槽铣刀作为加工选择 ─ 从深槽、侧壁、切断到干涉规避,用一把刀具扩展无限可能
槽铣刀通常被视为“专用于切断和切槽的过时刀具”。
然而在现实中,它们是极具通用性和高效性的刀具,能够覆盖立铣刀难以触及的领域,包括深槽、侧壁精度、窄槽、键槽、平行双面加工以及干涉规避。
它们在圆周上拥有许多切削刃,更容易最大限度地减少悬伸,并允许根据槽宽使用有利的刀具直径。 通过利用这些特性,以前因振动、侧壁偏斜或切屑堵塞而放弃的加工操作可以转化为稳定的量产工艺。
本文将解释槽铣刀的基础知识、其有效应用场景以及如何选择它们。 本文还将深入探讨发挥其性能的切削条件设定,特别是经常被忽视的切屑厚度概念。

1. 什么是槽铣刀? ─ 使用“周向侧刃”切削的刀具
槽铣刀是一类利用刀具周向侧面的切削刃来加工槽、台阶面和平面的刀具。 它们用于深窄槽、需要侧壁精度的应用、切断、键槽和平行双面加工。
一个常见的误解是它们是“专用于切断和切槽的过时刀具”。 在实际加工中,它们对于需要干涉规避的方肩铣削和面铣削也非常有效。 随着五轴加工的日益普及,槽铣刀作为能够以短刀具长度从侧面接近工件的刀具,其价值正在被重新发现。
与类似刀具的区别
| 刀具 | 主要优势 | 与槽铣刀的区别 |
|---|---|---|
| 面铣刀 | 平面铣削 | 不适合作为侧壁加工的替代品 |
| 立铣刀 | 通用加工 | 在深槽加工中,悬伸变长,更容易产生偏斜和振动 |
| 锯片铣刀 | 切断和薄槽加工 | 槽铣刀的薄刃版本 |

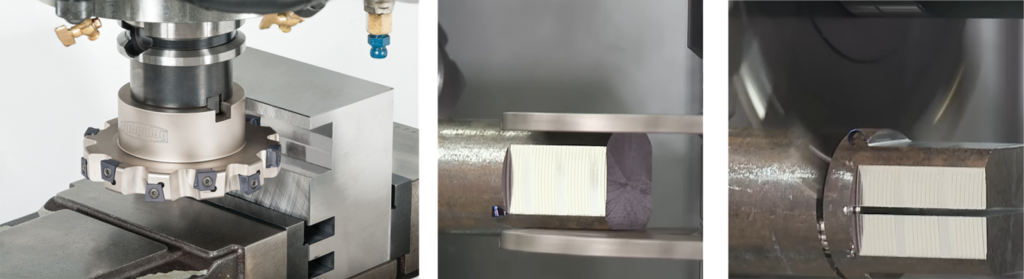
2. 槽铣刀有效的典型应用
相对于深度而言宽度较窄
使用立铣刀时,刀具悬伸会变长,从而更容易产生偏斜、振动和尺寸误差。 槽铣刀通常具有优势,因为即使刀具相对于其直径较薄,刀杆支撑和圆盘刚性也能提供稳定性。
当需要侧壁的直角精度和平行度时
槽铣削对于形成侧壁形状非常有效。 在组合铣削中,使用两个刀体和垫圈可以实现在单次行程中加工两个平行面。
在切断和薄槽加工中减少材料浪费时
薄刃刀具的切削余量较小,有助于减少材料损耗。 即使在深窄槽中,只要刀具几何形状与切屑排出妥善匹配,也能实现高效率。
五轴加工中的干涉规避和可达性
在大型面铣刀难以从正面应用或长立铣刀无法提供足够间隙的区域,槽铣刀可以从侧面薄薄地切入。 在五轴加工中心,刀具轴自由度的增加使槽铣刀成为更有价值的选择。
要点
在保证刚性的同时规避干涉的一种选择
槽铣刀并非“仅用于切槽的刀具”。 它们是提高深槽、侧壁加工、切断操作和侧向接近加工可行性的一种选择。
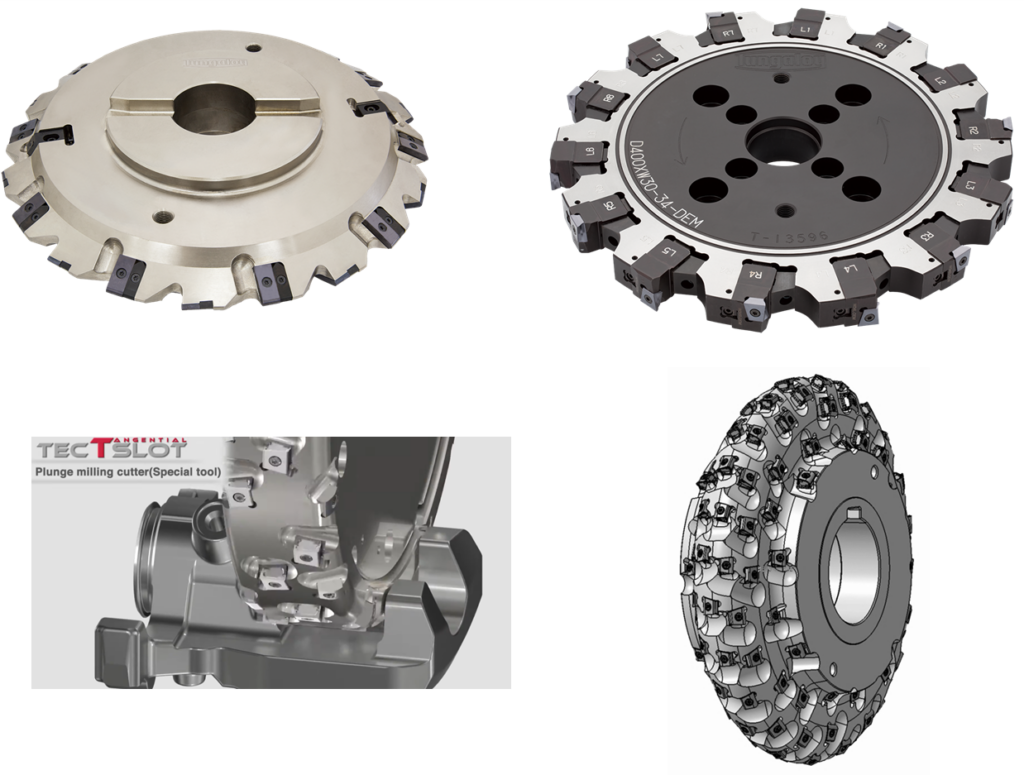
3. 槽铣刀的基本分类 ─ 您应该选择哪种类型?
| 类型 | 主要应用 | 适用场景 |
|---|---|---|
| 薄刃型 / 锯片铣刀 | 切断和薄槽 | 深度大于宽度,减少材料损耗 |
| 三面刃铣刀 | 槽、侧壁和底面 | 键槽等稳定加工 |
| 单边刃铣刀 | 单侧方肩加工 | 台阶加工和单侧精加工 |
| 成形槽铣刀 | 轮廓生成 | 高效加工和量产零件 |
选择 刀体时,请检查切削宽度、宽度范围、切屑排出和可转位性。 对于大批量生产,可转位刀具成为强有力的候选方案。

4. 从立铣刀切换的标准
立铣刀适用的情况
当立铣刀的通用性具有优势时,它们是合适的,例如浅槽、复杂形状、在通用机床上使用单把刀具加工,以及优先考虑换产效率的小批量生产。
槽铣刀具有优势的情况
对于深窄槽、侧壁精度、切断和窄槽加工、长加工长度、大批量生产、平行双面加工、干涉规避以及五轴机床上的侧向接近加工,槽铣刀值得考虑。
如有疑问:当您看到这些迹象时,请考虑使用槽铣刀
- 槽深且窄
- 使用立铣刀产生振动,或槽宽不稳定
- 切屑堵塞、侧壁偏斜或立铣刀折断
- 加工时间长
- 刀具无法从正面进入,或应避免长悬伸
要点
槽铣刀通常是切槽加工中最高效的选择之一
由于它们在圆周上拥有许多切削刃,可以减少不必要的悬伸,并允许使用相对于槽宽有利的直径,特别是随着槽宽变小,相对于立铣刀的优势会变得更大。
5. 发挥性能的基本技巧 ─ 悬伸、齿数和切屑
1. 保持悬伸尽可能短
刀杆长度、支撑刚性、垫圈精度和装配精度直接影响加工结果。 过大的悬伸会导致侧壁偏斜、尺寸偏差和振动。
2. 齿数并非越多越好
较多的齿数可以提高生产率,但它会减小容屑槽容量。 在粘性材料、长切屑应用和深槽加工中,增加齿数可能会产生相反的效果。 它还可能导致有效切屑厚度的问题,这将在稍后讨论。
3. 不要低估径向跳动
安装表面的污垢、垫圈精度差或夹紧力不足都会使负载集中在特定的切削刃上。 这会导致表面光洁度差、崩刃和宽度恶化,因此组装前的检查至关重要。
4. 将切屑排出放在首位
深槽加工中的典型问题是切屑二次切削或切屑卡死。 冷却方式的可达性、切屑排出方向和切削方向应作为一个整体进行设计。
5. 刀具寿命取决于铣刀切入工件的方式
如果刀具突然全负载切入,出口侧的厚切屑和冲击会缩短刀具寿命。 圆弧切入和减小切入时的进给是有效的对策。
6. 槽铣刀最常被忽视的一点 ─ 切屑厚度
由于其结构,槽铣刀往往在较小的 ae/DC 下运行。 如果切削条件仅由表观进给率决定,切削刃最终可能会“摩擦而非切削”。
结论
刀具仅轻微接触,进给却进一步减小
这是槽铣刀最常见的失败模式。 当出现噪音、烧伤、过早磨损或表面光洁度差时,请首先检查切屑厚度。
恢复正常切削的步骤
- 检查针对该 ae/DC 比率是否保证了足够的切屑厚度
- 将 fz 增加到合适的值
- 如有必要,减少齿数以增加每齿完成的功
- 重新调整主轴转速和进给率之间的平衡
- 从“摩擦”转回到“正常切削”
要点
取决于切削条件的设定方式,您可能正在限制刀具自身的性能
槽铣刀是高生产率刀具。 在假设“刀具无法切削”之前,首先怀疑进给率可能太低了。
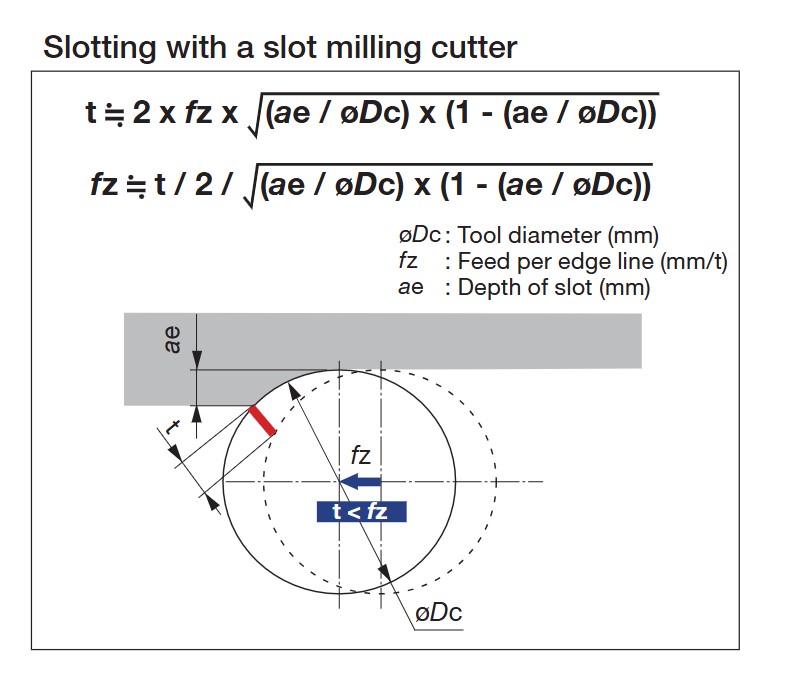
简易切屑厚度计算器
通过输入刀具直径 DC、径向切深 ae、齿数 z、主轴转速 n 和工作台进给 Vf,此工具可立即计算出每齿进给量 fz、最大切屑厚度 hex、平均切屑厚度 hm 和 ae/DC。
ae/DC = ae / DC
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* 适用于 ae DC 的周向铣削近似公式。 对于全槽加工,设置 ae = DC,此时 hex = fz 且 hm ≒ 2fz/π。
如何使用计算器
- 输入您当前的加工条件 — DC、ae、z、n 和 Vf
- 如果 hex 低于 0.02 mm,摩擦是一个主要问题。 考虑增加 fz 或减少齿数
- 如果 ae/DC 低于 10%,通常需要将进给提高到表观 fz 的数倍才能实现正常切削
7. 按症状分类的故障排除指南
| 症状 | 主要原因 | 检查要点 |
|---|---|---|
| 振动 | 悬伸过大 / 突然切入 / 进给不足导致的摩擦 | 缩短悬伸,略微降低主轴转速,增加 fz 使刀具正常切削,检查刃口几何形状和齿数 |
| 槽宽不稳定 | 径向跳动 / 组装时的异物 / 薄壁工件的偏斜 | 检查垫圈和接触面,考虑可调宽度配置,加强工件夹持 |
| 侧壁偏斜 | 刀杆偏斜 / 支撑平行度差 / 切削力过大 | 检查支撑平行度,缩短悬伸,检查每行程的余量去除量 |
| 刃口崩碎或过早磨损 | 切屑堵塞 / 切入时的冲击 / 负载不均 | 改善切屑排出,减小切入时的进给,减小径向跳动,检查齿数 |
| 烧伤或尖叫噪音 | 切削速度过快 / 进给太低导致的摩擦 / 薄锯片的共振 | 首先降低主轴转速,然后调整到合适的进给。 避免薄锯片切削速度过快 |
8. 特定行业的专用槽铣刀 ─ 成形铣刀的世界
标准目录产品和自动绘图系统只能覆盖可以用参数表达的特殊形状。 然而在实际制造中,显然存在单次行程完成复杂轮廓精加工的需求。
这就是完全定制的成形铣刀大显身手的地方。 泰珂洛在汽车、建筑机械、能源和工业机械等工业应用方面拥有丰富的经验。
要点
针对各工业应用量身定制
自动绘图系统旨在实现速度和标准化。 成形铣刀旨在将标准刀具无法覆盖的复杂形状整合到单把刀具中。
1. 齿轮铣刀 ─ 在建筑机械、农业机械、工业机械和风力发电齿轮中拥有成熟表现
- 应用:齿轮、花键轴、锯齿及类似零件的齿形加工
- 优势:齿形内置于切削刃中,能够在单次行程中完成齿间成形。 齿轮加工可以更轻松地在通用加工中心上进行
- 核心吸引力:根据模数、齿数、压力角和变位量进行完全定制设计
2. 用于支架和制动卡钳加工的铣刀
- 应用:汽车制动卡钳、悬架支架和底盘部件的阶梯槽、圆弧槽和复杂轮廓加工
- 优势:优化的排齿设计,可抑制低刚性工件的振动
- 核心吸引力:在量产线中平衡刀具寿命和尺寸稳定性的规格设计
3. 用于螺杆转子加工的铣刀
- 应用:螺杆压缩机、螺杆泵和真空泵的阴阳转子槽的粗加工到半精加工
- 优势:复杂的螺杆轮廓通过专用切削刃轮廓进行成形加工
- 核心吸引力:针对每个转子直径、导程和齿形进行接近独一无二的完全定制设计。 还支持长齿高和复杂曲线

跨越各行业建立的广泛应用记录
泰珂洛的成形铣刀多年来一直用于汽车、建筑机械、农业机械、工业机械和能源等关键行业的量产现场。 通过包括齿轮、支架和卡钳以及螺杆转子在内的应用,泰珂洛积累了设计诀窍和广泛的应用库,可满足各行业的加工要求。
结论
自动绘图系统无法完全表达的形状,正是成形铣刀大放异彩的地方
由于泰珂洛在许多行业都建立了可靠的业绩记录,因此它可以设计出针对各种加工挑战而优化的铣刀。
总结 ─ 发挥槽铣刀的价值
槽铣刀并非“仅用于切断和切槽的刀具”。 它们在现代加工挑战中展现出真正的价值,例如深槽、侧壁精度、干涉规避以及五轴机床上的侧向接近加工。
然而,由于槽铣刀的刀具特性使其往往在较小的 ae/DC 下运行,因此理解切屑厚度是设定切削条件的起点。
- 槽铣刀在切槽、侧壁加工、切断和干涉规避方面表现强劲
- 在切槽加工中,它们通常是最高效的选择之一
- 悬伸、组装和径向跳动决定了加工结果
- 齿数并非越多越好。 检查容屑槽容量和切屑排出
- 不要立即假设“刀具无法切削”;首先怀疑“进给率太低”
- 当 ae/DC 较小时,务必检查切屑厚度
- 对于标准刀具或自动绘图系统无法覆盖的形状,成形铣刀可以实现工序整合
槽铣刀的选择可以根据加工挑战的难度分步考虑:“标准系列 / 可换头式刀具 → 通过自动绘图创建的特殊刀具 → 完全定制的成形铣刀。”在了解基础知识后,请考虑最匹配您自身加工应用难度的选项层级。