

หัวกัดปาดบ่าฉากสำหรับกัดหยาบบนเครื่องจักรขนาดกลางถึงขนาดใหญ่
เม็ดมีดซึ่งอยู่ในทิศทางของเส้นสัมผัสวง การันตีความเสถียรและความเที่ยงตรงสูงในการกัดปาดบ่าฉากแบบหยาบและการกัดปาดบ่าฉากแบบเก็บผิวละเอียด

การใช้งาน & คุณสมบัติ
การใช้งาน





คุณสมบัติ
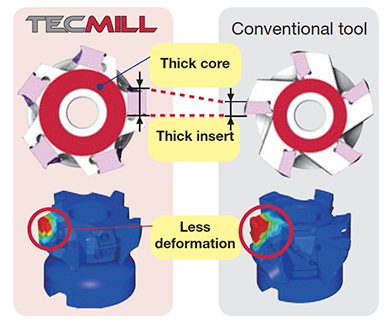
1. มั่นคงเชื่อถือได้ในการใช้งาน
– หัวกัดปาดที่มีความแข็งแรงสูงพร้อมแกนกลางที่หนาขึ้น
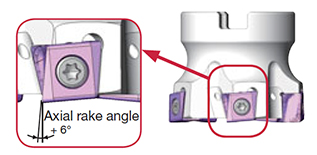
2. เม็ดมีด 4 มุม
– มุมคายและมุมเอียงขนาดใหญ่ช่วยลดแรงตัด
เม็ดมีด & เกรด
เม็ดมีด

LMMU11/16-MJ
- ระยะกินลึกสูงสุด
– LNMU11-MJ : 9.7 มม.
– LNMU16-MJ : 15.1 มม. - เม็ดมีด 4 มุม
- แรงตัดต่ำ มั่นคงแข็งแรง และนุ่มนวลตลอดการใช้งาน
เกรดหลัก
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH725
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการบิ่นได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH120
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับงานขึ้นรูปเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อ ในงานทั่วไป
AH3225
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH8015
![]()
![]()
![]()
![]()
![]()
-
จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
-
ตัวเลือกแรกสำหรับงานตัดความเร็วสูงวัสดุโลหะผสมทนความร้อนทั่วไป
หัวกัดปาด
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TGM16 (ø100 – ø250 มม.)
หัวกัดปาดแบบ Bore type สำหรับกลึงปาดหน้า
หัวกัดปาดแบบก้านตรง
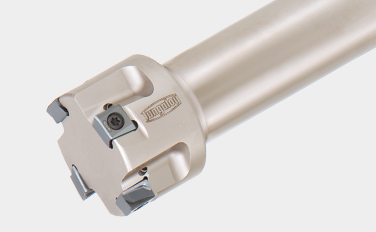
EPM11 (ø32 – ø80 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
Bore Type

TPM11/16, TPM16-SA (ø50 – ø250 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TLM11 (ø50 – ø63 มม.)
หัวกัดปาดบ่าฉากที่ใช้ระยะกินลึกมาก
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Planetary carrier |
| วัสดุ: | S35C |
| หัวกัด: | Special (ø78 มม., z = 2) |
| เม็ดมีด: | LMMU160932PNER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 250 (ม./นาที) fz = 0.1 (มม./ฟัน) Vf = 200 (มม./นาที) ap = 40 (มม.) ae = 30 (มม.) การใช้งาน: กลึงกระแทก ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #2
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Gear case housing |
| วัสดุ: | FCD450 / GGG45 / 450-10S |
| หัวกัด: | TPM11R200U0075A05 (ø50.8 มม., z = 5) |
| เม็ดมีด: | LMMU110708PNER-MJ |
| เกรด: | T1215 |
| เงื่อนไขการตัดเฉือน: | Vc = 175 (ม./นาที) fz = 0.15 (มม./ฟัน) Vf = 840 (มม./นาที) ap = 4 (มม.) ae = 20 (มม.) การใช้งาน: การกัดขอบ ระบบหลอเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Case |
| วัสดุ: | สเตนเลสสตีล |
| หัวกัด: | TPM16R100M31.7-06 (ø100, z = 6) |
| เม็ดมีด: | LMMU160908PNER-MJ |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 100 (ม./นาที) fz = 0.3 (มม./ฟัน) Vf = – (มม./นาที) ap = 10 (มม.) ae = 40 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
Bore, shank type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.3 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.3 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.25 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
 |
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.3 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.3 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.2 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
 |
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 45 – 70 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 65 | 0.05 – 0.1 | ||
Roughing type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.25 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.25 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.2 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.2 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
|
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
|
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.25 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.25 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
|
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.15 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
|
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 30 – 60 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 25 – 55 | 0.05 – 0.1 | ||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.