
Odkryj możliwość dokładnego wykonywania rowków narzędziami firmy Tungaloy.
Należy skupić się na trzech kluczowych aspektach: właściwym wyborze narzędzi, zrozumieniu na czym polega dokładność szerokości rowka i opanowaniu obróbki z posuwem bocznym.
Spis treści:
1. Wybór narzędzia do rowków zewnętrznych i obróbki z posuwem bocznym
- Zbadanie kryteriów i rozważań dotyczących właściwego doboru narzędzi w operacjach nacinania rowków zewnętrznych i posuwu bocznego
2. Dokładność szerokości rowka
- Rozważenie czynników wpływających na dokładność wymiarową rowków i strategie jej osiągania.
3. Obróbka z posuwem bocznym
- Instrukcja montażu i skrawania
- Uwagi dotyczące ścieżki narzędzia (nacięcie rowka + posuw boczny)
- Uwagi dotyczące ścieżki narzędzia (obróbka naroży R)
- Uwagi dotyczące ścieżki narzędzia (pierścieniowy zadzior podczas wycofywania narzędzia)
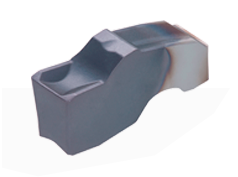
Wybierając narzędzie do rowków zewnętrznych, preferowanym wyborem jest narzędzie z zaciskowym mocowaniem płytki. Wyróżniającą zaletą takich narzędzi do jest ich zdolność do płynnego wykonywania zarówno funkcji nacinania rowków jak i ich poszerzania. Nie mniej zaleca się wybór narzędzia w oparciu o konkretne wymagania dotyczące obróbki. Warto zdecydować się na narzędzia samozaciskowe, które zapewniają doskonałą kontrolę wiórów, szczególnie przydatną w przypadku głębokich rowków. Alternatywnie, należy rozważyć narzędzie z mocowaniem płytki zaciskiem śrubowym, gdy mamy do czynienia z niską sztywnością przedmiotu obrabianego. Dostosowujemy wybór narzędzia do zamierzonego celu obróbki w celu uzyskania optymalnej wydajności.
Rekomendacje firmy Tungaloy:



Płytki można podzielić na dwa główne rodzaje: produkty prasowane, które są powlekane po procesie prasowania, oraz produkty szlifowane, które są polerowane w celu zwiększenia dokładności. Polerowane płytki wykazują podwyższoną dokładność obróbki, a ich wybór zależy od konkretnych wymagań dotyczących dokładności obrabianego przedmiotu. Co więcej, stopień wysunięcia przedmiotu obrabianego i szerokość rowka wiórowego znacząco wpływają na dokładność obróbki. Większy wysięg może prowadzić do zginania przedmiotu obrabianego ze względu na zwiększony opór skrawania. Z kolei mniejsza szerokość rowka lub mniejszy promień naroża mogą zmniejszyć opór skrawania. Dokładne rozważenie tych czynników ma kluczowe znaczenie dla optymalizacji wydajności obróbki.
Typowe tolerancje szerokości rowka:
Płytki prasowane: W ± 0.05 mm (.002″)
Płytki szlifowane: W ± 0.025 mm (.001″)
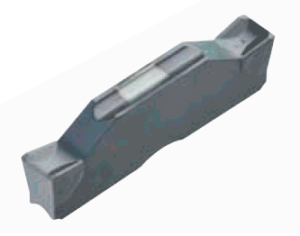

Obróbka wgłębna za pomocą narzędzia do rowków oferuje takie korzyści, jak mniejsza koncentracja narzędzi i krótsze czasy obróbki, szczególnie efektywne w przypadku niewielkich głębokości rowków w porównaniu do szerokości. Jednak dokładność użycia narzędzia i przestrzeganie określonych ścieżek narzędzia mają kluczowe znaczenie dla uzyskania optymalnych wyników. Aby zapewnić udaną obróbkę z posuwem wgłębnym, najważniejsza jest dbałość o prostopadłe ustawienie i prowadzenie narzędzia.
Minimalizacja oporu wynikającego z kąta (α) podczas odchylania narzędzia ułatwia efektywną obróbkę z posuwem wgłębnym. Co więcej, utrzymanie stabilności posuwu wgłębnego wymaga minimalnej głębokości skrawania przekraczającej kąt wióra R (rƐ), przy czym maksymalna głębokość skrawania powinna wynosić około 80% szerokości rowka (W).

Uwagi dotyczące ścieżki narzędzia (nacinanie rowka + posuw boczny).
W przypadku obróbki wgłębnej potencjalny opór skrawania stwarza ryzyko złamania narzędzia, jeśli nie zostanie wyeliminowane jego odchylenie. Aby złagodzić ten problem, należy upewnić się, że narzędzie jest odsunięte o około 0,1 mm od przedmiotu obrabianego w pobliżu ściany przed rozpoczęciem kolejnej operacji nacinania rowka. Dodatkowo, w razie potrzeby, należy usunąć wszelkie nieregularności na krawędziach ścianki wynikające z początkowego procesu obróbki po zakończeniu całej procedury.

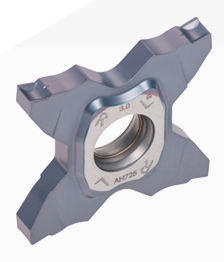
Uwagi dotyczące ścieżki narzędzia (obróbka naroży R)
Wykonywanie promienia narożnika stwarza ryzyko jednoczesnego przyłożenia siły z dwóch kierunków, zwiększając prawdopodobieństwo złamania narzędzia. Aby rozwiązać ten problem, należy zastosować strategię obróbki boku narożnika R i prowadzenia narzędzia wzdłuż krawędzi ściany. Takie podejście skutecznie minimalizuje siłę wywieraną jednocześnie z dwóch kierunków, zmniejszając ryzyko uszkodzenia narzędzia.

Uwagi dotyczące ścieżki narzędzia (pierścieniowy zadzior podczas wycofywania narzędzia)
Podczas obróbki przedmiotu obrabianego w kształcie pręta z otworem istnieje ryzyko powstania zadziorów pierścieniowych, jeśli narzędzie wyjdzie z materiału podczas posuwu wzdłużnego. Może to prowadzić do uszkodzeń materiału lub plątania się wiórów, zwłaszcza jeśli zadzior pierścieniowy zaplącze się w konik. Aby zapobiec takim komplikacjom, zaleca się wyjście z materiału przed końcem rowka rowka i docięcie pozostałej części, co skutecznie zapobiega powstawaniu zadziorów pierścieniowych.
