

หัวกัดปาดบ่าฉากสำหรับกัดหยาบบนเครื่องจักรขนาดกลางถึงขนาดใหญ่
เม็ดมีดซึ่งอยู่ในทิศทางของเส้นสัมผัสวง การันตีความเสถียรและความเที่ยงตรงสูงในการกัดปาดบ่าฉากแบบหยาบและการกัดปาดบ่าฉากแบบเก็บผิวละเอียด

การใช้งาน & คุณสมบัติ
การใช้งาน





คุณสมบัติ
1. มั่นคงเชื่อถือได้ในการใช้งาน
– หัวกัดปาดที่มีความแข็งแรงสูงพร้อมแกนกลางที่หนาขึ้น
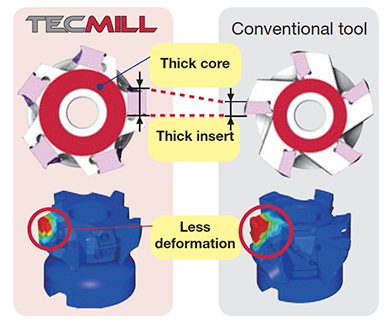
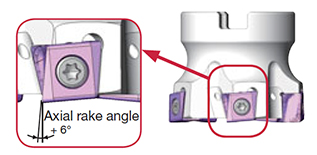
2. เม็ดมีด 4 มุม
– มุมคายและมุมเอียงขนาดใหญ่ช่วยลดแรงตัด
เม็ดมีด & เกรด
เม็ดมีด

LMMU11/16-MJ
- ระยะกินลึกสูงสุด
– LNMU11-MJ : 9.7 มม.
– LNMU16-MJ : 15.1 มม. - เม็ดมีด 4 มุม
- แรงตัดต่ำ มั่นคงแข็งแรง และนุ่มนวลตลอดการใช้งาน
เกรดหลัก
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH725
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการบิ่นได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH120
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับงานขึ้นรูปเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อ ในงานทั่วไป
AH3225
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH8015
![]()
![]()
![]()
![]()
![]()
-
จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
-
ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
หัวกัดปาด
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TGM16 (ø100 – ø250 มม.)
หัวกัดปาดแบบ Bore type สำหรับกลึงปาดหน้า
หัวกัดปาดแบบก้านตรง
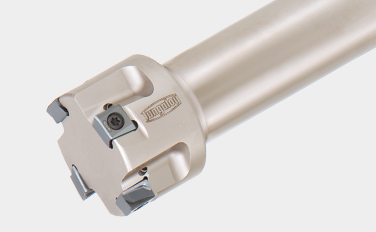
EPM11 (ø32 – ø80 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
Bore Type

TPM11/16, TPM16-SA (ø50 – ø250 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TLM11 (ø50 – ø63 มม.)
หัวกัดปาดบ่าฉากที่ใช้ระยะกินลึกมาก
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Planetary carrier |
| วัสดุ: | S35C |
| หัวกัด: | Special (ø78 มม., z = 2) |
| เม็ดมีด: | LMMU160932PNER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 250 (ม./นาที) fz = 0.1 (มม./ฟัน) Vf = 200 (มม./นาที) ap = 40 (มม.) ae = 30 (มม.) การใช้งาน: กลึงกระแทก ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #2
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Gear case housing |
| วัสดุ: | FCD450 / GGG45 / 450-10S |
| หัวกัด: | TPM11R200U0075A05 (ø50.8 มม., z = 5) |
| เม็ดมีด: | LMMU110708PNER-MJ |
| เกรด: | T1215 |
| เงื่อนไขการตัดเฉือน: | Vc = 175 (ม./นาที) fz = 0.15 (มม./ฟัน) Vf = 840 (มม./นาที) ap = 4 (มม.) ae = 20 (มม.) การใช้งาน: การกัดขอบ ระบบหลอเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Case |
| วัสดุ: | สเตนเลสสตีล |
| หัวกัด: | TPM16R100M31.7-06 (ø100, z = 6) |
| เม็ดมีด: | LMMU160908PNER-MJ |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 100 (ม./นาที) fz = 0.3 (มม./ฟัน) Vf = – (มม./นาที) ap = 10 (มม.) ae = 40 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
Bore, shank type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.3 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.3 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.25 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
 |
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.3 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.3 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.2 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
 |
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 45 – 70 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 65 | 0.05 – 0.1 | ||
Roughing type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.25 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.25 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.2 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.2 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
|
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
|
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.25 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.25 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
|
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.15 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
|
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 30 – 60 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 25 – 55 | 0.05 – 0.1 | ||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ