

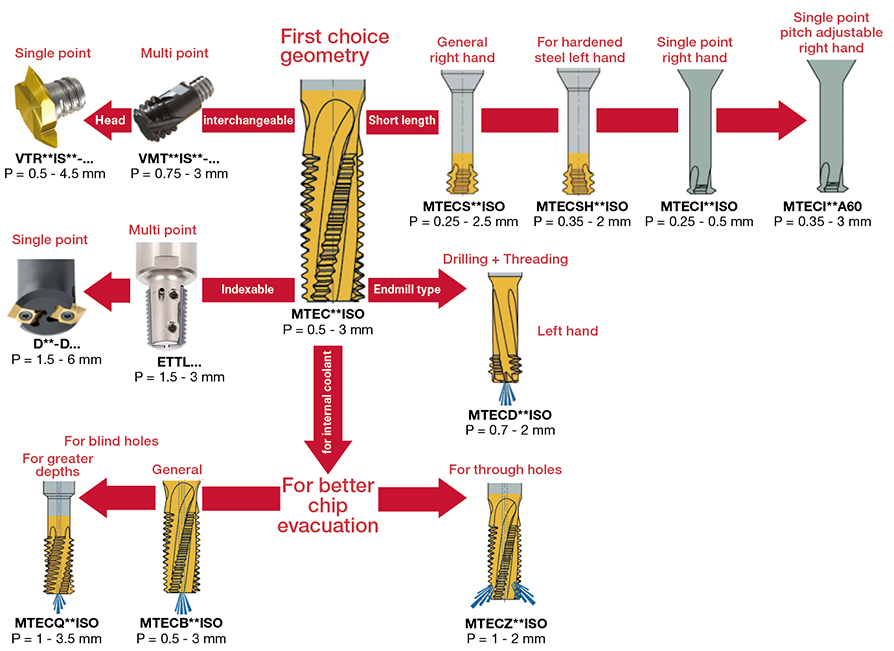
Various type of tools for thread milling
Highly suitable for threading of heat-resistant alloys or hardened steels
Also, applicable for large sized threading with low cutting forces


การใช้งาน & คุณสมบัติ
การใช้งาน
คุณสมบัติ
Tool selection guide for internal ISO metric threads
Inserts, Heads, Solid Carbide Endmills & Grades
Inserts, Heads, Solid Carbide Endmills
Solid Carbide Endmills

SolidThread
- Pitch 0.25 mm – 3.5 mm, Tool diameter 0.72mm
- Machining small diameter threads, such as M1x0.25 and 0-80UNF
Heads

TungMeister Heads for threading (VMT / VTR)
- Pitch 0.5 mm – 4.5 mm, Tool diameter 10 mm
- Head-changeable Thread-milling tools for less down-time than a solid tapping tool
Inserts

Inserts for Indexable Thread Milling
- Pitch 1.5 mm – 6.0 mm, Tool diameter 17 mm
- Able to incorporate multiple inserts for various threading diameters and pitches
เกรด
AH725
![]()
![]()
![]()
![]()
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
GH330
![]()
![]()
![]()
- High resistance to wear and fracture
- Suitable for continuous to medium interrupted cutting
Cutter bodies
Shank Type
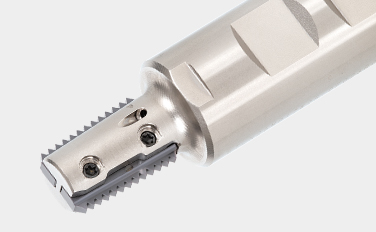
Indexable Thread Milling (ø17- ø80 mm)
Cylindrical type holders for counter boring

ตัวอย่างการใช้งาน
เงื่อนไขการตัดเฉือนมาตรฐาน
SolidThread
| ISO | Material | Condition | Tensile strength [N/mm2] |
Hardness HB |
Cutting speed (m/min) |
Tool dia: DC(mm) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed: f (mm/t) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
 |
Non-alloy steel and cast steel, free cutting stee |
< 0.25 %C | Annealed | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≧ 0.25 %C | Annealed | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Quenched and tempered | 850 | 250 | 65 – 170 | ||||||||||||||
| ≧ 0.55 %C | Annealed | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Quenched and tempered | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Low alloy steel and cast steel (less than 5% of alloying elements) |
Annealed | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| High alloyed steel, cast steel, and tool steel |
Annealed | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Stainless steel and cast steel | Ferritic/martensitic | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitic | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
 |
Stainless steel | Austenitic | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
 |
Cast iron nodular (GGG) | Ferritic/martensitic | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Pearlitic | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Grey cast iron (GG) | Ferritic | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Malleable cast iron | Ferritic | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
 |
Aluminum- wrought alloy | Not cureable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 100 | |||||||||||||||||
| Aluminum-cast, alloyed |
≦12% Si | Not cureable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 90 | |||||||||||||||||
| >12% Si | High temperature | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.12 | |||
| Copper alloys | >1% Pb | Free cutting | 110 | |||||||||||||||
| Brass | 90 | |||||||||||||||||
| Electrolitic copper | 100 | |||||||||||||||||
| Non-metallic | Duroplastics, fiber plastics | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Hard rubber | ||||||||||||||||||
 |
High temp. alloys | Fe based | Annealed | 200 | ||||||||||||||
| Cured | 280 | |||||||||||||||||
| Ni or Co based | Annealed | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Cured | 350 | |||||||||||||||||
| Cast | 320 | |||||||||||||||||
| Titanium Ti alloys | RM 400 | |||||||||||||||||
| Alpha+beta alloys cured | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
 |
Hardened steel | Hardened | 55 HRC | 55 – 65 | ||||||||||||||
| Hardened | 60 HRC | 45 – 55 | ||||||||||||||||
| Chilled cast iron | Cast | 400 | 90 – 105 | |||||||||||||||
| Cast iron | Hardened | 55 HRC | 55 – 65 | |||||||||||||||
- When using long edge type tools, Feed should be reduced to 40% of above table.
MTECS – Small diameter, Short type
| ISO | วัสดุชิ้นงาน | ความเร็วตัด Vc (ม./นาที) |
Tool diameter | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| อัตราป้อนต่อฟัน fz (มม./ฟัน) | |||||||||||||||
| ø1.5 | ø2 | ø3 | ø4 | ø5 | ø6 | ø7 | ø8 | ø9 | ø10 | ø12 | ø14 | ø15 | |||
| Low & mediumLow & medium carbon steels |
60 – 120 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| High carbonHigh carbon steels |
60 – 90 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | 0.14 | 0.16 | 0.17 | 0.18 | |
| Alloy steels,Alloy steels, treated steels |
50 – 80 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Cast steels | 70 – 90 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Stainless steels | 60 – 90 | 0.03 | 0.03 | 0.04 | 0.05 | 0.06 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | |
| Cast iron | 40 – 80 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Aluminum | 80 – 150 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Synthetics, duroplastics, thermoplastics | 50 – 200 | 0.1 | 0.11 | 0.12 | 0.14 | 0.16 | 0.18 | 0.19 | 0.19 | 0.19 | 0.19 | 0.19 | 0.2 | 0.2 | |
| Nickel alloys,Nickel alloys, titanium alloys |
20 – 40 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 | 0.07 | 0.08 | 0.08 | |
ETTL/ETLN
| ISO | วัสดุชิ้นงาน | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|---|---|---|---|---|
| Low carbon steel | AH725 | 100 – 200 | 0.1 – 0.3 | |
| High carbon steel | AH725 | 70 – 150 | 0.1 – 0.3 | |
| High carbon steels | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Cast steel | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Stainless steel | AH725 | 90 – 140 | 0.1 – 0.3 | |
| Cast iron | AH725 | 60 – 130 | 0.05 – 0.3 | |
| Aluminium alloys | AH725 | 80 – 400 | 0.1 – 0.4 | |
| Heat-resistant alloys | AH725 | 10 – 30 | 0.02 – 0.1 | |
| Titanium alloy | AH725 | 20 – 90 | 0.02 – 0.1 |
- Climb milling is recommended.
Single tooth threading mills
| ISO | วัสดุชิ้นงาน | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|---|---|---|---|---|
| Mild steels / Unhardened steels < 200HB | GH330 | 150 – 200 | 0.3 – 0.4 | |
| Carbon steels / Alloy steels < 300HB | GH330 | 150 – 200 | 0.17 – 0.26 | |
| Die steels < 50HRC | GH330 | 30 – 50 | 0.14 – 0.2 | |
| Stainless steels < 300HB | GH330 | 150 – 200 | 0.05 – 0.12 |
- Climb milling is recommended.
- When threading a blind hole, use a right hand cutter in right-hand rotation. Cut up from the bottom to prevent chip recutting.
- When machining internal threads from the mouth, use the left-hand cutter in left-hand rotation.
TungMeister
| ISO | วัสดุชิ้นงาน | Condition | Tensile strength [N/mm2] |
ค่าความหนา HB | ความเร็วตัด Vc (ม./นาที) |
Tool diameter | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| อัตราป้อนต่อฟัน fz (มม./ฟัน) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
| |
Non-alloy steel and cast steel, free cutting steel | < 0.25 %C | Annealed | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≥ 0.25 %C | Annealed | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Quenched and tempered | 850 | 250 | 65 – 170 | ||||||||||||||
| ≥ 0.55 %C | Annealed | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Quenched and tempered | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Low alloy steel and cast steelLow alloy steel and cast steel (less than 5% of alloying elements) |
Annealed | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| High alloyed steel, cast steel, and tool steel | Annealed | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Stainless steel and cast steel | Ferritic/martensitic | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitic | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| |
Stainless steel | Annealed | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
| |
Cast iron nodular (GGG) | Ferritic/martensitic | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Pearlitic | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Grey cast iron (GG) | Ferritic | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Malleable cast iron | Ferritic | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.21 | 0.15 | 0.18 | 0.21 | ||||
| |
Aluminum- wrought alloy | Not cureable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 100 | |||||||||||||||||
| Aluminum-cast,Aluminum-cast, alloyed |
=<12% Si | Not cureable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 90 | |||||||||||||||||
| >12% Si | High temperature | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.10 | 0.12 | |||
| Copper alloys | >1% Pb | Free cutting | 110 | |||||||||||||||
| Brass | 90 | |||||||||||||||||
| Electrolitic copper | 100 | |||||||||||||||||
| Non-metallic | Duroplastics, fiber plastics | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Hard rubber | ||||||||||||||||||
| |
High temp. alloys | Fe based | Annealed | 200 | ||||||||||||||
| Cured | 280 | |||||||||||||||||
| Ni or Co based | Annealed | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Cured | 350 | |||||||||||||||||
| Cast | 320 | |||||||||||||||||
| Titanium Ti alloys | RM 400 | |||||||||||||||||
| Alpha+beta alloys cured | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
| |
Hardened steel | Hardened | 55 HRC | 55 – 65 | ||||||||||||||
| Hardened | 60 HRC | 45 – 55 | ||||||||||||||||
| Chilled cast iron | Cast | 400 | 90 – 105 | |||||||||||||||
| Cast iron | Hardened | 55 HRC | 55 – 65 | |||||||||||||||
- With long edge, reduce feed rate to 40%.
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
หน่วยเมตริก
หน่วยนิ้ว
CNC Program generator


Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ