

高效可转位式枪钻
DeepTri-Drill,便于操作, 可转位式枪钻系列, 拥有出色性能, 实现高效稳定的深孔钻孔加工

应用&特点
应用
特点
1. 选择范围宽用于各种深孔加工

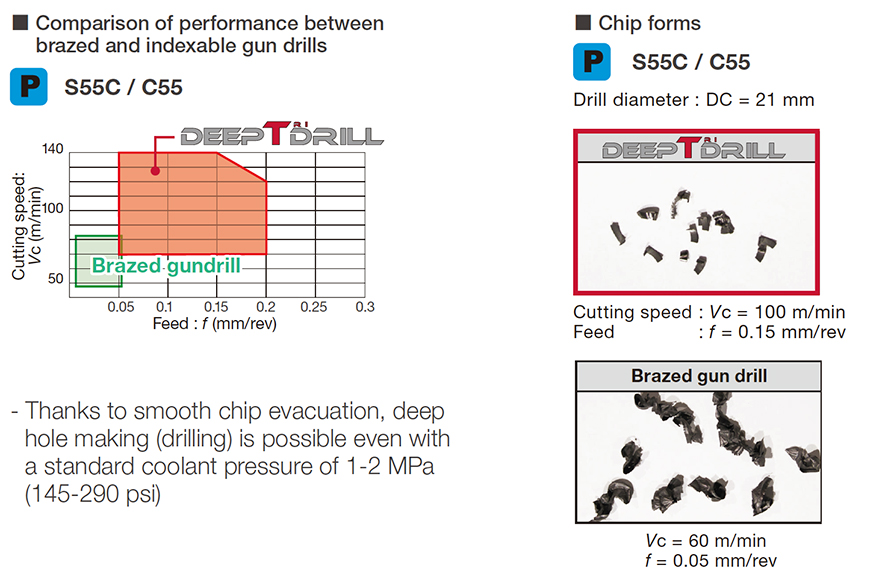
2. 效率高
• 刃口上特殊的断屑槽和分屑刃能够在任何进给速度下改善切屑控制,特别是在高进给速度条件下效果明显
• 凭借顺畅的排屑,即使在标准冷却液压力1-2 MPa (145-290 psi)条件下也能够进行深孔加工(钻孔)
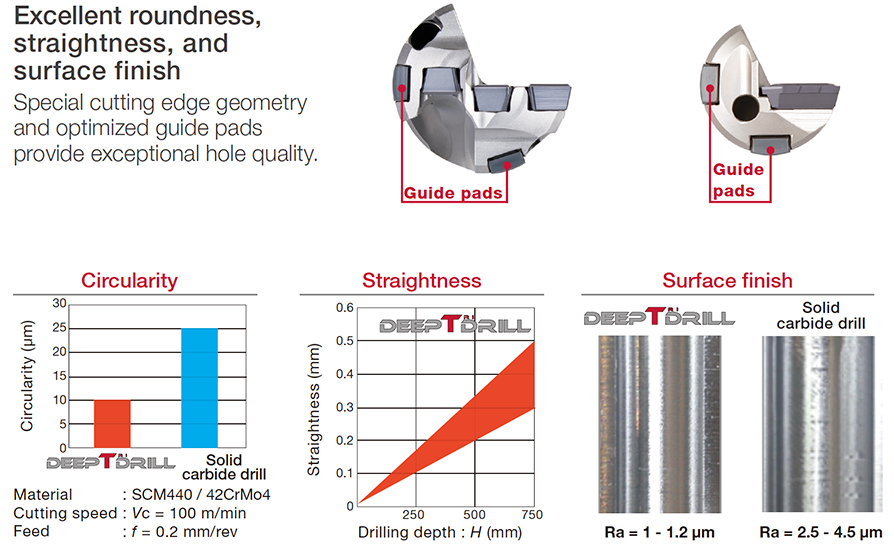
3. 优异的圆度,直线度和表面精度
• 特殊的刃口几何形状和优化分布的导向条实现了优异的孔质量。
刀片&材质
刀片



主要材质
钻杆


实际案例
案例 #1
热交换器行业
| 零件: | 管板 |
| 材料: | SUS304 / X5CrNi18-9 |
| 钻头: | MCTR20.00XM32-10 |
| 刀片: | TOHT090305R-NDL |
| 材质: | AH725 |
| 加工条件: | Vc = 80 (m/min) f = 0.04 (mm/rev) Vf = 53 (mm/min) H = 200 (mm) 冷却方式: 冷却液 机床: 卧式加工中心 |

案例 #2
模具行业
| 零件: | 塑料模具 |
| 材料: | SKD61 / X40CrMoV5-1 (45 HRC) |
| 钻头: | TRLGCH18.00X1500-36A |
| 刀片: | TOHT080305R-NDJ |
| 材质: | AH725 |
| 加工条件: | Vc = 62 (m/min) f = 0.04 (mm/rev) Vf = 44 (mm/min) H = 700 (mm) 冷却方式: 冷却液 机床: 卧式加工中心 |

案例 #3
汽车行业
| 零件: | 轴 |
| 材料: | SCM420H |
| 钻头: | MCTR12.00XM20-20 |
| 刀片: | LOGT060204R-NDJ |
| 材质: | AH725 |
| 加工条件: | Vc = 150 (m/min) f = 0.13 (mm/rev) Vf = 517 (mm/min) øDc = 12 (mm) H = 233 (mm) 冷却方式: 冷却液 机床: 立式加工中心 |

标准加工条件
Drill diameter: DC = ø7.94 – ø9.99 mm
| ISO | Workpiece material | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feedf (mm/rev) |
|---|---|---|---|---|---|
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Grey cast iron FC250, GG25, 250, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Ductile cast iron FCD700, 700-2, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Aluminium alloys | NDJ | AH9130 | 60 – 100 | 0.05 – 0.18 | |
| Heat-resistant alloys Inconel 718, etc. |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | |
| Titanium alloys Ti-6Al-4V, etc. |
NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | |
| Hardened steel ≥ 40HRC |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 |
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø10 – ø28 mm
| ISO | Workpiece material | Priority | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| ø10 – ø11.8 | ø11.81 – ø13.99 | ø14 – ø18 | ø18.01 – ø28 | ||||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.12 | 0.08 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 120 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Aluminium alloys | Lower feed | NDL | AH725 | 80 – 160 | – | – | 0.03 – 0.15 | 0.03 – 0.15 | |
| First choice | NDJ | AH9130 | 100 – 200 | 0.05 – 0.18 | 0.05 – 0.2 | 0.08 – 0.22 | 0.1 – 0.25 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | NDL | AH725 | 20 – 50 | – | – | 0.03 – 0.06 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | NDL | AH725 | 30 – 60 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.15 | ||
| Hardened steel ≥ 40HRC |
Lower feed | NDL | AH725 | 40 – 100 | – | – | 0.03 – 0.08 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 50 – 100 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø28.01 – ø40 mm
| ISO | Workpiece material | Priority | For central | For intermediate | For peripheral | Cutting speed Vc (m/min) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Chip-breaker | Grade | Chip-breaker | Grade | Chip-breaker | Grade | ø28.01 – ø40 | ||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.3 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 120 | 0.1 – 0.3 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Aluminium alloys | Lower feed | G | AH725 | DL | AH725 | G | AH725 | 80 – 160 | 0.03 – 0.2 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 100 – 200 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 20 – 50 | 0.03 – 0.08 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 20 – 50 | 0.06 – 0.13 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 30 – 60 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 30 – 60 | 0.1 – 0.18 | ||
| Hardened steel ≥ 40HRC |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 40 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 50 – 100 | 0.06 – 0.13 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog



更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.