ลดการสั่นสะท้านและก้าวข้ามขีดจำกัด งานกัดหยาบและงานกัดละเอียดในเครื่องมือเดียว — Combination End Mill

ปัญหาการสั่นสะท้านในการกัดร่อง ผิวงานที่หยาบจากการใช้เอ็นมิลกัดหยาบ และความยุ่งยากในการเปลี่ยนเครื่องมือระหว่างการกัดหยาบและการกัดละเอียด — การออกแบบ Combination Edge ที่เป็นเอกลักษณ์ของ Tungaloy จะช่วยแก้ปัญหาหน้างานทั้งหมดเหล่านี้ ด้วย รูปทรงคมตัดที่เป็นเอกสิทธิ์เฉพาะซึ่งผสมผสานระหว่างคมตัดแบบลูกคลื่นและแบบตรง — ซึ่งไม่มีในคู่แข่งรายใด — จึงช่วยลดการสั่นสะท้านในขณะที่รองรับการทำงานตั้งแต่การกัดหยาบไปจนถึงการกัดละเอียดได้ด้วยเครื่องมือเพียงชิ้นเดียว รุ่นหัวเปลี่ยนได้ VEE-C และรุ่นโซลิด FinishMeister — ซึ่งเป็น กลุ่มผลิตภัณฑ์ 2 รูปแบบ ครอบคลุมทุกวัสดุ บทความนี้จะวิเคราะห์ความสามารถของ Combination Edge อย่างละเอียด โดยอ้างอิงจาก ข้อมูลการทดสอบภายใน และ กรณีศึกษาการตัดเฉือนจากผู้ใช้งาน 5 ราย
สิ่งที่คุณจะได้เรียนรู้ในบทความนี้
- ความท้าทายที่ยิ่งใหญ่ที่สุดในการกัดเอ็นมิลคือ “การสั่นสะท้าน” — ข้อมูลจากหน้างานเผยให้เห็นอะไร
- กุญแจสำคัญของทางออก: Combination Edge คืออะไร?
- การเปรียบเทียบข้อมูลที่วัดได้ — ทำไมจึงโดดเด่นในการกัดร่อง การกัดบ่าฉาก และการกัดละเอียด
- ประสิทธิภาพในโลกแห่งความเป็นจริง: กรณีศึกษาการตัดเฉือนของผู้ใช้งาน (5 เรื่องราวความสำเร็จ + กรณีศึกษาที่เผยแพร่)
- สรุป — ลดการสั่นสะท้านและก้าวไปสู่การตัดเฉือนถัดไป
1. ความท้าทายที่ยิ่งใหญ่ที่สุดในการกัดเอ็นมิลคือ “การสั่นสะท้าน” — ข้อมูลจากหน้างานเผยให้เห็นอะไร
ความท้าทายที่สร้างปัญหาให้กับโรงงานส่วนใหญ่ในการกัดเอ็นมิลในปัจจุบันคืออะไร?
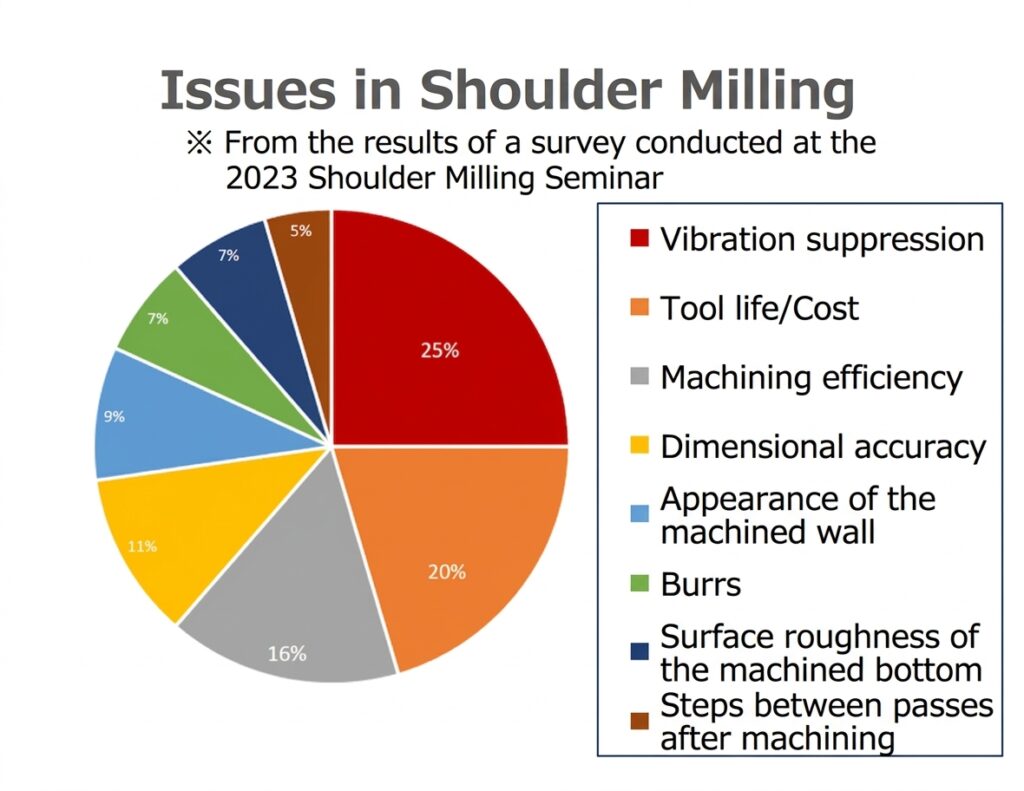
คำตอบแสดงให้เห็นอย่างชัดเจนในแบบสำรวจที่จัดทำโดย Tungaloy ในงานสัมมนาเรื่องการกัดบ่าฉากในปี 2023
| อันดับ | ความท้าทาย | เปอร์เซ็นต์ |
|---|---|---|
| อันดับ 1 | การลดการสั่นสะท้าน | 25% |
| อันดับ 2 | อายุการใช้งานเครื่องมือ / ต้นทุน | 20% |
| อันดับ 3 | ประสิทธิภาพการตัดเฉือน | 16% |
| อันดับ 4 | ความแม่นยำของขนาด | 11% |
| อันดับ 5 | ลักษณะผิวผนัง | 9% |
| อันดับ 6 | ครีบ | 7% |
| อันดับ 7 | ความเรียบผิวที่พื้นด้านล่าง | 7% |
| อันดับ 8 | รอยต่อระหว่างรอบการกัด | 5% |
1 ใน 4 ของผู้ตอบแบบสอบถามระบุว่า “การลดการสั่นสะท้าน” เป็นความท้าทายอันดับต้นๆ ของพวกเขา ซึ่งครองอันดับ 1 อย่างเหนียวแน่น นำหน้า “อายุการใช้งานเครื่องมือ/ต้นทุน” (อันดับ 2) และ “ประสิทธิภาพการตัดเฉือน” (อันดับ 3)
แบบสำรวจนี้มีไว้สำหรับการกัดบ่าฉาก แต่สถานการณ์ในการกัดร่องนั้นยากลำบากยิ่งกว่า การกัดร่องมีปัจจัยทางโครงสร้างที่ทำให้เกิดการสั่นสะท้านได้ง่ายกว่าการกัดบ่าฉาก
- จำนวนฟลุตที่สัมผัสงานสูง — คมตัดที่ทำงานพร้อมกันสูงสุดหมายความว่าแรงต้านการตัดจะสูงกว่าการกัดบ่าฉากมาก
- การคายเศษทำได้ยาก — เศษมักจะสะสมที่ก้นร่อง เสี่ยงต่อการตัดซ้ำ ความร้อนสะสม และความเสียหาย
- การขยายตัวของการสั่นสะท้าน — การสัมผัสงานเต็มเส้นรอบวง + ระยะยื่นที่ยาวทำให้เกิดการสั่นสะเทือนได้ง่ายขึ้น
- ความเสี่ยงในการหัก — ในร่องลึก (1×D หรือมากกว่า) การโก่งตัวของเครื่องมือจะเพิ่มขึ้น นำไปสู่การหักโดยตรง
ในขณะเดียวกัน โรงงานหลายแห่งมักเลือกใช้ “เอ็นมิล 4 ฟลุตเอนกประสงค์ทั่วไป” เป็นมาตรฐาน จากข้อมูลการขายของ Tungaloy (ปี 2022–2025) พบว่า เอ็นมิล 4 ฟลุต คิดเป็น 84% ของการใช้งานเอ็นมิลทั้งหมดเมื่อแบ่งตามจำนวนฟลุต แม้จะถูกเลือกใช้เกือบทั้งหมดเนื่องจากความอเนกประสงค์ แต่เอ็นมิล 4 ฟลุตไม่ได้ถูกออกแบบมาเพื่อการลดการสั่นสะท้านโดยเฉพาะ
คุณจะลดการสั่นสะท้านในขณะที่บรรลุทั้งประสิทธิภาพและความเสถียรในการกัดร่องได้อย่างไร? คำตอบคือ Combination Edge
2. กุญแจสำคัญของทางออก: Combination Edge คืออะไร?
โครงสร้างของ Combination Edge
Combination Edge ที่มีอยู่ในหัว FinishMeister และ VEE-C คือ รูปทรงคมตัดที่เป็นเอกสิทธิ์เฉพาะ โดยมีคมตัดแบบลูกคลื่นและคมตัดแบบตรงจัดวางสลับกัน
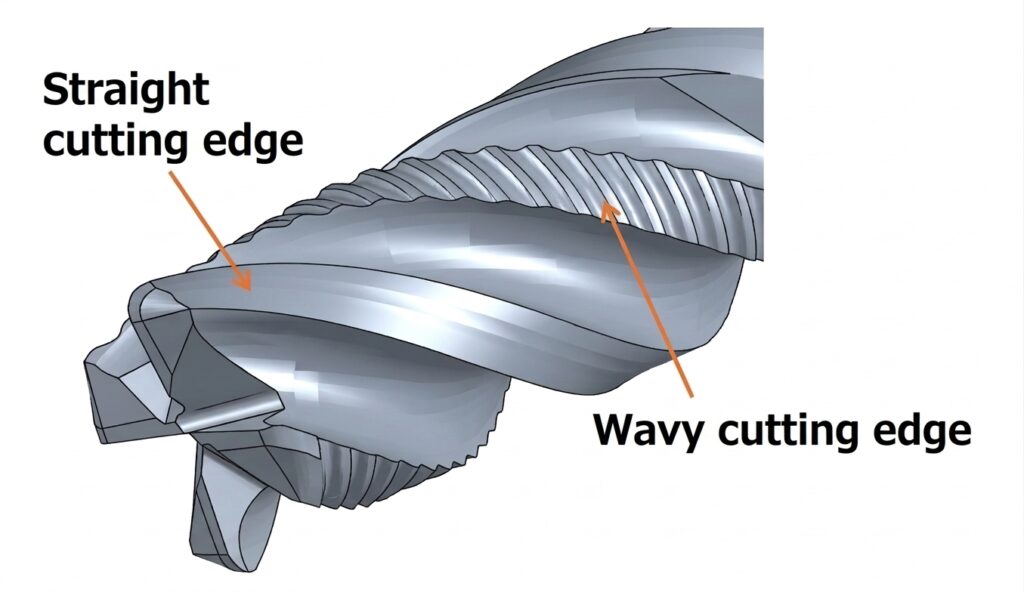
โครงสร้างนี้มีบทบาทสำคัญสองประการ:
- คมตัดแบบลูกคลื่น — กระจายความยาวของคมตัดที่สัมผัสงานเพื่อลดแรงต้านการตัด ช่วยลดการสั่นสะท้าน
- คมตัดแบบตรง — ปรับผิวที่เกิดจากคมตัดแบบลูกคลื่นให้เรียบเนียน ขจัดผิวสัมผัสที่หยาบซึ่งเป็นลักษณะเฉพาะของเอ็นมิลกัดหยาบ รับประกันคุณภาพความเรียบผิว
กล่าวอีกนัยหนึ่ง เครื่องมือเพียงชิ้นเดียวสามารถบรรลุทั้ง “การลดแรงต้านในการกัดหยาบ” และ “การรับประกันคุณภาพความเรียบผิว” ได้พร้อมกัน
ความแตกต่างจากคมตัดประเภทอื่น
| ประเภทคมตัด | การลดการสั่นสะท้าน | คุณภาพผิวงาน | ช่วงการใช้งาน | หมายเหตุ |
|---|---|---|---|---|
| 4 ฟลุตเอนกประสงค์ (ระยะพิทช์/มุมเกลียวไม่เท่ากัน) | △ | ○ | เอนกประสงค์ (กัดร่อง, กัดบ่าฉาก) | เสี่ยงต่อการหักในร่องลึก |
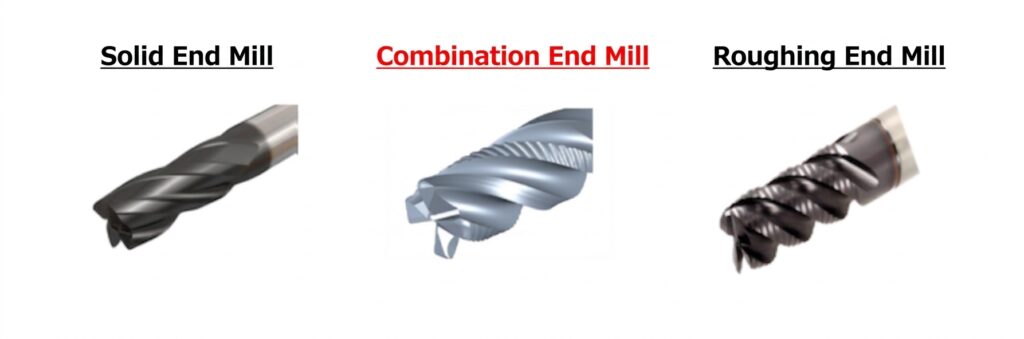
| การกัดหยาบ | ◎ | × | การกัดหยาบทุกประเภท | ผิวหยาบต้องใช้เครื่องมือกัดละเอียดแยกต่างหาก |
| Combination | ○ | ○ | กัดร่องถึงกัดบ่าฉาก (หยาบ + ละเอียด) | กัดหยาบถึงละเอียดในเครื่องมือเดียว |
จุดสำคัญ
รูปทรงคมตัดที่เป็นเอกลักษณ์เฉพาะจาก Tungaloy เท่านั้น — กลุ่มผลิตภัณฑ์ 2 รูปแบบ
Combination Edge ให้ประสิทธิภาพการลดการสั่นสะท้านในระดับเดียวกับเอ็นมิลกัดหยาบ ในขณะที่ให้คุณภาพความเรียบผิวใกล้เคียงกับเอ็นมิล 4 ฟลุตเอนกประสงค์ การผสมผสานนี้ไม่มีในผลิตภัณฑ์ของคู่แข่งรายใด — เป็น รูปทรงคมตัดที่มีเพียง Tungaloy เท่านั้นที่นำเสนอได้
Combination Edge — 2 กลุ่มผลิตภัณฑ์
Tungaloy นำเสนอ Combination Edge ใน 2 ซีรีส์ผลิตภัณฑ์ เลือกกลุ่มผลิตภัณฑ์ที่เหมาะสมที่สุดตามเงื่อนไขการตัดเฉือน ต้นทุน และข้อกำหนดของวัสดุ
| ผลิตภัณฑ์ | ประเภท | ขนาดเส้นผ่านศูนย์กลางเครื่องมือ | คุณสมบัติและการใช้งาน | |
|---|---|---|---|---|
 |
VEE-C | หัวเปลี่ยนได้ (TungMeister) |
φ10–φ25 | การเปลี่ยนหัวช่วยลดต้นทุนการดำเนินงาน ใช้งานร่วมกับด้ามที่มีความแข็งเกร็งสูงสำหรับเครื่องจักรที่มีความแข็งเกร็งต่ำ |
 |
FinishMeister | โซลิด | φ6–φ20 | มีจำหน่ายตั้งแต่ขนาดเส้นผ่านศูนย์กลางเล็ก มีประวัติการใช้งานที่พิสูจน์แล้วในเครื่องจักรแบบมัลติทาสกิ้งและการใช้งานที่มีระยะยื่นยาว กรณีศึกษาที่เผยแพร่ที่ Kondo Iron Works |
ทั้งสองรุ่นใช้ ปรัชญาการออกแบบ Combination Edge เดียวกัน (คมตัดแบบลูกคลื่น + แบบตรงสลับกัน) แม้ว่าข้อมูลและกรณีศึกษาในบทความนี้จะเน้นไปที่ VEE-C เป็นหลัก แต่ Combination Edge ก็ให้ผลลัพธ์ที่มีประสิทธิภาพเท่าเทียมกันกับ FinishMeister
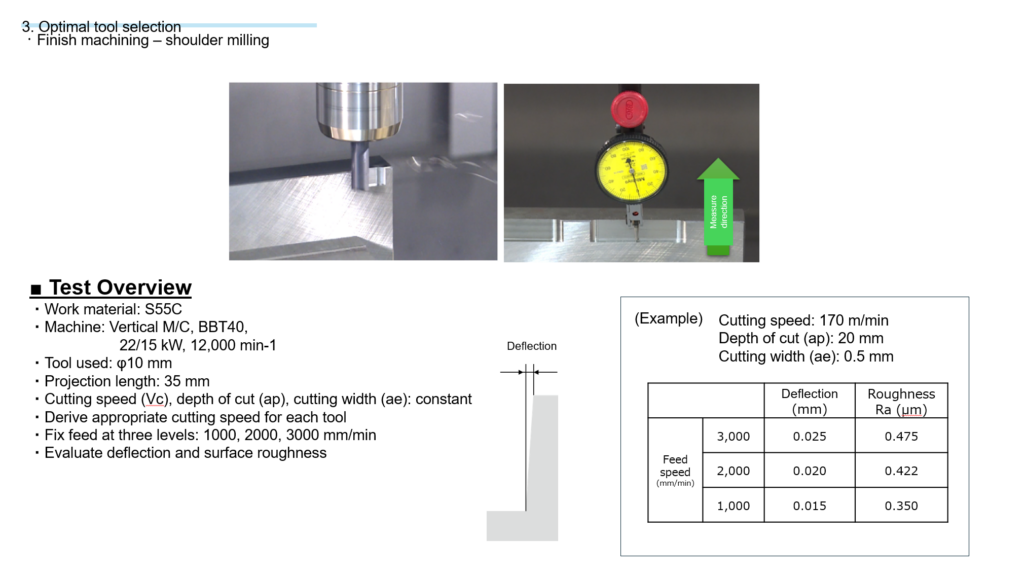
3. การเปรียบเทียบข้อมูลที่วัดได้ — ทำไมจึงโดดเด่นในการกัดร่อง การกัดบ่าฉาก และการกัดละเอียด
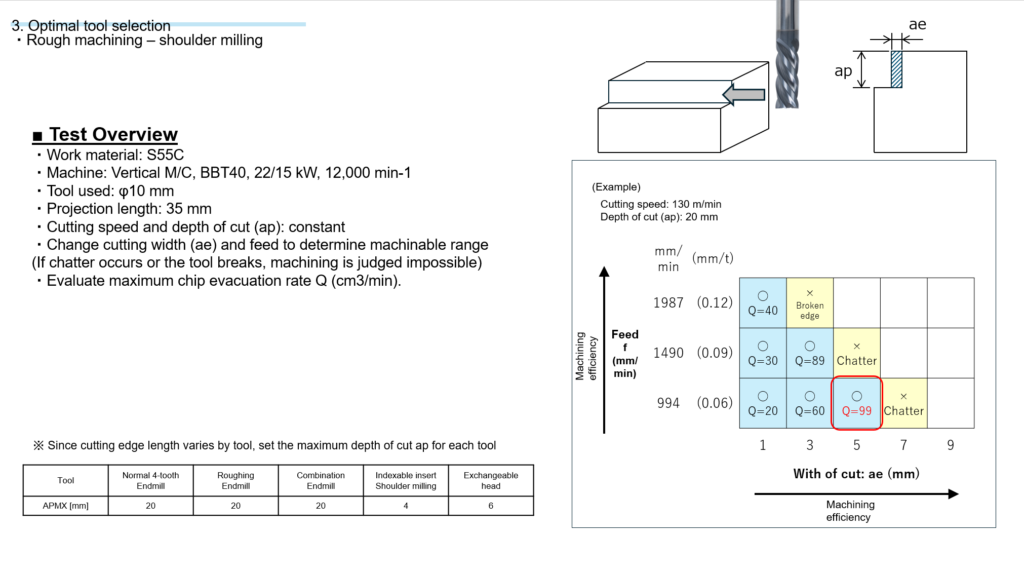
จากนี้ไป เราจะตรวจสอบประสิทธิภาพของ Combination Edge ใน สามแกนหลัก — การกัดร่อง การกัดบ่าฉาก และการกัดละเอียด — โดยใช้ข้อมูลจากการทดสอบการตัดอย่างละเอียดภายใน Tungaloy
ภาพรวมการทดสอบ
| วัสดุชิ้นงาน | S55C |
|---|---|
| เครื่องจักร | เครื่อง CNC แนวตั้ง BBT40 (22/15kW, 12,000 min⁻¹) |
| ขนาดเส้นผ่านศูนย์กลางเครื่องมือ | φ10 มม. |
| ระยะยื่น | 35 มม. (L/D=3.5) |
| ความเร็วตัด | Vc = 100 ม./นาที *ประเมินที่ความเร็วที่เสี่ยงต่อการสั่นสะท้านเพื่อวัตถุประสงค์ในการประเมิน |
① การกัดร่อง — ประสิทธิภาพที่เหนือชั้นในร่องลึก
ในการกัดร่อง คมตัดจะสัมผัสกับชิ้นงานรอบเส้นรอบวงทั้งหมด ส่งผลให้เกิดแรงต้านการตัดสูง และความเสี่ยงในการสั่นสะท้าน/หัก ซึ่งสูงกว่าการกัดบ่าฉากมาก สภาพแวดล้อมที่ท้าทายนี้คือจุดที่คมตัดแบบลูกคลื่นของ Combination Edge ให้ ผลลัพธ์การกระจายแรงต้านการตัด ได้ดีที่สุด
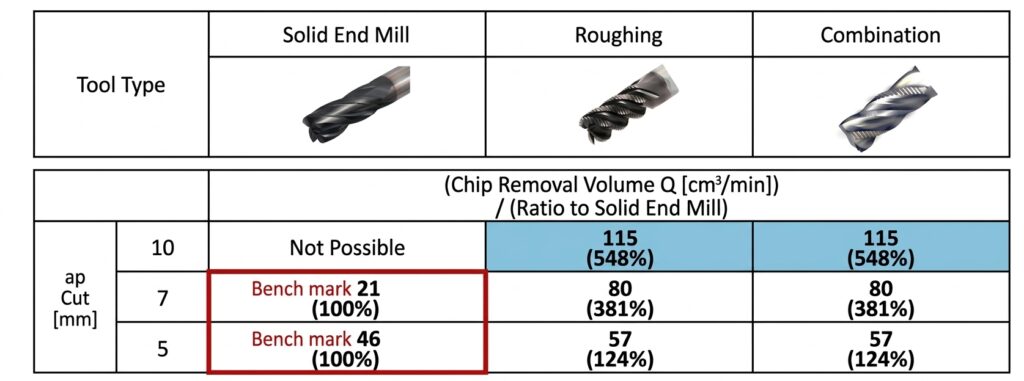
ข้อมูลสำคัญ
548% เมื่อเทียบกับ 4 ฟลุตเอนกประสงค์ที่ความลึกร่อง 1×D
ที่ ap=10 มม. (ความลึกร่อง 1×D) รุ่น 4 ฟลุตเอนกประสงค์ ไม่สามารถตัดเฉือนได้ Combination Edge บรรลุ อัตราการขจัดเศษ 548% เมื่อเทียบกับ 4 ฟลุตเอนกประสงค์ ในระยะร่องลึกนี้ — ซึ่งเครื่องมืออัตราป้อนสูงและประเภทเม็ดมีดแบบถอดเปลี่ยนได้ไม่สามารถทำงานได้ — มีเพียง Combination Edge เท่านั้นที่ช่วยให้การตัดเฉือนมีความเสถียร
ทำไมจึงแข็งแกร่งในร่องลึก? — คมตัดแบบลูกคลื่นจะกระจายความยาวสัมผัสต่อฟลุต ช่วยลดการเพิ่มขึ้นอย่างรวดเร็วของแรงต้านการตัดจากการสัมผัสเต็มเส้นรอบวง สิ่งนี้จะช่วยลดการสั่นสะท้าน ทำให้การตัดเฉือนดำเนินต่อไปได้โดยไม่หัก แม้ในความลึกที่รุ่น 4 ฟลุตเอนกประสงค์ไม่สามารถทนได้
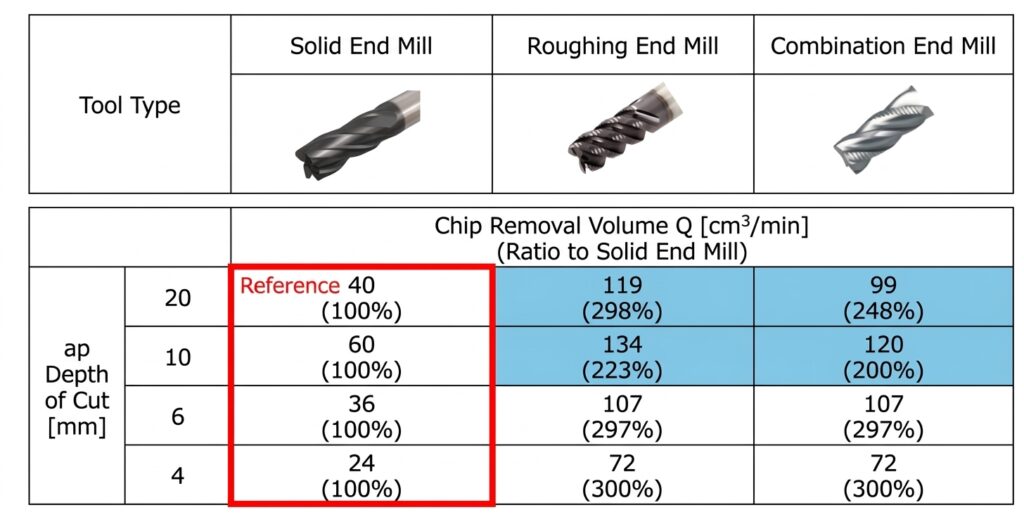
② การกัดบ่าฉาก — การสั่นสะท้านที่น้อยลงหมายความว่าคุณสามารถเพิ่มประสิทธิภาพได้มากขึ้น
ตามที่เกริ่นไว้ในส่วนที่ 1 ความท้าทายอันดับ 1 ในการกัดบ่าฉากคือ “การลดการสั่นสะท้าน” (25%) Combination Edge ให้ทั้งการลดการสั่นสะท้านและประสิทธิภาพสูงในการกัดบ่าฉากเช่นกัน
ข้อสรุปสำคัญสามประการจากข้อมูลนี้:
จุดที่ 1: ที่ ap≤6 มม. ประสิทธิภาพเทียบเท่ากับเอ็นมิลกัดหยาบอย่างสมบูรณ์
ในระยะ ap=4–6 มม. — ซึ่งเป็นความลึกของการตัดที่ใช้บ่อยที่สุดในการกัดบ่าฉากจริง — Combination Edge บรรลุ อัตราการขจัดเศษที่เกือบจะเท่ากับเอ็นมิลกัดหยาบ เมื่อเทียบกับ 4 ฟลุตเอนกประสงค์ สูงถึง 300% (3 เท่า) ในระยะนี้ Combination = การกัดหยาบ ในแง่ของประสิทธิภาพ
จุดที่ 2: แม้ในการตัดลึก ap=10–20 มม. ก็ยังได้ 2–2.5 เท่า เมื่อเทียบกับ 4 ฟลุตเอนกประสงค์
แม้ในการกัดบ่าฉากลึกที่ ap=20 มม. Combination Edge ก็ยังทำได้ 248% เมื่อเทียบกับ 4 ฟลุตเอนกประสงค์ แม้ว่าจะไม่เท่ากับเอ็นมิลกัดหยาบ แต่ก็ยังคงประสิทธิภาพสูงสุดเป็นอันดับสอง ยิ่งไปกว่านั้น เนื่องจากเอ็นมิลกัดหยาบไม่สามารถให้คุณภาพการเก็บละเอียดตามที่จะกล่าวถึงด้านล่าง Combination Edge จึงมักจะชนะในด้านประสิทธิภาพกระบวนการโดยรวมเมื่อรวมการกัดละเอียดเข้าด้วยกัน
จุดที่ 3: การสั่นสะท้านที่น้อยลงหมายความว่าคุณสามารถ “เพิ่มเงื่อนไขการตัดให้หนักขึ้นได้”
คมตัดแบบลูกคลื่นของ Combination Edge ยังช่วยกระจายความยาวของคมตัดที่สัมผัสในการกัดบ่าฉาก ซึ่งช่วยลดแรงต้านการตัด สิ่งนี้ ช่วยลดการสั่นสะท้าน ทำให้เพิ่ม Vc และ fz ได้ง่ายขึ้น นอกเหนือจากความแตกต่างของประสิทธิภาพที่แสดงในข้อมูลแล้ว นี่เป็นข้อได้เปรียบหลักจากมุมมองที่ว่า “คุณสามารถเพิ่มเงื่อนไขการตัดที่หน้างานได้จริงหรือไม่?”
ในความเป็นจริง ในกรณีศึกษาที่ 3 (SS400, BT40) เมื่อเปลี่ยนเอ็นมิลกัดหยาบเป็น VEE-C เงื่อนไขการตัดถูกเพิ่มขึ้น — Vc: 100→120 ม./นาที, fz: 0.12→0.15 มม./ฟัน — ส่งผลให้ประสิทธิภาพเพิ่มขึ้น 1.5 เท่า และอายุการใช้งานเครื่องมือเพิ่มขึ้น 1.7 เท่า “มันไม่สั่นสะท้าน คุณจึงสามารถเพิ่มประสิทธิภาพได้มากขึ้น” — นี่คือสิ่งที่ผู้ใช้งานสัมผัสได้จริงที่หน้างาน
สรุปการกัดบ่าฉาก
ประสิทธิภาพสูงถึง 3 เท่า เมื่อเทียบกับ 4 ฟลุตเอนกประสงค์
Combination Edge ให้ ประสิทธิภาพสูงถึง 3 เท่า เมื่อเทียบกับ 4 ฟลุตเอนกประสงค์ในการกัดบ่าฉาก ที่ ap≤6 มม. ประสิทธิภาพจะเท่ากับเอ็นมิลกัดหยาบอย่างสมบูรณ์ นอกจากนี้ ผลของการลดการสั่นสะท้านยังช่วยให้มีช่องว่างในการเพิ่มเงื่อนไขการตัดเฉือน ทำให้ได้ประสิทธิภาพเพิ่มขึ้นในโลกแห่งความเป็นจริงมากกว่าที่ข้อมูลเพียงอย่างเดียวระบุไว้
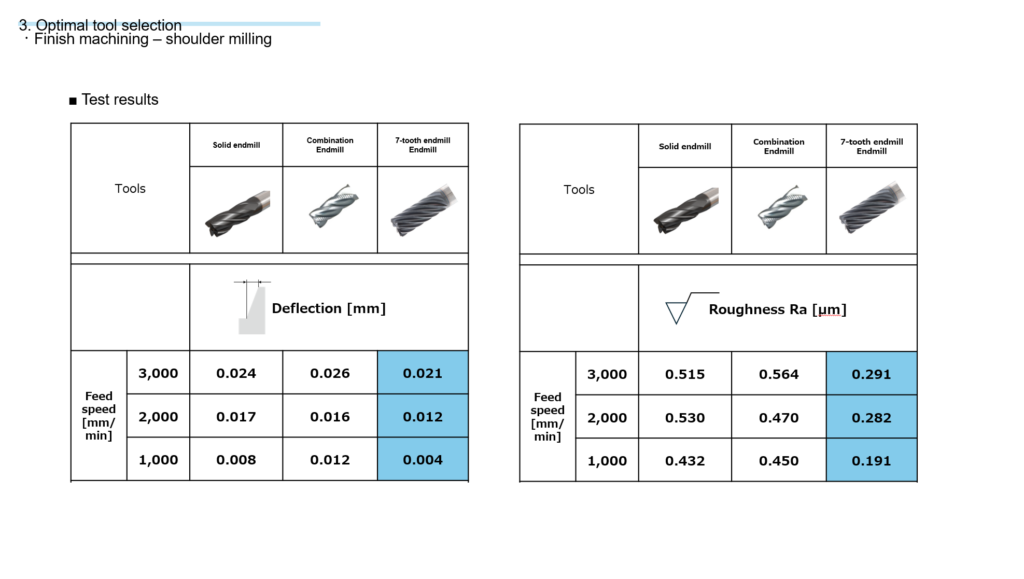
③ การกัดละเอียด — คุณภาพผิวงานที่พิสูจน์แล้วว่าเท่ากับ 4 ฟลุตเอนกประสงค์
“ฉันเข้าใจว่ามันทนต่อการสั่นสะท้านและมีประสิทธิภาพในการกัดหยาบ แต่ Combination Edge สามารถให้ผิวงานที่ละเอียดได้จริงหรือ?” — นี่คือคำถามที่พบบ่อยที่สุด
คำตอบสั้นๆ คือ: Combination Edge ให้คุณภาพความเรียบผิวที่เกือบจะเท่ากับเอ็นมิล 4 ฟลุตเอนกประสงค์ ดูข้อมูลการโก่งตัวของผนังและความหยาบผิว Ra ที่วัดได้ในการทดสอบในงานสัมมนา
การเปรียบเทียบการโก่งตัวของผนัง [มม.]
| อัตราป้อน | 4 ฟลุตเอนกประสงค์ | Combination | ส่วนต่าง | 7 ฟลุต (อ้างอิง) |
|---|---|---|---|---|
| 3,000 มม./นาที | 0.024 | 0.026 | +0.002 | 0.021 |
| 2,000 มม./นาที | 0.017 | 0.016 | −0.001 | 0.012 |
| 1,000 มม./นาที | 0.008 | 0.012 | +0.004 | 0.004 |
การเปรียบเทียบความหยาบผิว Ra [μm]
| อัตราป้อน | 4 ฟลุตเอนกประสงค์ | Combination | ส่วนต่าง | 7 ฟลุต (อ้างอิง) |
|---|---|---|---|---|
| 3,000 มม./นาที | 0.515 | 0.564 | +0.049 | 0.291 |
| 2,000 มม./นาที | 0.530 | 0.470 | −0.060 | 0.282 |
| 1,000 มม./นาที | 0.432 | 0.450 | +0.018 | 0.191 |
นี่คือข้อสรุปสำคัญจากข้อมูล:
① ส่วนต่างของการโก่งตัวและ Ra เมื่อเทียบกับ 4 ฟลุตเอนกประสงค์นั้นน้อยมาก
ส่วนต่างการโก่งตัวสูงสุดคือ 0.004 มม. และส่วนต่าง Ra สูงสุดคือ 0.049 μm ทั้งสอง ไม่ใช่ความแตกต่างที่มีนัยสำคัญสำหรับวัตถุประสงค์ในการตัดเฉือนจริง ที่อัตราป้อน 2,000 มม./นาที Combination Edge ให้ผลลัพธ์ ดีกว่ารุ่น 4 ฟลุต (ค่าต่ำกว่า) ทั้งในด้านการโก่งตัวและ Ra
② ระดับของผิวงานที่แตกต่างอย่างสิ้นเชิงเมื่อเทียบกับเอ็นมิลกัดหยาบ
เอ็นมิลกัดหยาบประกอบด้วยคมตัดแบบลูกคลื่นทั้งหมด ทำให้เกิดความไม่สม่ำเสมอของผิวงานซึ่งต้องมีการกัดละเอียดแยกต่างหาก คมตัดแบบตรงของ Combination Edge จะช่วยปรับผิวให้เรียบเนียน ทำให้ได้ คุณภาพผิวงานที่แตกต่างจากเอ็นมิลกัดหยาบอย่างสิ้นเชิง นี่คือเหตุผลโดยตรงว่าทำไม “การกัดหยาบและการกัดละเอียดในเครื่องมือเดียว” จึงเป็นไปได้
③ ไม่สามารถเทียบได้กับเครื่องมือกัดละเอียด 7 ฟลุตโดยเฉพาะ แต่การใช้งานนั้นแตกต่างกัน
สำหรับการกัดละเอียดที่มีความแม่นยำสูงซึ่งต้องการ Ra ในช่วง 0.2 μm เครื่องมือแบบหลายฟลุต 7 ฟลุตจะเหมาะสมที่สุด อย่างไรก็ตาม สำหรับค่าเผื่อการกัดละเอียดทั่วไป (ประมาณ Ra 0.5 μm) Combination Edge สามารถทำได้อย่างเต็มความสามารถ ยิ่งไปกว่านั้น เนื่องจาก Combination Edge สามารถเปลี่ยนจากการกัดหยาบไปเป็นการกัดละเอียดได้โดยตรง จึงช่วยลดการเปลี่ยนเครื่องมือและการตั้งค่า
สรุปการกัดละเอียด
คุณภาพความเรียบผิวเท่ากับ 4 ฟลุตเอนกประสงค์
ความเรียบผิวของ Combination Edge นั้น เทียบเท่ากับ 4 ฟลุตเอนกประสงค์ ทั้งในด้านการโก่งตัวและ Ra มันไม่ใช่แค่ “เครื่องมือสำหรับกัดหยาบเท่านั้น” — ข้อมูลพิสูจน์แล้วว่ามันสามารถรองรับทุกอย่างตั้งแต่การกัดหยาบไปจนถึงการกัดละเอียดได้ในเครื่องมือเดียว สำหรับการกัดละเอียดทั่วไปที่ประมาณ Ra 0.5 μm ไม่จำเป็นต้องสลับเครื่องมือระหว่างการกัดหยาบและการกัดละเอียด
สรุปส่วนที่ 3 — ความอเนกประสงค์ที่ครอบคลุมการกัดร่อง การกัดบ่าฉาก และการกัดละเอียด
| แกนการเปรียบเทียบ | เทียบกับ 4 ฟลุตเอนกประสงค์ | เทียบกับเอ็นมิลกัดหยาบ |
|---|---|---|
| ประสิทธิภาพการกัดร่อง | สูงถึง 5.5 เท่า (548%) | เท่ากันหรือดีกว่า (เหนือกว่าในร่องลึก) |
| ประสิทธิภาพการกัดบ่าฉาก | สูงถึง 3 เท่า (300%) | เท่ากัน (ap≤6 มม.) |
| การลดการสั่นสะท้าน | เหนือกว่าอย่างท่วมท้น | เท่ากัน (เหนือกว่าในการกัดร่อง) |
| คุณภาพความเรียบผิว | เท่ากัน (ส่วนต่างการโก่งตัว/Ra น้อยมาก) | เหนือกว่าอย่างท่วมท้น |
| การรวมเครื่องมือ | — | หยาบ + ละเอียดในเครื่องมือเดียว |
Combination Edge ไม่ใช่ “เครื่องมือสำหรับกัดร่องเท่านั้น” ประสิทธิภาพที่เหนือชั้นในการกัดร่อง ประสิทธิภาพสูงพร้อมการลดการสั่นสะท้านในการกัดบ่าฉาก และความเรียบผิวที่เท่ากับ 4 ฟลุตเอนกประสงค์ — นี่คือรูปทรงคมตัดเพียงหนึ่งเดียวที่ให้ประสิทธิภาพสูงในทั้งสามแกน
4. ประสิทธิภาพในโลกแห่งความเป็นจริง: กรณีศึกษาการตัดเฉือนของผู้ใช้งาน (5 เรื่องราวความสำเร็จ + กรณีศึกษาที่เผยแพร่)
นอกเหนือจากข้อมูลการทดสอบภายใน การประเมินหน้างานของผู้ใช้งานทั้ง 5 รายส่งผลให้ได้รับคะแนน “ชนะ” เราขอนำเสนอกรณีศึกษาจากทั้ง VEE-C (หัวเปลี่ยนได้) และ FinishMeister (โซลิด)
ภาพรวมกรณีศึกษา
| # | ผลิตภัณฑ์ | วิธีการกัด | วัสดุชิ้นงาน | ขนาดเส้นผ่านศูนย์กลางเครื่องมือ | เครื่องจักร | อัตราส่วนประสิทธิภาพ | อัตราส่วนอายุการใช้งานเครื่องมือ |
|---|---|---|---|---|---|---|---|
| กรณีที่ 1 | FinishMeister | การกัดบ่าฉาก (วาล์ว) | SUS316 | φ12 | เครื่องจักรแบบมัลติทาสกิ้ง | 3 เท่า | 15 เท่า |
| กรณีที่ 2 | FinishMeister | การกัดบ่าฉาก (ลูกสูบ) | FCD500 | φ25 | เครื่อง CNC แนวนอนขนาดใหญ่ / HSK100 | 3 เท่า | เท่ากัน |
| กรณีที่ 3 | VEE-C | การกัดบ่าฉาก | SS400 / 160HB | φ25 | เครื่อง CNC แนวตั้ง / BT40 | 1.5 เท่า | 1.7 เท่า |
| กรณีที่ 4 | VEE-C | การกัดร่อง | SKD11 / 40HRC | φ12 | เครื่อง CNC แนวตั้ง / BT50 | 2 เท่า | 2 เท่า |
| กรณีที่ 5 | VEE-C | การกัดร่อง | SUS430F | φ10 | เครื่อง CNC แนวตั้ง / BT30 | 2.8 เท่า | เท่ากัน |
ไฮไลท์
คะแนน “ชนะ” สำหรับทั้ง VEE-C และ FinishMeister
ไม่ว่าจะเป็นหัวเปลี่ยนได้หรือโซลิด ประสิทธิภาพของ Combination Edge ก็ได้รับการพิสูจน์แล้ว ด้วยประสิทธิภาพที่เพิ่มขึ้นสูงสุด 3 เท่า และอายุการใช้งานเครื่องมือสูงสุด 15 เท่า การปรับปรุงที่สำคัญจึงเกิดขึ้นได้โดยไม่คำนึงถึงประเภทของผลิตภัณฑ์
กรณีศึกษา FinishMeister
กรณีที่ 1 การตัดเฉือนวาล์ว SUS316: ประสิทธิภาพ 3 เท่า, อายุการใช้งานเครื่องมือ 15 เท่า
รายละเอียดการตัดเฉือน
- วิธีการตัดเฉือน: การกัดบ่าฉาก (เส้นผ่านศูนย์กลางภายนอกของวาล์ว)
- วัสดุชิ้นงาน: SUS316 (สแตนเลส)
- ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: φ12
- เครื่องจักร: เครื่องจักรแบบมัลติทาสกิ้ง
- อุตสาหกรรม: ยานยนต์
ความท้าทาย
- ความแข็งเกร็งในการจับยึดชิ้นงานต่ำทำให้ไม่สามารถกลึงได้ ก่อนหน้านี้ตัดเฉือนด้วยเอ็นมิลโซลิดคาร์ไบด์ 4 ฟลุต
- ผลผลิตคงที่ ไม่คืบหน้า อายุการใช้งานเครื่องมือสั้นและเกิดการสั่นสะเทือนเมื่อการสึกหรอเพิ่มขึ้น
การปรับปรุงด้วย FinishMeister
- เครื่องมือที่ใช้: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 ม./นาที, fz: 0.06 มม./ฟัน, ap=5 มม., ae: 1→2 มม. — เงื่อนไขการตัดเพิ่มขึ้น
- MRR: 1.27 → 3.82 ซม.³/นาที (ประสิทธิภาพ 3 เท่า)
- ความยาวการตัด: 0.3 → 4.5 ม. (อายุการใช้งานเครื่องมือ 15 เท่า)
- คมตัดแบบลูกคลื่นช่วยลดแรงต้านการตัด ลดการสั่นสะเทือนแม้การสึกหรอจะเพิ่มขึ้น
จุดสำคัญ
ประสิทธิภาพ 3 เท่า และอายุการใช้งานเครื่องมือ 15 เท่า — การปรับปรุงครั้งใหญ่
แม้ในสภาพแวดล้อมที่มีความแข็งเกร็งในการจับยึดต่ำ คุณลักษณะแรงต้านทานต่ำของ Combination Edge ช่วยให้ประสิทธิภาพเพิ่มขึ้น 3 เท่า และอายุการใช้งานเครื่องมือยาวนานขึ้น 15 เท่า การสั่นสะเทือนยังคงถูกยับยั้งแม้จะเพิ่มความเร็วตัด ช่วยให้การตัดเฉือนมีความเสถียรภายใต้สภาวะการทำงานที่รุนแรง
กรณีที่ 2 การตัดเฉือนแหวนลูกสูบ FCD500: ประสิทธิภาพ 3 เท่า + การรวมเครื่องมือ

รายละเอียดการตัดเฉือน
- วิธีการตัดเฉือน: การกัดบ่าฉาก (piston OD turn-milling)
- วัสดุชิ้นงาน: FCD500 (เหล็กหล่อเหนียว)
- ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: φ25
- เครื่องจักร: เครื่องแมชชีนนิ่งเซ็นเตอร์แนวนอนขนาดใหญ่ (#50 / HSK100)
- อุตสาหกรรม: การต่อเรือ
ความท้าทาย
- ก่อนหน้านี้ใช้เอ็นมิลสองตัว — ตัวหนึ่งสำหรับการกัดหยาบและอีกตัวสำหรับการกัดละเอียด
- ความยุ่งยากในการเปลี่ยนเครื่องมือและรอบเวลาการทำงาน (cycle time) เป็นปัญหาสำคัญ
การปรับปรุงด้วย FinishMeister
- เครื่องมือที่ใช้: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 ม./นาที, fz: 0.07 มม./ฟัน, ap=30 มม., ae: 3→6 มม. — เพิ่มสภาวะการตัด
- MRR: 25.35 → 77.01 ซม.³/นาที (ประสิทธิภาพ 3 เท่า)
- อายุการใช้งานเครื่องมือเทียบเท่ากับของเดิม — ไม่มีปัญหา
- การกัดหยาบและการกัดละเอียด รวมเข้าด้วยกันโดยใช้ FinishMeister เพียงตัวเดียว นำไปใช้ในสายการผลิตจำนวนมาก (mass production)
ประเด็นสำคัญ
ประสิทธิภาพ 3 เท่า + การรวมเครื่องมือ — นำไปใช้ในการผลิตจำนวนมาก
รวมจากการตั้งค่าเครื่องมือ 2 ตัว เหลือเพียง FinishMeister ตัวเดียว ช่วยให้ประสิทธิภาพเพิ่มขึ้น 3 เท่า อายุการใช้งานเครื่องมือยังคงเทียบเท่าเดิม ส่งผลให้มีการนำไปใช้ในสายการผลิตจำนวนมาก
กรณีศึกษา VEE-C
กรณีที่ 3 การเปลี่ยนเอ็นมิลกัดหยาบ: ประสิทธิภาพ 1.5 เท่า + การรวมเครื่องมือ
รายละเอียดการตัดเฉือน
- วิธีการตัดเฉือน: การกัดบ่าฉาก
- วัสดุชิ้นงาน: SS400 (160HB)
- ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: φ25
- เครื่องจักร: Vertical M/C / BT40
ความท้าทาย
- ปัจจุบันใช้เอ็นมิลกัดหยาบคาร์ไบด์ของคู่แข่ง
- โซลิดเอ็นมิลจำกัดความลึกในการตัดที่ 20 มม. เกิดความเสียหายที่ขอบตัด
- ต้องใช้เครื่องมือแยกกันสำหรับการกัดหยาบและการกัดละเอียด
การปรับปรุงด้วย VEE-C
- Vc: 100→120 ม./นาที, fz: 0.12→0.15 มม./ฟัน — เพิ่มสภาวะการตัด
- MRR: 61.12 → 91.67 ซม.³/นาที (เพิ่มขึ้นประมาณ 50%)
- อายุการใช้งานหัวกัด: 3 ชิ้นต่อหัว → 5 ชิ้นต่อหัว (1.7 เท่า)
- การกัดหยาบ + การกัดละเอียด รวมเข้าด้วยกันโดยใช้ VEE-C เพียงตัวเดียว เวลาในการเปลี่ยนเครื่องมือลดลงด้วย
ประเด็นสำคัญ
ประสิทธิภาพ 1.5 เท่า + อายุการใช้งานเครื่องมือ 1.7 เท่า + การรวมเครื่องมือ
เอ็นมิลกัดหยาบไม่สามารถให้คุณภาพผิวงานละเอียดได้ จึงต้องใช้เครื่องมือกัดละเอียดแยกต่างหาก VEE-C รวมการกัดหยาบ + การกัดละเอียดไว้ในเครื่องมือเดียว ช่วยให้ประสิทธิภาพเพิ่มขึ้น 1.5 เท่า และอายุการใช้งานเครื่องมือเพิ่มขึ้น 1.7 เท่าพร้อมกัน
กรณีที่ 4 รวมจากเครื่องมือ HSS 2 ตัว เหลือ VEE-C 1 ตัว: ประสิทธิภาพ 2 เท่า, อายุการใช้งานเครื่องมือ 2 เท่า

รายละเอียดการตัดเฉือน
- วิธีการตัดเฉือน: การกัดร่อง
- วัสดุชิ้นงาน: SKD11 (40HRC)
- ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: φ12
- เครื่องจักร: Vertical M/C / BT50
ความท้าทาย
- ปัจจุบันใช้การตั้งค่าเครื่องมือ HSS 2 ตัว: เอ็นมิลกัดหยาบ + เอ็นมิลกัดละเอียด HSS
- ความยุ่งยากในการเปลี่ยนเครื่องมือและรอบเวลาการทำงานเป็นปัญหาสำคัญ
- เครื่องมือ HSS จำกัดความเร็วในการตัดเฉือน
การปรับปรุงด้วย VEE-C
- เงื่อนไข B: Vc=40, ap=4, ae=12, fz=0.03 → MRR: 3.06 → 6.11 ซม.³/นาที (2 เท่า)
- 5 ชิ้นต่อหัว (อายุการใช้งานเครื่องมือ 2 เท่า)
- การกัดหยาบและการกัดละเอียด รวมเข้าด้วยกันโดยใช้ VEE-C เพียงตัวเดียว → ไม่ต้องเปลี่ยนเครื่องมือ
ประเด็นสำคัญ
ประสิทธิภาพ 2 เท่า, อายุการใช้งานเครื่องมือ 2 เท่า — การปรับปรุงครั้งใหญ่
รวมจากการตั้งค่าเครื่องมือ HSS 2 ตัว เหลือเพียง VEE-C ตัวเดียว ประสิทธิภาพ 2 เท่า และอายุการใช้งานเครื่องมือ 2 เท่า — เป็นการปรับปรุงที่สำคัญมาก การตัดเฉือนมีความเสถียรแม้ในวัสดุ SKD11 ที่มีความแข็งสูงถึง 40HRC
ที่มา: TR78848
กรณีที่ 5 เพิ่มความลึกในการตัดเป็นสองเท่าเพื่อลดรอบเวลาการทำงาน

รายละเอียดการตัดเฉือน
- วิธีการตัดเฉือน: การกัดร่อง และการกัดบ่าฉาก
- วัสดุชิ้นงาน: SUS430F
- ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: φ10
- เครื่องจักร: Vertical M/C / BT30
ความท้าทาย
- การสั่นสะท้านที่เกิดขึ้นกับเอ็นมิลคาร์ไบด์ของคู่แข่งที่ใช้อยู่ ทำให้จำกัดความลึกในการตัด (ap) ที่ทำได้
- ยากที่จะเพิ่มสภาวะการตัดในสภาพแวดล้อมเครื่อง BT30 ที่มีความแข็งเกร็งต่ำ
การปรับปรุงด้วย VEE-C
- ความลึกในการตัดเพิ่มขึ้นจาก ap=1 มม. เป็น 2 มม.
- การทดสอบที่ 3: Vc=66, ap=2, ae=10, fz=0.05 → MRR: 8.40 ซม.³/นาที
- รักษาอายุการใช้งานเครื่องมือให้เทียบเท่ากับของเดิม และคุณภาพผิวงานละเอียดก็เทียบเท่ากัน เสียงขณะตัดเงียบ
ประเด็นสำคัญ
เพิ่มความลึกในการตัดเป็นสองเท่าเพื่อลดรอบเวลาการทำงาน
ใช้ประโยชน์จากความสามารถในการต้านทานการสั่นสะท้านของ VEE-C เพื่อลดรอบเวลาการทำงาน การตัดเฉือนมีความเสถียรภายใต้สภาวะการทำงานที่รุนแรง แม้บนเครื่องจักร BT30 ที่มีความแข็งเกร็งต่ำ
กรณีศึกษาที่เผยแพร่: Kondo Iron Works × FinishMeister Combination Edge
5 กรณีข้างต้นอ้างอิงจากรายงานการทดสอบภายใน แต่ยังมีเรื่องราวความสำเร็จที่ ได้รับการเผยแพร่อย่างเป็นทางการ อีกด้วย

Kondo Iron Works Co., Ltd. (เมืองอินุยามา จังหวัดไอจิ) เชี่ยวชาญด้านการตัดเฉือนชิ้นส่วนเครื่องจักรกลและเครื่องจักรงานก่อสร้าง บริษัทได้นำโซลิดเอ็นมิล Combination Edge รุ่น FinishMeister φ12 มาใช้กับเครื่องจักรแบบมัลติทาสกิ้ง และได้รับผลลัพธ์ที่น่าทึ่ง
| ผลิตภัณฑ์ที่ใช้ | FinishMeister φ12 (โซลิดเอ็นมิล Combination Edge) |
|---|---|
| รายละเอียดการตัดเฉือน | การกัดบ่าฉากและการกัดร่องของส่วนทรงกระบอกของเพลา (บ่ารองโบลต์, ร่องลิ่ม) |
| วัสดุชิ้นงาน | S45C |
| เครื่องจักร | เครื่องจักรแบบมัลติทาสกิ้ง (การตัดเฉือนหลายหน้าด้วยการจับยึดครั้งเดียว) |
| ความท้าทาย | ในเครื่องจักรแบบมัลติทาสกิ้ง ระยะยื่นของเอ็นมิลที่ยาว ทำให้เกิดการสั่นสะท้าน → ไม่สามารถเพิ่มสภาวะการตัดได้ |
| สภาวะการตัด | Vc=100 ม./นาที, f=0.26 มม./รอบ (fz=0.065), ap=7–8 มม., ae=12 มม. |
ผลลัพธ์:
- ลดเวลาในการตัดเฉือน — การยับยั้งการสั่นสะท้านของ Combination Edge ช่วยให้สามารถตัดเฉือนด้วยความลึกในการตัดสูงได้ จำนวนรอบการเดินตัดที่น้อยลงช่วยลดรอบเวลาการทำงาน
- การรวมเครื่องมือ — ความสามารถในการกัดหยาบพร้อมคุณภาพการกัดละเอียดในเครื่องมือเดียว รวมการกัดหยาบและการกัดละเอียดไว้ในเครื่องมือเดียว
ความเห็นจากผู้จัดการโรงงาน
“ให้ผลลัพธ์ที่สำคัญในการตัดเฉือนที่มีระยะยื่นยาวซึ่งมักเกิดการสั่นสะท้านได้ง่าย”
“ลดเวลาในการตัดเฉือนโดยการลดจำนวนรอบการเดินตัด”
“ตั้งค่าระยะยื่นของเครื่องมือให้ยาวขึ้นเพื่อให้สามารถใช้เครื่องมือร่วมกันในการตั้งค่าต่างๆ ได้”
VEE-C เป็นผลิตภัณฑ์ที่ใช้ Combination Edge แบบเดียวกับที่พิสูจน์แล้วที่ Kondo Iron Works ในรูปแบบหัวกัดแบบเปลี่ยนได้ FinishMeister แบบโซลิด และ VEE-C แบบเปลี่ยนหัวได้ — เลือกจาก 2 ไลน์ผลิตภัณฑ์ตามการใช้งานและความคุ้มค่าของคุณ
สรุป — ยับยั้งการสั่นสะท้านและก้าวไปสู่การตัดครั้งต่อไป
บทความนี้ได้แสดงให้เห็นถึงความสามารถของ Combination Edge ของ Tungaloy ผ่านโครงสร้าง ข้อมูล และกรณีศึกษาต่างๆ นี่คือประเด็นสำคัญ:
- ความท้าทายที่ใหญ่ที่สุดในการกัดเอ็นมิลคือ “การสั่นสะท้าน” — 25% ของผู้ตอบแบบสอบถามในโรงงานจัดให้อยู่ในอันดับที่ 1 จากการสำรวจในโลกแห่งความเป็นจริง
- Combination Edge คือรูปทรงที่มีเพียงหนึ่งเดียว — ขอบตัดแบบคลื่นช่วยยับยั้งการสั่นสะท้าน ขอบตัดแบบตรงช่วยให้ผิวงานเรียบเนียน
- พิสูจน์แล้วจากสภาวะการทดสอบ 874 รายการ — ประสิทธิภาพสูงสุด 5.5 เท่าในการกัดร่อง และสูงสุด 3 เท่าในการกัดบ่าฉาก คุณภาพผิวงานละเอียดเทียบเท่ากับเอ็นมิล 4 ฟันทั่วไป
- กรณีศึกษาจากผู้ใช้ทั้ง 5 รายได้รับการประเมินว่า “ชนะ” — ประสิทธิภาพสูงสุด 3 เท่า อายุการใช้งานเครื่องมือสูงสุด 15 เท่า
- พิสูจน์แล้วบนเครื่อง BT30, BT40 และเครื่องจักรแบบมัลติทาสกิ้ง — การตัดเฉือนมีความเสถียรแม้บนเครื่องจักรที่มีความแข็งเกร็งต่ำและมีระยะยื่นยาว
- การกัดหยาบและการกัดละเอียดในเครื่องมือเดียว — การรวมเครื่องมือช่วยลดเวลาและต้นทุนในการตั้งค่า
- กลุ่มผลิตภัณฑ์ 2 ไลน์ครอบคลุมทุกการใช้งาน — VEE-C (แบบเปลี่ยนหัวได้) และ FinishMeister (แบบโซลิด)
หากคุณกำลังมองหาการปรับปรุงประสิทธิภาพการกัดร่อง มาตรการตอบโต้การสั่นสะท้าน หรือการรวมเครื่องมือ โปรดลองใช้ Combination Edge