您是否仍在使用整体立铣刀进行平面铣削?
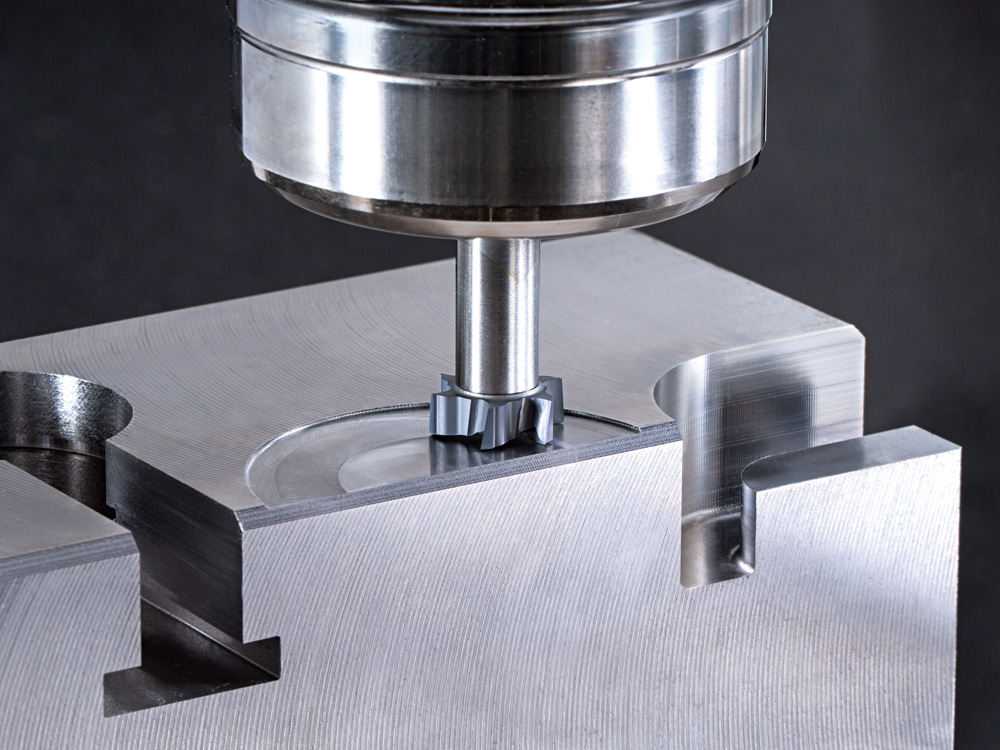
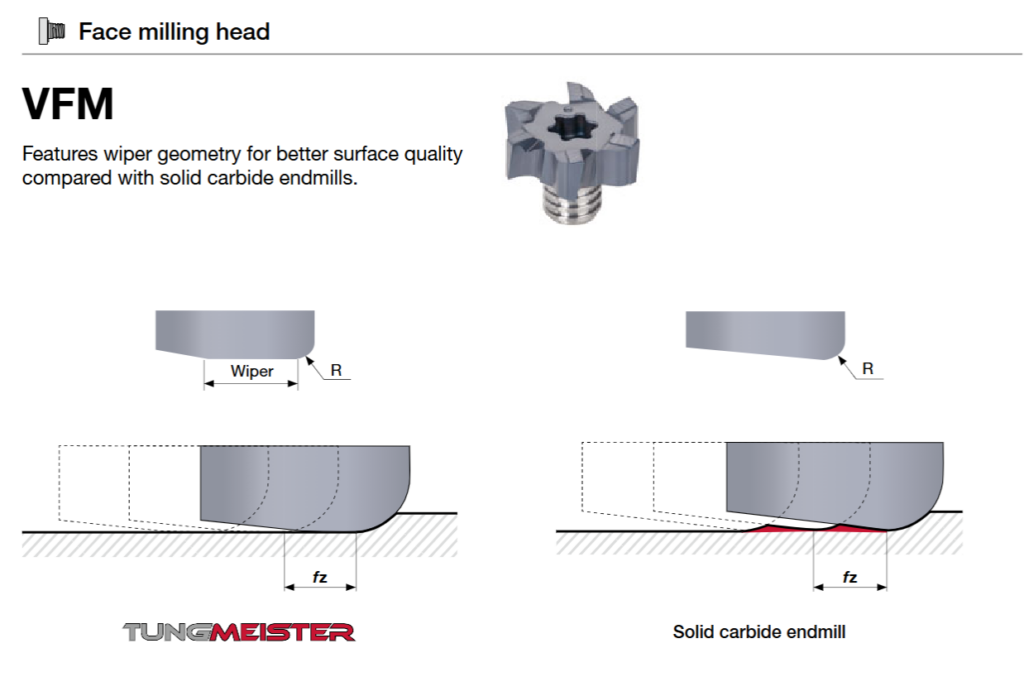
由于干涉原因,平面铣刀无法安装,因此您只能使用底刃代替。 加工表面太窄,因此您使用立铣刀进行平面铣削。 走心式数控车床上的平面加工也同样交给了底刃。 立铣刀的底刃真的是您平面铣削的正确选择吗? 刀痕、表面质量差、电镀后出现的划痕——这些问题都源于立铣刀底刃并非为平面铣削而优化这一事实。 泰珂洛的可换头式立铣刀 TungMeister VFM 刀头 采用专用的平面铣削设计,配备 修光刃 和 锋利的 6 刃切削刃。 提供 φ12 至 φ25 — 4 种尺寸,覆盖 所有 6 种 ISO 工件材料组,它重新定义了使用立铣刀进行的平面铣削。 本文将对 VFM 的技术特点进行深入分析,并提供 3 个用户加工案例研究。
1. 使用立铣刀进行平面铣削 — 这是否已成为您的“默认”选择?
对于平面铣削和底面精加工,理想的工具是平面铣刀(平面铣削 Cutter)。 然而,在实际的车间现场,使用立铣刀底刃进行平面铣削是否已成为“默认”做法?
这背后存在三个典型的限制因素。
限制 1:干涉导致平面铣削 Cutter 无法安装


来自周围侧壁、压板和夹具的干涉经常导致物理上无法使用平面铣削 Cutter。 在这种情况下,使用小直径整体立铣刀的底刃进行平面铣削是常见的权宜之计。
限制 2:加工表面太窄,导致刀具直径过大 — 使用立铣刀作为替代品
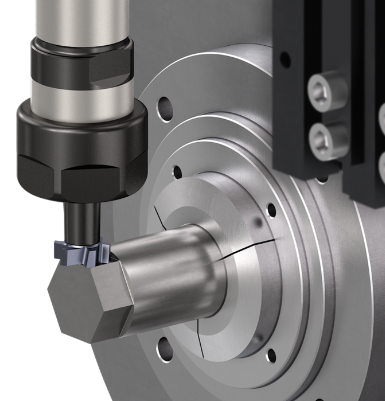
限制 3:走心式和普通车床上的柄径限制
在走心式或普通车床上对圆棒零件进行平面加工(销钉铣削)时,可安装在铣削主轴单元上的柄径受到限制。 此外,铣削主轴的低刚度使得 难以提高切削条件,导致表面质量不稳定。
常见问题 — 整体立铣刀底刃的局限性
在所有这些场景中,整体立铣刀底刃都是首选解决方案。 然而,整体立铣刀本质上是 主要为侧刃切削(方肩铣削、开槽)而设计,并未针对底面精加工进行优化。 因此,以下问题会反复出现。
- 刀痕 — 底刃上微小的阶梯差和半径精度的偏差会直接转移到加工表面,留下肉眼可见的刀痕
- 底面质量差 — 由于没有修光刃,立铣刀难以实现精细的表面粗糙度。 没有光泽度。 无法满足精加工质量要求
- 对后续工序的影响 — 加工表面的划痕在电镀后变得清晰可见,需要额外的工序,如研磨或手工精修
使用立铣刀底刃进行平面铣削已成为“默认”——泰珂洛的 VFM 刀头 正是为了改变这一现状而诞生的。
2. 超越底刃的极限 — VFM 刀头选项
VFM 设计理念
“除了用立铣刀进行平面铣削外别无选择”——泰珂洛可换头式立铣刀 TungMeister 系列中的 VFM 平面铣削专用刀头 推翻了这一假设。 通过 修光刃与锋利切削刃的结合,它实现了底刃平面铣削永远无法达到的表面质量。
VFM 融入了 4 项技术特点,专为平面铣削精加工而设计。
- 配备修光刃 — 底面上的修光刃可平滑表面不平整。目录规格中公布了其 优于整体立铣刀的表面质量
- 锋利切削刃 × 6 刃 — 所有尺寸均为 6 刃。 结合了多刃设计的高进给率与锋利刃口的低切削阻力,同时提高了表面质量和效率
- 10° 低螺旋角 × 0.3×D 短切削刃长度 — 10° 螺旋角降低了轴向切削力。 结合缩短至刀具直径 0.3 倍的切削刃长度,提供了 专为平面铣削优化的刃口几何形状
- 配备 Corner radius (R0.2–R0.4) — 防止刃口崩碎,同时抑制加工表面的毛刺
要点
专用于“底面精加工”的立铣刀刀头
使用立铣刀底刃进行平面铣削 — 这与那种“默认”做法有着 本质不同的设计。 将平面铣刀的“修光刃”概念缩小到立铣刀尺寸 — 这就是 VFM 的本质。
φ10 至 φ25 — 5 种尺寸系列
VFM 提供 5 种尺寸,以匹配不同的加工表面宽度和机床环境。 所有尺寸均使用 AH715 材质(最新涂层,具有优异的耐磨性和抗粘结性)。
| 订货号 | 刀具直径 | 刃数 | 最大 切削深度 | 圆角 R | 连接螺纹 |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3.6 mm | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3.6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4.8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6.0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7.5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H — 覆盖所有工件材料组
VFM 的主要优势之一是其 广泛的工件材料覆盖范围。 从碳钢到不锈钢、铸铁、铝合金,甚至钛合金、耐热合金和 Hardened steel — 为所有 6 个 ISO 组建立了标准切削条件。
| ISO | 工件材料 | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | 碳钢、合金钢(S45C、SCM440 等) | 60–180 | 0.08–0.13 |
| M | 不锈钢(SUS304、SUS316 等) | 40–100 | 0.08–0.13 |
| K | 铸铁(FC250、FCD450 等) | 80–200 | 0.08–0.13 |
| N | 铝合金 | 100–700 | 0.08–0.13 |
| S | 钛合金、耐热合金(Ti-6Al-4V、Inconel 718 等) | 20–80 | 0.08–0.13 |
| H | Hardened steel(SKD11、SKH51 等,最高 60HRC) | 20–80 | 0.08–0.13 |
无需疑虑“我可以在这种材料上使用它吗?”——这是 VFM 的另一个主要优势。
3 个 VFM 表现卓越的使用案例
以下是 VFM 如何解决迫使车间依赖立铣刀的三种限制。
| 限制 | 传统方法 | VFM 解决方案 |
|---|---|---|
| 大直径 Cutter 因干涉无法安装 | 用整体立铣刀底刃替代 → 出现刀痕 | 在 φ12–φ25 小直径下实现平面铣削级别的表面质量。 修光刃平滑加工表面,在避免干涉的同时显著提高光洁度 |
| 加工表面太窄,不适合过大的刀具直径 | 继续使用过大的平面铣刀,或使用底刃妥协 | 选择合适的直径以匹配加工表面宽度。 配备修光刃的 6 刃设计确保即使在小直径下也能获得优异的表面质量。 设置也得到了简化 |
| 走心式 / 普通车床上的柄径限制 | 使用小直径整体刀具妥协,表面质量不稳定 | 使用相对于柄径更大的刀具直径(例如,φ8 柄上的 φ12 刀头)。 VER 柄(ER 筒夹)最大限度地减少悬伸,从而实现 即使在低刚度铣削主轴上也能稳定加工 |
要点
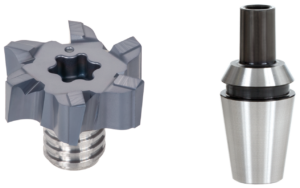
VER 柄组合 — 走心式和普通车床的理想选择
通过 TungMeister 的 VER 柄(ER 筒夹接杆),刀具可以直接安装到机器的 ER 筒夹夹具中。 通过最大限度地减少悬伸,即使在低刚度铣削主轴单元上也能实现抑制振动的稳定加工。 修光刃优异的表面质量还可能减少或消除平面加工表面的后续工序(研磨等)。
表面粗糙度数据 — 超越整体立铣刀的 Ra
VFM 的表面质量究竟有多优越? 让我们通过目录中公布的测量数据进行验证。
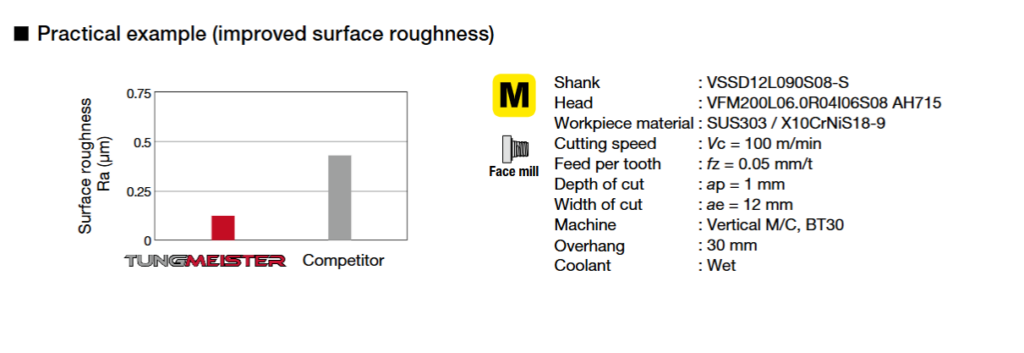
| 工件材料 | SUS303 |
|---|---|
| 机床 | 立式加工中心 (BT30) |
| 刀头 | VFM200L06.0R04I06S08 AH715 (φ20) |
| 切削条件 | Vc=100 m/min, fz=0.05 mm/z, ap=1 mm, ae=12 mm |
| 悬伸长度 | 30 mm (湿式) |
在这些测试条件下,VFM 记录的 表面粗糙度 Ra 超越了竞争对手的整体立铣刀和竞争对手的配备修光刃的产品。 特别值得注意的是,这些结果是在低刚度的 BT30 环境中实现的。
关键数据
即使在 BT30 上表面粗糙度也超越了整体立铣刀
VFM 的修光刃 即使在低刚度 BT30 环境中也能提供稳定的表面质量。 VFM 的真正实力恰恰体现在刚度有限的环境中 — 走心式车床、小型加工中心及类似设置。
3. 以数据支撑的性能 — 表面质量、效率和工具寿命的定量比较
从这里开始,我们根据 3 个用户加工案例研究 和 目录数据,从“表面质量”、“效率”和“工具寿命”三个维度定量验证 VFM 的性能。
所有 3 个案例的跨案例比较
所有 3 个采用案例均获得“胜出”评价。 尽管工件材料和机床环境不同,但 VFM 在表面质量和效率方面均显著优于现有刀具。
| 比较 | 案例 1: Hastelloy-X | 案例 2: SUS440C | 案例 3: SS |
|---|---|---|---|
| 工件材料 | Hastelloy-X (锻造) | SUS440C | SS400 |
| 机床 | 卧式加工中心 / BT50 | 立式加工中心 / BT30 | 立式加工中心 / BT40 |
| 现有刀具 | φ12 整体立铣刀 | φ12 整体立铣刀 | φ10 整体立铣刀 |
| 效率提升 | +50% | +50% | +67% |
| 表面质量 | 良好(表面有光泽) | 非常出色 | 良好 |
| 工具寿命 | —(测试时间结束) | +50% (240 件/刀头) | —(演示) |
| 结果 | 胜出 | 胜出 | 胜出 |
以下是这些数据的关键要点。
要点 1:所有案例的表面质量均被评为“良好”或更好 — 刀痕和划痕问题得到根本解决
在案例 1 中,由整体立铣刀底刃引起的刀痕消失了,加工表面获得了光泽感。 案例 2 获得了“非常出色”的评价。 在案例 3 中,电镀后划痕变得可见的问题被消除了。 所有结果都是 通过修光刃平滑加工表面实现的。
要点 2:效率提高 50–67% — 不仅是表面质量,还有生产率的提升
VFM 不仅提高了表面质量,而且 在进给率和切屑去除率方面也优于现有刀具。 6 刃高进给能力结合锋利刃口的低切削阻力,实现了表面质量和效率的同时提升。
要点 3:从 BT30 到 BT50 均得到验证 — 广泛的机床环境
从最低刚度的 BT30 机床到 BT50,无论机床环境如何,都取得了稳定的结果。 VFM 的有效性即使在低刚度机床上也依然成立。
目录数据 — 1.5 倍效率,1.4 倍工具寿命
除了用户案例研究外,VFM 的能力还得到了目录数据的支持。
| 目录案例 | 材料 | 改进 | 结果 |
|---|---|---|---|
| 案例 A (φ20) | SUS303 | 表面粗糙度比较 | Ra 超越竞争对手的整体产品 |
| 案例 B (φ16) | A5052 | 效率比较 | 1.5 倍效率(保持表面质量) |
| 案例 C (AH715) | FCD400 | 工具寿命比较 | 1.4 倍工具寿命(表面质量也得到提高) |
第 3 节总结
在表面质量、效率和工具寿命方面均优于现有刀具
VFM 在表面质量、效率和工具寿命中的一个或多个方面优于现有刀具。在提高表面质量的同时也提高效率 — 这不是一种权衡,而是通过专用于修光刃概念的设计实现的结果。
4. 用户加工案例研究
当一直使用立铣刀底刃进行平面铣削的车间改用 VFM 后发生了什么?所有 3 个案例均取得了积极成果。 从耐热合金到不锈钢和普通钢,VFM 已在广泛的工件材料中得到采用。
案例 1 Hastelloy-X 底面精加工 — 因表面光泽而被采用

加工详情
- 零件:壳体 — 出口密封表面(底面精加工)
- 工件材料:Hastelloy-X (锻造)
- 机床:卧式加工中心 / BT50
挑战
- 竞争对手的立铣刀 — 最初并不适合底面精加工 — 被用作临时措施
- 底面精加工频繁返工。 外观问题比表面粗糙度数值更严重
切削条件比较
| 现有(竞争对手立铣刀) | VFM (AH715) | |
|---|---|---|
| 刀具直径 | φ12 (6 刃) | φ12 (6 刃) |
| 切深 | 20 m/min | 30 m/min |
| 每齿进给量 | 0.05 mm/z | 0.1 mm/z |
| 切削深度 | 2 mm | 1 mm |
| 进给量 | 159 mm/min | 477 mm/min |
| 切屑去除率 | 3.82 cm³/min | 5.73 cm³/min (+50%) |
| 表面质量 | 同前 | 良好(有光泽) |
要点
因表面光泽而被采用 — 消除返工
VFM 在加工表面产生了光泽感,外观的改善远超表面粗糙度数值本身。 消除了底面精加工返工,并 确认采用。 对已在其他功能中采用的 VFM 的积极评价也扩展到了底面精加工。
案例 2 SUS440C 平面铣削精加工 — 刀痕消失后被采用
加工详情
- 零件:块状工件
- 工件材料:SUS440C
- 机床:立式加工中心 / BT30
- 工序:平面铣削(精加工)
挑战
- 使用整体立铣刀(4 刃)的底刃进行平面铣削
- 出现刀痕,导致加工过程的可靠性问题
切削条件比较
| 现有(竞争对手立铣刀) | VFM (AH715) | |
|---|---|---|
| 刀具直径 / 刃数 | φ12 / 4 刃 | φ12 / 6 刃 |
| 切深 | 34 m/min(相同条件) | |
| 每齿进给量 | 0.06 mm/z(相同条件) | |
| 进给量 | 216 mm/min | 325 mm/min (+50%) |
| 切屑去除率 | 2.6 cm³/min | 3.9 cm³/min (+50%) |
| 每个刀头加工件数 | 160 件 | 240 件 (+50%) |
| 表面质量 | 差(存在刀痕) | 非常出色(消除刀痕) |
要点
消除刀痕 + 50% 效率提升 + 50% 工具寿命提升
从 4 刃整体立铣刀切换到 VFM 的 6 刃设计,在 相同 fz 下进给率提高了 50%(增加刃数的效果)。 此外,刀痕被完全消除,每个刀头的加工件数增加了 50%。表面质量、效率和工具寿命 — 三者兼得,从而在低刚度的 BT30 环境中也获得了采用。
案例 3 SS400 平面铣削 — 解决电镀后划痕问题

加工详情
- 零件:机器组件(平面铣削 → 电镀工序)
- 工件材料:SS400
- 机床:立式加工中心 / BT40
- 工序:平面铣削(精加工)
挑战
- 使用竞争对手的整体立铣刀(φ10,4 刃)进行平面铣削
- 零件加工后进行电镀;加工表面的划痕在电镀后变得清晰可见
切削条件比较
| 现有(竞争对手立铣刀) | VFM (AH715) | |
|---|---|---|
| 刀具直径 / 刃数 | φ10 / 4 刃 | φ12 / 6 刃 |
| 切深 | 150 m/min(相同条件) | |
| 每齿进给量 | 0.06 mm/z | 0.08 mm/z |
| 进给量 | 1,146 mm/min | 1,910 mm/min (+67%) |
| 切屑去除率 | 0.34 cm³/min | 0.57 cm³/min (+67%) |
| 表面质量 | 差(电镀后划痕可见) | 良好 |
要点
解决电镀后划痕问题 — 提高下游质量
VFM 的修光刃产生平滑的加工表面,直接影响电镀和涂层等下游工序的质量。由于划痕不再可见,下游工序中返工和质量投诉的风险也随之降低。 这有助于实现超越加工操作本身的“全过程改进”。
总结 — 使用 VFM 改变您的平面铣削
“您是否仍在使用立铣刀进行平面铣削?”——本文介绍了 TungMeister VFM 刀头的技术特点、数据和案例研究,作为对这一问题的回答。 以下是关键点。
- 使用立铣刀进行平面铣削 — 这种“默认”做法存在问题 — 由于干涉限制、表面宽度窄和柄径限制,许多车间别无选择,只能依赖立铣刀
- VFM 是专为平面铣削设计的刀头 — 修光刃 + 锋利切削刃 + 6 刃 × 低螺旋角 × 短切削刃长度。 这是一种与通用立铣刀底刃根本不同的方法
- 超越整体立铣刀的表面质量 — 已在目录规格中公布 — 在 SUS303 的 Ra 比较中,VFM 的表现优于竞争对手的整体产品和配备修光刃的产品
- 在所有 3 个用户案例研究中均获得“胜出”评价 — 效率提高 50–67%,所有案例的表面质量均被评为“良好”至“非常出色”。消除刀痕、表面有光泽、解决电镀后划痕问题
- 从 BT30 到 BT50 均得到验证 — 在低刚度机床和走心式车床上实现稳定加工。 VER 柄最大限度地减少悬伸
- 覆盖所有 ISO P/M/K/N/S/H 工件材料 — 在 Hastelloy-X、SUS440C、SS、A5052、FCD400 等材料上得到验证
- 可换头系统降低运行成本 — 无需更换整个整体刀具,只需更换刀头。 刀柄可重复使用
- 从 φ12 到 φ25 的 4 种尺寸系列 — 选择合适的直径以匹配加工表面宽度
您不需要一直使用立铣刀的底刃进行平面铣削。 如果刀痕、表面质量差或电镀后外观问题听起来很熟悉,请尝试使用 VFM 刀头。