

คุ้มค่า: คงประสิทธิภาพในการตัดเฉือนเดิม ด้วยขนาดที่เล็กลง
ISO-EcoTurn เม็ดมีดขนาดเล็กเพื่อความประหยัด



GNMG/FNMG
การใช้งาน & คุณสมบัติ
การใช้งาน


คุณสมบัติ
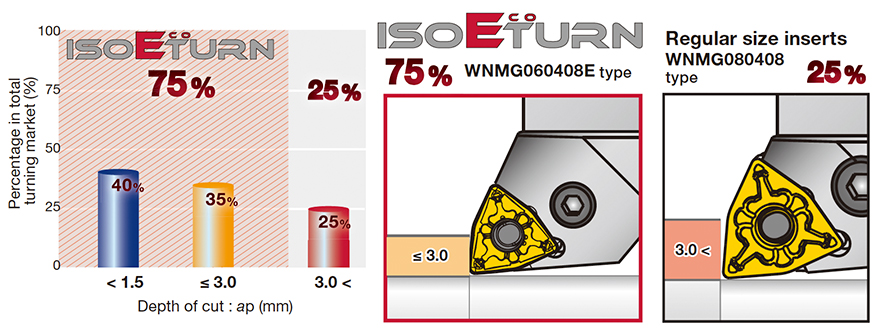
1. มากกว่า 75%* ของตลาดงานกลึงทั้งหมด ใช้ระยะกินลึกเพียง 3 มม. หรือน้อยกว่า
* อ้างอิงจากการวิจัยตลาดของทังกาลอยด์
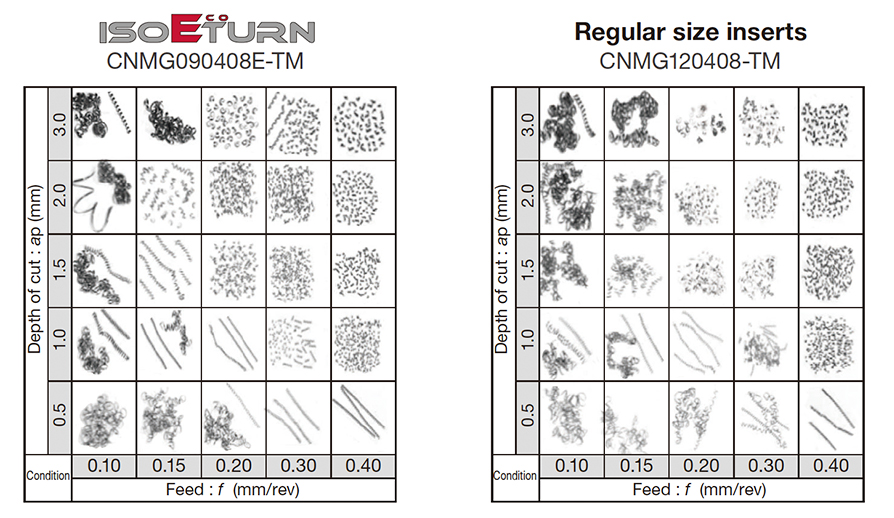
2. การควบคุมเศษ
เม็ดมีด ISO-EcoTurn มีรูปทรงร่องคายเศษที่เหมือนกันกับเม็ดมีดขนาดปกติ ทำให้สามารถกำจัดเศษได้เหมือนกันที่ระยะกินลึกสูงสุดถึง 3 มม.
ชิ้นงาน: S45C / C45
ความเร็วตัด: Vc = 200 ม./นาที
สารหล่อเย็น: ใช้
3. ประสิทธิภาพเม็ดมีดที่เหนือชั้น
ตารางเปรียบเทียบระหว่าง ISO-EcoTurn และเม็ดมีดขนาดปกติ
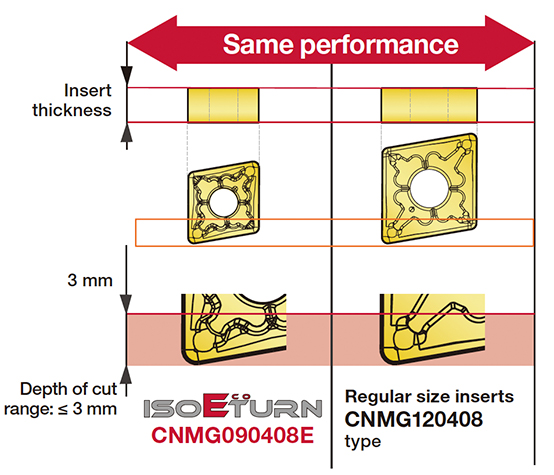
เม็ดมีด ISO-EcoTurn มีความหนาและรูปทรงร่องคายเศษที่เหมือนกันกับเม็ดมีดขนาดปกติของทังกาลอยด์
คุณสมบัติเหล่านี้ให้ประสิทธิภาพการตัดเท่ากันกับเม็ดมีดขนาดปกติ รวมถึงความสามารถในการควบคุมเศษที่ระยะกินลึกสูงสุดถึง 3 มม.
เม็ดมีด & เกรด
เม็ดมีด





เกรดหลัก
T9215
![]()
![]()
![]()
- P10 – P20
- สามารถต้านทางการสึกหรอ และการบิ่นได้ดี
- ตัวเลือกแรกสำหรับเหล็กกล้า
- เหมาะสำหรับการใช้งานที่หลากหลาย
T6130
![]()
- P15 – P30 / M15 – M30
- ต้านทานการสึกหรอได้อย่างดีเยี่ยมในงานตัดที่ใช้ความเร็วปานกลางถึงสูง
- ตัวเลือกแรกสำหรับสเตนเลส สตีล
T515
![]()
- K10 – K20
- มีความเสถียรในการใช้งานที่หลากหลายตั้งแต่การเดินงานต่อเนื่องจนถึงงานกระแทก
ด้ามจับ


ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine part |
| วัสดุ: | SCM415 |
| ด้ามจับ: | AWLNR2525M0604-A |
| เม็ดมีด: | WNMG060408E-TM |
| เกรด: | T9215 |
| เงื่อนไขการตัดเฉือน: | Vc = 240 (ม./นาที) f = 0.1 – 0.25 (มม./รอบ) ap = 1 (มม.) การใช้งาน: การปลึงปอกจอกด้านหน้า ระบบจ่ายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #2
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Shaft |
| วัสดุ: | S45C / C45 |
| ด้ามจับ: | ADJNR2525M1104-A |
| เม็ดมีด: | DNMG110408E-TSF |
| เกรด: | T9215 |
| เงื่อนไขการตัดเฉือน: | Vc = 260 (ม./นาที) f = 0.2 (มม./รอบ) ap = 1 (มม.) การใช้งาน: การกลึงปอก ระบบจ่ายน้ำหล่อเย็น: ใช้ |

เงื่อนไขการตัดเฉือนมาตรฐาน
CN/DN/TN/VN/WN
| ISO | การใช้งาน | หน้าลายหักเศษ | เกรด | ระยะกินลึก ap (มม.) |
อัตราป้อน f (มม./รอบ) |
ความเร็วตัด: Vc (ม./นาที) | ||
|---|---|---|---|---|---|---|---|---|
| เหล็กกล้าคาร์บอนต่ำ เหล็กกล้าผสม |
เหล็กกล้าคาร์บอนปานกลาง เหล็กกล้าผสม | เหล็กกล้าคาร์บอนผสม เหล็กกล้าผสม |
||||||
| ผิวสำเร็จแบบละเอียด | TF | T9215 | 0.1 – 0.5 | 0.03 – 0.15 | 150 – 400 | 150 – 400 | 120 – 300 | |
| T9225 | 0.1 – 0.5 | 0.03 – 0.15 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| ผิวสำเร็จ | TSF | NS9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | |
| GT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | |||
| AT9530 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | |||
| T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | |||
| T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| ZF | T9215 | 0.2 – 1.5 | 0.07 – 0.2 | 150 – 400 | 150 – 400 | 120 – 300 | ||
| T9225 | 0.2 – 1.5 | 0.07 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| ผิวสำเร็จ (ไวเปอร์) | FW | T9205 | 0.2 – 1.5 | 0.08 – 0.4 | 180 – 400 | 180 – 400 | 150 – 350 | |
| T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | |||
| T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| NS9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 250 | 80 – 220 | 80 – 180 | |||
| GT9530 | 0.5 – 1.5 | 0.2 – 0.4 | 150 – 300 | 80 – 250 | 80 – 200 | |||
| ผิวสำเร็จและแรงตัดปานกลาง | ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | |
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| ผิวสำเร็จและแรงตัดปานกลาง (ไวเปอร์) | SW | T9205 | 0.5 – 2 | 0.3 – 0.6 | 180 – 400 | 180 – 400 | 150 – 350 | |
| T9215 | 0.5 – 2 | 0.3 – 0.6 | 150 – 400 | 150 – 400 | 120 – 300 | |||
| T9225 | 0.5 – 2 | 0.3 – 0.6 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| ผิวสำเร็จและแรงตัดปานกลาง | NM | T9225 | 0.5 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |
| แรงตัดปานกลาง | TM | T9215 | 1 – 3 | 0.2 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | |
| T9225 | 1 – 3 | 0.2 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| เหล็กออสเทนนิติก | สเตนเลสสตีลกลุ่มเฟอริติก / มาร์เทนไซด์ | สเตนเลสสตีลกลุ่มเพิ่มความแข็งแบบตกผลึก | ||||||
| ผิวสำเร็จ | SS | AH630 | 0.5 – 3 | 0.08 – 0.2 | 90 – 190 | 110 – 210 | 60 – 90 | |
| AH645 | 0.5 – 3 | 0.08 – 0.2 | 70 – 150 | 90 – 170 | – | |||
| แรงตัดปานกลาง | SM | T6120 | 1 – 3 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| T6130 | 1 – 3 | 0.2 – 0.5 | 100 – 200 | 120 – 240 | 70 – 110 | |||
| AH630 | 1 – 3 | 0.2 – 0.5 | 90 – 190 | 110 – 210 | 60 – 90 | |||
| เหล็กหล่อสีเทา | เหล็กหล่อเหนียว | |||||||
| ผิวสำเร็จและแรงตัดปานกลาง (ไวเปอร์) | SW | T5115 | 0.5 – 2 | 0.3 – 0.6 | 140 – 400 | 140 – 370 | ||
| แรงตัดปานกลาง | TM | T515 | 1 – 3 | 0.2 – 0.5 | 150 – 700 | 140 – 370 | ||
| โลหะผสมไททาเนียม | โลหะผสมนิเกิล | |||||||
| แรงตัดปานกลาง | TM | AH8015 | 1 – 3 | 0.2 – 0.5 | 20 – 150 | 20 – 100 | ||
GN/FN
| ISO | การทำงาน | หน้าลายหักเศษ | เกรด | ระยะกินลึก ap (มม.) |
อัตราป้อน f (มม./รอบ) |
ความเร็วตัด: Vc (ม./นาที) | ||
|---|---|---|---|---|---|---|---|---|
| เหล็กกล้าคาร์บอนต่ำ, เหล็กกล้าผสม | เหล็กกล้าคาร์บอนปานกลาง, เหล็กกล้าผสม | เหล็กกล้าคาร์บอนสูง, เหล็กกล้าผสม | ||||||
| ผิวสำเร็จ | TSF | T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 150 – 400 | 150 – 400 | 120 – 300 | |
| T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| แรงตัดปานกลาง | TM | T9215 | 1 – 3 | 0.2 – 0.5 | 150 – 400 | 150 – 400 | 120 – 300 | |
| T9225 | 1 – 3 | 0.2 – 0.5 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| ISO | การทำงาน | หน้าลายหักเศษ | เกรด | ระยะกินลึก ap (มม.) |
อัตราป้อน f (มม./รอบ) |
สเตนเลสสตีล | ||
| ผิวสำเร็จ | TSF | T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 100 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 100 – 250 | |||||
| AH8015 | 0.2 – 1.5 | 0.08 – 0.4 | 90 – 190 | |||||
| แรงตัดปานกลาง | TM | T9215 | 1 – 3 | 0.2 – 0.5 | 100 – 250 | |||
| T9225 | 1 – 3 | 0.2 – 0.5 | 100 – 250 | |||||
| AH8015 | 1 – 3 | 0.2 – 0.5 | 90 – 190 | |||||
| ISO | การทำงาน | หน้าลายหักเศษ | เกรด | ระยะกินลึก ap (มม.) |
อัตราป้อน f (มม./รอบ) |
เหล็กหล่อ | ||
| ผิวสำเร็จ | TSF | T9215 | 0.2 – 1.5 | 0.08 – 0.4 | 140 – 500 | |||
| T9225 | 0.2 – 1.5 | 0.08 – 0.4 | 140 – 500 | |||||
| แรงตัดปานกลาง | TM | T9215 | 1 – 3 | 0.2 – 0.5 | 140 – 500 | |||
| T9225 | 1 – 3 | 0.2 – 0.5 | 140 – 500 | |||||
| ISO | การทำงาน | หน้าลายหักเศษ | เกรด | ระยะกินลึก ap (มม.) |
อัตราป้อน f (มม./รอบ) |
โลหะผสมทนความร้อน | ||
| ผิวสำเร็จ | TSF | AH8015 | 0.2 – 1.5 | 0.08 – 0.4 | 20 – 80 | |||
| แรงตัดปานกลาง | TM | AH8015 | 1 – 3 | 0.2 – 0.5 | 20 – 80 | |||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ