产品加工视频
电子目录 下载 CAD 图纸和 3D 模型
数字化工具 泰珂洛多种高效、便捷在线工具
非标刀具图纸生成器 快速生成非标产品的简图
泰珂洛新的应用程序为工程师和销售人员提供加工解决方案。
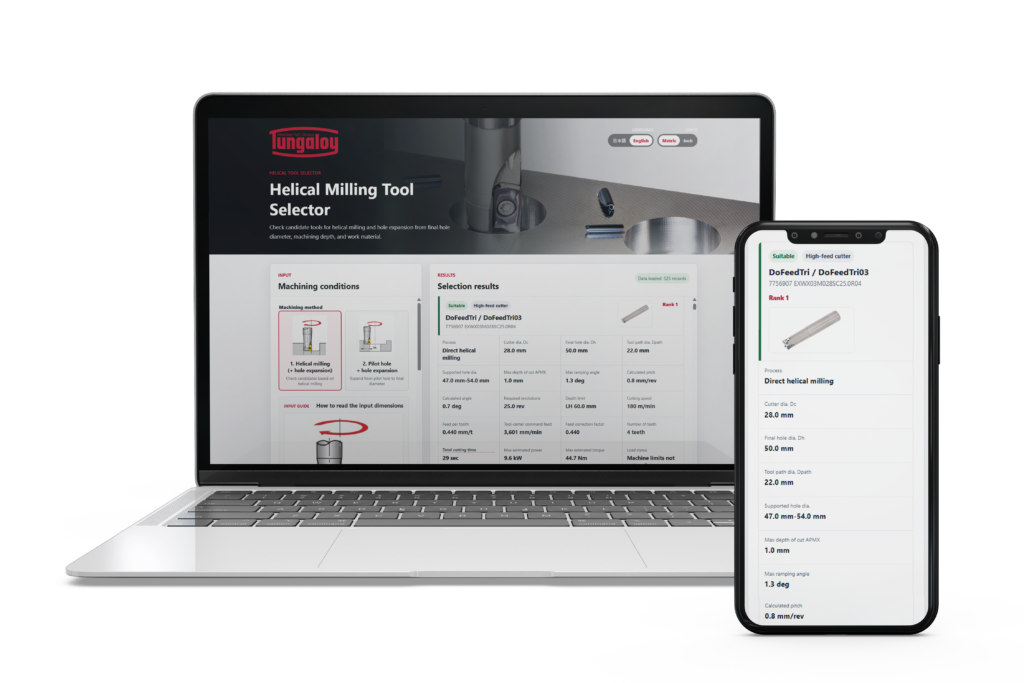
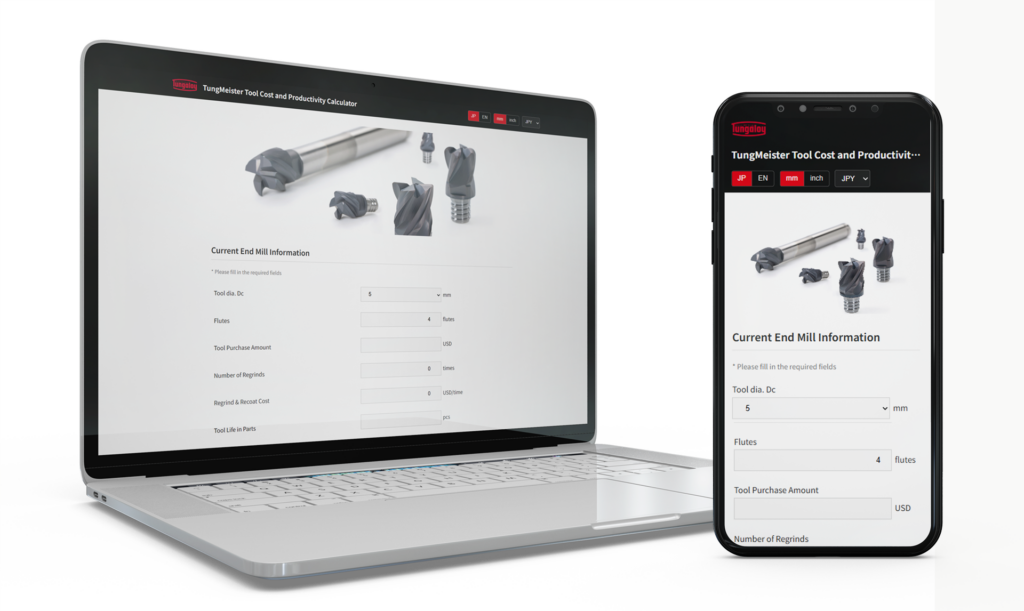
泰珂洛线上加工计算器
泰珂洛AI智能助手
首选的材质和断屑槽
只需简单搜索,即可获取最佳加工案例, 获得改进启发。
访问 Tungaloy 的技术指南,获取有价值的见解、参考和资源。