

ตัวจับยึดเครื่องมือภายในที่มีความแข็งแรงสูงพร้อมการคายเศษที่ยอดเยี่ยม
รูปทรงของเครื่องมือในอุดมคติได้รับการพัฒนาขึ้นเพื่อการคายเศษที่ดีเยี่ยมโดยการจำลองการวิเคราะห์โครงสร้างที่ครอบคลุม

การใช้งาน & คุณสมบัติ
การใช้งาน

คุณสมบัติ
ออกแบบมาเพื่อความแข็งแรงของเครื่องมือ และการคายเศษที่ดีที่สุด
1. ตัวเครื่องมือทำจากโลหะผสมเหล็กพิเศษออกแบบมาเพื่อลดการกระทบต่อผิวชิ้นงาน
• ให้การปรับปรุงคุณภาพเส้นผิวที่สูงกว่าเครื่องมือคว้านในแบบปกติ
• ปรับปรุงอายุการใช้งานเครื่องมือ ประสิทธิภาพ และความประหยัด

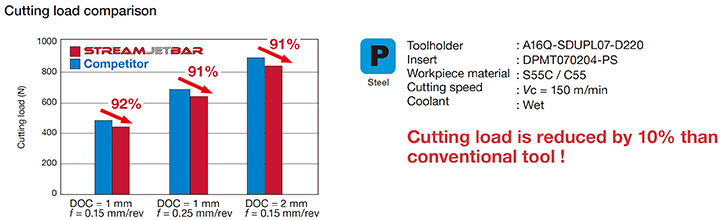
2. การออกแบบตัวจับยึดที่เหมาะสมที่สุดช่วยให้มั่นใจได้ถึงแรงตัดที่ต่ำและประสิทธิภาพสูงในเส้นผ่านศูนย์กลางรูที่เล็กที่สุด
3. ง่ายต่อการใช้งาน
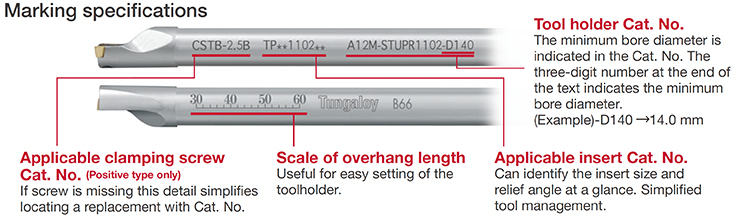
ความหมายของเครื่องหมาย
เม็ดมีด & เกรด
เม็ดมีด
เกรดหลัก
T9215
![]()
![]()
![]()
- P10 – P20
- จัดการเรื่องการต้านทางการสึกหรอ และการบิ่นได้ดี
- ตัวเลือกแรกสำหรับเหล็กกล้า
- เหมาะสำหรับการใช้งานที่หลากหลาย
T6130
![]()
- P15 – P30 / M15 – M30
- ต้านทานการสึกหรอได้สูงสำหรับงานตัดที่ความเร็วปานกลางถึงสูง
- ตัวเลือกแรกสำหรับสเตนเลสสตีล
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- จัดการเรื่ื่องต้านทานการสึกหรอ และการแตกหักได้ดี
- ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
ด้ามจับ
งานคว้านใน

ด้ามจับ StreamJetBar
ตัวจับยึดเครื่องมือภายในที่มีความแข็งแรงสูงพร้อมการคายเศษที่ยอดเยี่ยม
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine parts |
| วัสดุ: | S35C (C35) |
| ด้ามจับ: | E20S-SDUCR11-D270 |
| เม็ดมีด: | DCMT11T304-PS |
| เกรด: | T9215 |
| เงื่อนไขการตัดเฉือน: | Vc = 70 – 160 (ม./นาที) f = 0.12 – 0.2 (มม./รอบ) ap = 1.0 (มม.) ระบบจ่ายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #2
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Automotive parts |
| วัสดุ: | S45C (C45) |
| ด้ามจับ: | A12M-SDUPL07-D180-P |
| เม็ดมีด: | DPMT070204-PS |
| เกรด: | T9215 |
| เงื่อนไขการตัดเฉือน: | Vc = 130 (ม./นาที) f = 0.1 (มม./รอบ) ap = 1.5 (มม.) ระบบจ่ายน้ำหล่อเย็น: ใช้ |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|---|
| Low carbon steels, Alloy steels |
Medium carbon steels, Alloy steels |
High carbon steels, Alloy steels |
|||||||
| Precision finishing |
Continuous | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | 01 | NS9530 | 0.05 – 0.5 | 0.03 – 0.15 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing | Continuous | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Heavy interrupted | PSS | NS9530 | 0.1 – 0.5 | 0.05 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing to light cutting |
Continuous | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | |
| Light interrupted | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Heavy interrupted | PS | NS9530 | 0.3 – 2.0 | 0.08 – 0.3 | 150 – 250 | 80 – 220 | 80 – 180 | ||
| Finishing to Medium cutting |
Continuous to Heavy interrupted |
PS | T9215 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PS | T9125 | 0.5 – 2.5 | 0.08 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
| Medium cutting | Continuous to Heavy interrupted |
PM | T9215 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 300 | 100 – 300 | 80 – 250 | |
| PM | T9125 | 1.0 – 3.0 | 0.15 – 0.3 | 120 – 250 | 80 – 180 | 80 – 120 | |||
Low carbon steels, Alloy steels: S10C, SCM415, SS400, SCr420H, etc. C10, 18CrMo4, E275A, 20Cr4, etc. Medium carbon steels, Alloy steels: S45C, SCM440, etc. C45, 42CrMo4, etc. Hi carbon steels, Alloy steels: SNCM439, etc. 41CrNiMo2, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) |
|---|---|---|---|---|---|---|---|
| Precision finishing | Continuous | Whh | GH330 | 0.05 – 2.0 | 0.03 – 0.2 | 100 – 150 | |
| Finishing | Continuous | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | |
| Light interrupted | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 150 | ||
| Heavy interrupted | PSF | AH725 | 0.1 – 0.5 | 0.05 – 0.3 | 50 – 120 | ||
| Finishing to light cutting |
Continuous | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | |
| Light interrupted | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PSS | AH630 | 0.3 – 2.0 | 0.08 – 0.3 | 90 – 190 | ||
| Finishing to medium cutting |
Continuous | PS | T6130 | 0.5 – 2.5 | 0.08 – 0.3 | 100 – 200 | |
| Light interrupted | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PS | AH630 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 190 | ||
| Medium cutting | Continuous | PM | T6130 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | |
| Light interrupted | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 | ||
| Heavy interrupted | PM | AH630 | 1.0 – 3.0* | 0.15 – 0.3 | 90 – 190 |
* For CCMT0602 and DCMT0702 type inserts, a p = 0.5 – 2.5
Stainless steels: SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Grey cast irons | Ductile cast irons | |||||||
| Finishing | Continuous | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 150 – 700 | 150 – 300 | |
| Heavy interrupted | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 200 | 100 – 200 | ||
| Medium cutting | Light interrupted | CM | T515 | 0.05 – 2.0 | 0.05 – 0.3 | 100 – 300 | 100 – 250 | |
Grey cast irons: FC250, etc. 250, etc.
Ductile cast irons: FCD450, etc. 450-10S, etc.
| ISO | Operation | Work condition | Chip-breaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|---|
| Titanium alloys | Ni-base alloys | |||||||
| Finishing | Continuous | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Light interrupted | PSS | AH8015 | 0.3 – 2.0 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
| Finishing to medium cutting |
Continuous | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | |
| Light interrupted | PS | AH8015 | 0.5 – 2.5 | 0.02 – 0.3 | 20 – 150 | 20 – 100 | ||
Ni-base alloys: INCONEL718 etc.
Titanium alloys: Ti – 6Al – 4V etc.
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ