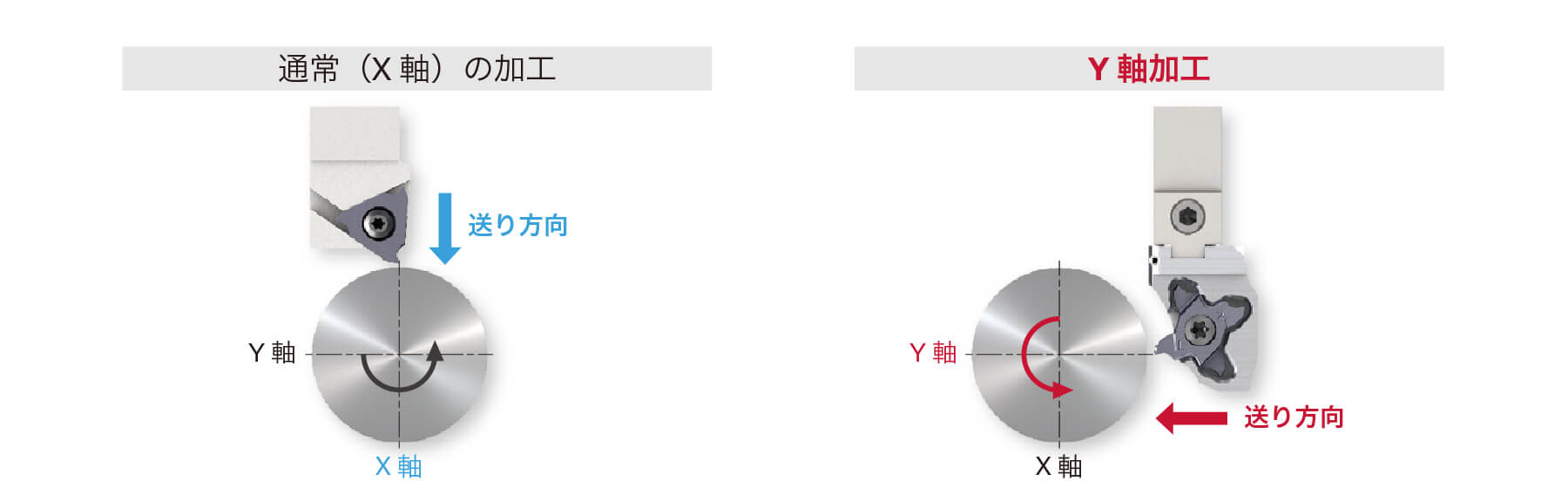
X軸・Y軸加工の違い
旋削加工では連続的な切りくずが生成されることが一般的です。これらの切りくずは、ワークや工具に絡みつき、加工不具合の原因となります。これは、特に複雑な形状を持つ部品や精密加工が要求される場合に問題となります。
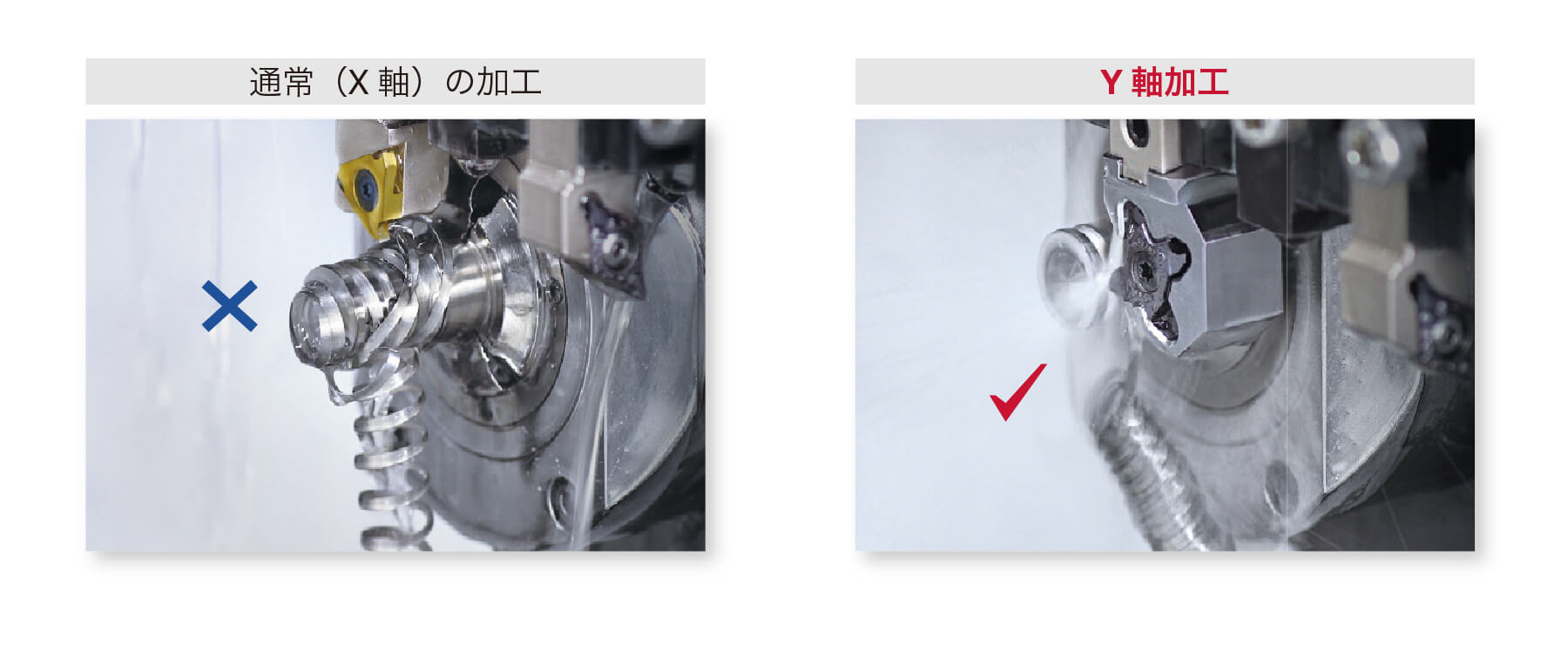
Y軸加工では、インサートのすくい面が下方向を向いており、切りくずが自動的に下方へ落下します。これにより、ワークへの切りくずの巻付きを防ぎ、加工品質を向上させることが可能です。
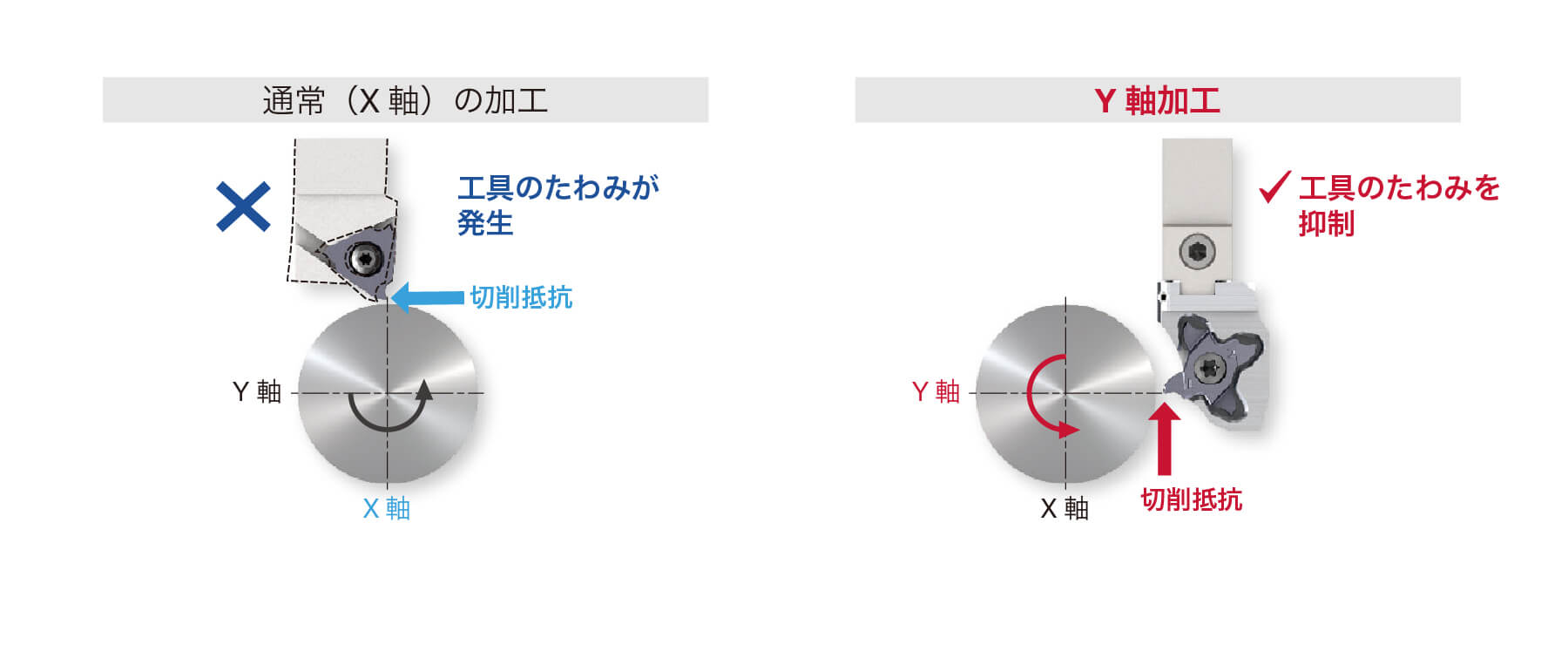
Y軸加工はたわみを抑制
Y軸加工では、切削力をホルダの長手方向で受け止めます。そのためX軸加工よりも、振動やたわみを抑制し、加工精度の向上と工具の摩耗減少につながります。特に「加工時にビビりが発生している」ケースではY軸加工が有効です。
Y軸加工の機械設定や注意点
ここまでY軸加工の活用によるメリットをご紹介しました。しかし、
「なんだか難しそう」「プログラムの変更方法がわからない」
とお考えの方も多いのではないでしょうか。
今回はY軸加工を行う際の注意点を3つご紹介します。
①Y軸加工のプログラム変更
Y軸加工は加工開始点がX軸と異なるため、一部コードの変更が必要となります。
下記にX軸加工からY軸加工に変更する際のコードの違いを示しました。
変更はいたってシンプルで、②Y軸移動と③バイト位置決めのコードが変更されています。
サイクルタイムは1/10~秒程度、若干増えるのがデメリットですが、切りくずを毎度人の手で取り除いているような場合はメリットの方が大きい場合が多いです。

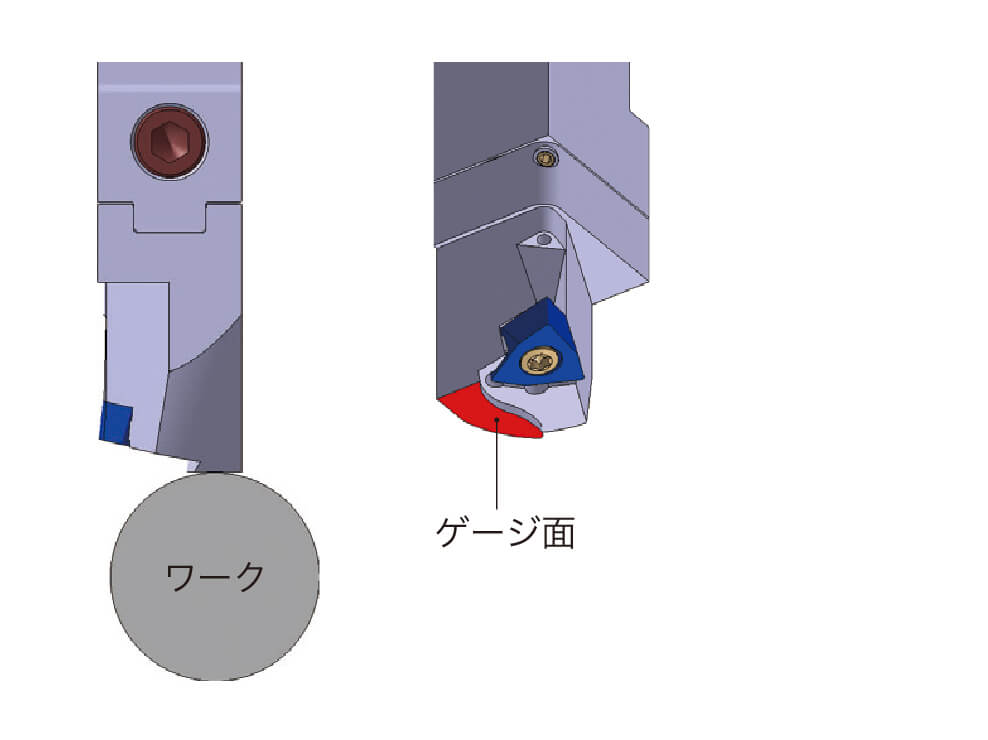
②径方向(X軸)の刃先位置設定について
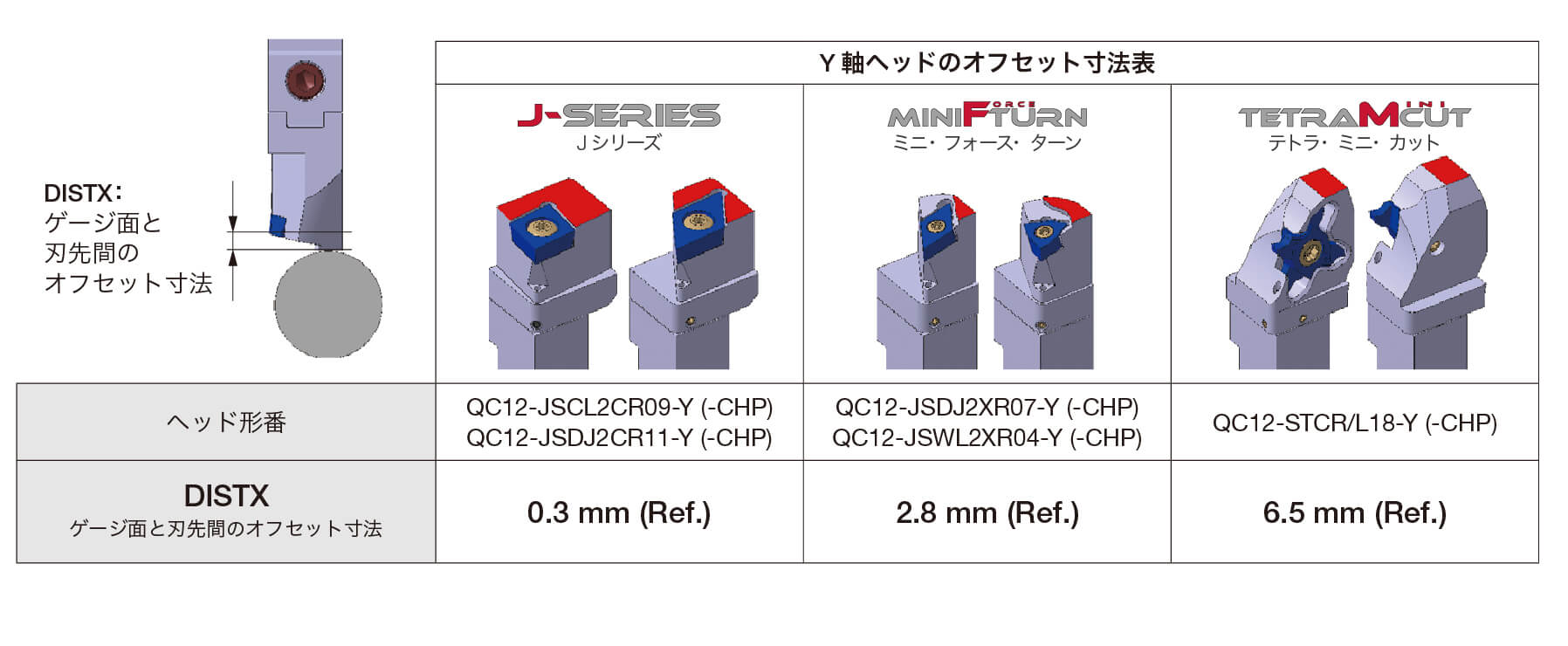
径方向の刃先位置設定は、工具取付け時にゲージ面を基準に設定を行い、加工プログラムにゲージ面と刃先間のオフセット値
を入力することで、工具位置の補正を行うことが可能です。
1) プリセット値の登録
ゲージ面とワークを接触させ、径方向(X 軸)のプリセット値を登録する。
2)加工プログラムに補正値を入力
下表にヘッド形番から、ゲージ面と刃先間のオフセット寸法(DISTX)を確認。
加工プログラムにオフセット寸法を入力して、刃先位置を補正する。
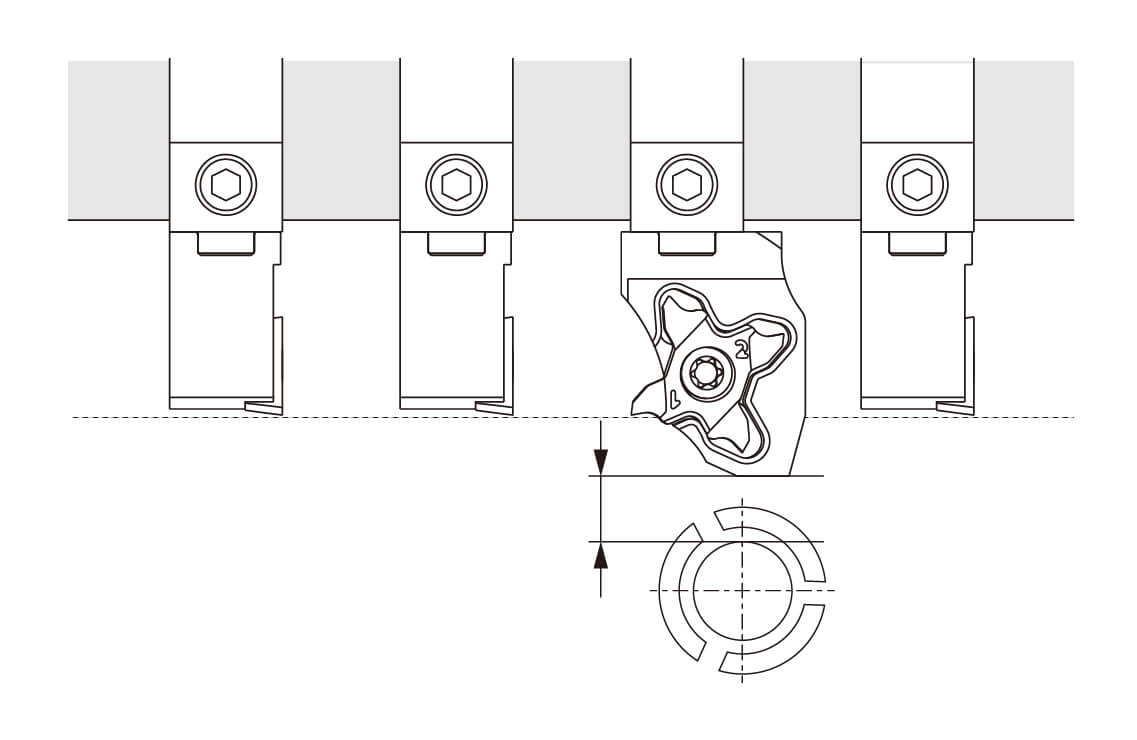
③ツール交換時の後退位置
Y 軸ヘッドは、他ヘッドよりもホルダ端面が下方に飛び出るためX軸工具と同じ後退位置では工具交換ができないことがあります。
ホルダ突出し量を考慮したうえで後退位置を設定してください。
まとめ
Y軸加工は、切りくず処理と振動抑制の面でメリットがあり、加工効率と品質の双方を向上させることができます。
Y軸工具はX軸工具と異なる設定が必要ですが、特に
「切りくずを毎回手で取り除いている」
「どうしてもビビりが出て加工条件を落としている」
といった場合にはY軸工具が有効な場合が多いです。
自動盤でのY軸加工には弊社のModuMiniTurnがおすすめですので、こちらもご検討ください。