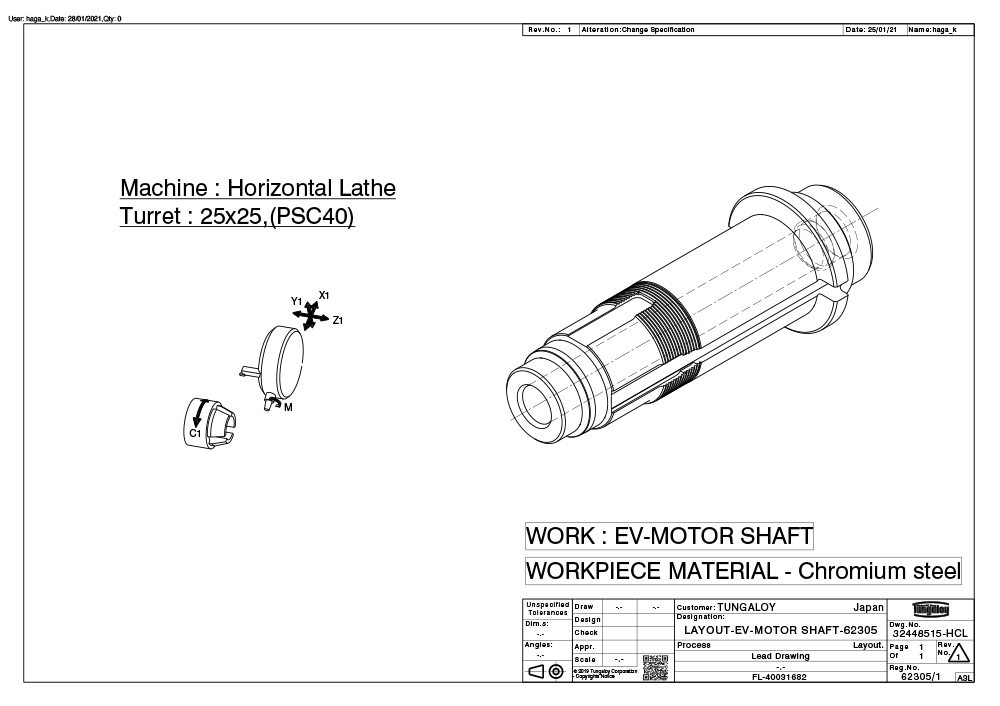
汽车 – 电动汽车电机轴
电动汽车驱动电机要求具有能够在从低速到高速旋转的整个范围内表现出高性能的输出特性,近年来开发了具有良好动平衡的轻量化轴。
为了减轻重量,轴的内部中空,目前的轴类加工中,需要深孔钻孔加工。
汽车轴采用低碳钢制造,在生产中存在许多切屑控制问题。
轴也需要硬化后的加工工艺,因此如何高效、经济地使用CBN刀片也是一个重要因素。
泰珂洛的独特技术为深孔钻削、改善切屑控制和有效使用CBN刀片提供了全面的解决方案。

主要工序






工序1:车外圆
优势
- TungTurn-Jet通过刀杆对刀尖直接供应的冷却液改善了切削控制
- TungTurnJet提高了刀尖的冷却效果结合最新的T9200材质系列大幅延长了刀具寿命


工序2:外螺纹加工
优势
- 即使在切屑控制差的螺纹车削加工中,TungTurnJet通过向刀尖直接输送冷却液大幅改善了切屑控制
- TungTurnJet提高了刀尖位置的冷却效果降低了刀片的磨损,并有助于保证加工中的螺纹形状



工序3:钻孔和倒角组合加工(深孔钻削的预孔加工)
优势
- 使用DrillMeister钻尖加倒角的组合钻头
- 钻孔和倒角加工同时完成节省了加工时间



工序4:深孔钻削
优势
- 使用枪钻加工方式以满足轴的高动平衡要求。枪钻钻孔是获得最高孔直线度的一种钻孔方式
- DeepTriDrill可转位刀片式枪钻相对于传统的钎焊式枪钻拥有更高的生产效率。此外,DeepTriDrill枪钻无需重新修磨并且简化刀具库存管理
- 刀片上的分屑刃设计能够将切屑分成小段,产生细小的切屑。即使在普通的铣床和车床上使用常规冷却液压力,细小的切屑也能轻松从孔内排出



工序5:铣槽
优势
- VEH铣刀头采用可防振技术,能够在铣槽加工中防止振刀实现效率最大化
- TungMeister丰富的刀头和刀杆阵容能够实现灵活组合,并且刀具组合方案可选择获得最高刚性的刀具长度



工序6:硬车削
优势
- 拥有大钎焊面积的WavyJoint刀片能够有效的消散刀尖在加工时产生的热量。这样能够降低刀尖温度并有助于减少月牙洼磨损的发生
- 凭借使用TungTurnJet刀杆的冷却效果进一步降低刀尖温度。刀片和刀杆的组合能大幅延长刀具寿命
- 拥有大钎焊面积的WavyJoint刀片用于强大的焊接刚性并且即使在断续加工应用中也能实现较高的可靠性



