งานกัดเซาะร่องเป็นทางเลือกในการตัดเฉือน ─ ขยายความเป็นไปได้ด้วยเครื่องมือเดียว ตั้งแต่การเซาะร่องลึก ผนังด้านข้าง และการตัดขาด ไปจนถึงการหลีกเลี่ยงการรบกวน
คัตเตอร์สำหรับงานกัดเซาะร่อง มักถูกมองว่าเป็น “เครื่องมือล้าสมัยที่ใช้สำหรับการตัดขาดและการเซาะร่องเท่านั้น”
อย่างไรก็ตาม ในความเป็นจริง เครื่องมือเหล่านี้เป็น เครื่องมือที่มีความอเนกประสงค์และมีประสิทธิภาพสูง ซึ่งสามารถครอบคลุมพื้นที่ที่เอ็นมิลเข้าถึงได้ยาก รวมถึง ร่องลึก ความแม่นยำของผนังด้านข้าง ร่องแคบ ร่องลิ่ม การกัดสองหน้าขนาน และการหลีกเลี่ยงการรบกวน
คัตเตอร์ประเภทนี้มีคมตัดจำนวนมากรอบเส้นรอบวง ช่วยให้ลดระยะยื่นได้ง่ายขึ้น และช่วยให้สามารถใช้ขนาดเส้นผ่านศูนย์กลางเครื่องมือที่เหมาะสมกับความกว้างของร่องได้ ด้วยการใช้ประโยชน์จากคุณลักษณะเหล่านี้ การตัดเฉือนที่เคยถูกยกเลิกไปเนื่องจากการสั่นสะท้าน การโก่งตัวของผนัง หรือการอุดตันของเศษ จะสามารถเปลี่ยนเป็นกระบวนการผลิตจำนวนมากที่มีความเสถียรได้
บทความนี้จะอธิบายพื้นฐานของคัตเตอร์สำหรับงานกัดเซาะร่อง จุดที่มีประสิทธิภาพ และวิธีการเลือกใช้งาน นอกจากนี้ยังเจาะลึกถึงการตั้งค่าสภาวะการตัดเพื่อดึงประสิทธิภาพออกมา โดยเฉพาะแนวคิดเรื่อง ความหนาของเศษ ที่มักถูกมองข้าม

สิ่งที่คุณจะได้เรียนรู้ในบทความนี้
- คัตเตอร์สำหรับงานกัดเซาะร่องคืออะไร? ความแตกต่างจากเอ็นมิล
- ทำไมคัตเตอร์สำหรับงานกัดเซาะร่องจึงมีประสิทธิภาพสำหรับการเซาะร่องลึก ผนังด้านข้าง และการตัดขาด
- ประเภทของคัตเตอร์สำหรับงานกัดเซาะร่องและวัสดุที่เหมาะสม
- เอ็นมิล vs คัตเตอร์สำหรับงานกัดเซาะร่อง: เกณฑ์สำคัญในการเลือกเครื่องมือที่เหมาะสม
- เคล็ดลับพื้นฐานเพื่อการตัดเฉือนที่เสถียร
- ทำความเข้าใจความหนาของเศษเมื่อค่า ae/DC มีขนาดเล็ก
- ปัญหาที่พบบ่อยและจุดที่ควรตรวจสอบ
- คัตเตอร์รูปทรงพิเศษเป็นทางเลือก
- สรุป
1. คัตเตอร์สำหรับงานกัดเซาะร่องคืออะไร? ─ เครื่องมือที่ตัดด้วย “คมตัดด้านข้างรอบนอก”
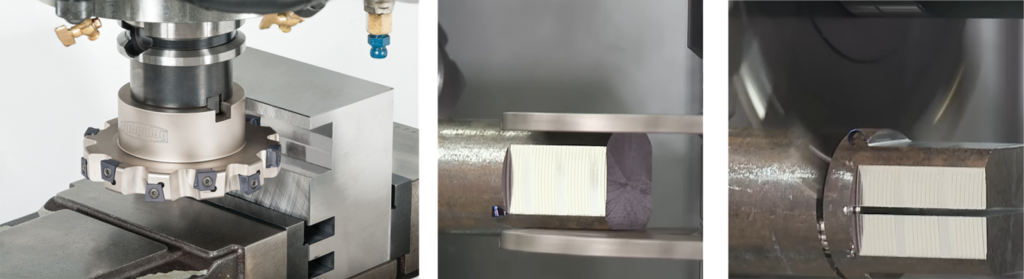
คัตเตอร์สำหรับงานกัดเซาะร่องคือกลุ่มเครื่องมือที่ใช้คมตัดที่อยู่ด้านข้างของเส้นรอบวงเครื่องมือเพื่อตัดเฉือน ร่อง บ่าฉาก และหน้างาน เครื่องมือเหล่านี้ใช้สำหรับร่องที่ลึกและแคบ งานที่ต้องการความแม่นยำของผนังด้านข้าง การตัดขาด ร่องลิ่ม และการกัดสองหน้าขนาน
ความเข้าใจผิดที่พบบ่อยคือเครื่องมือเหล่านี้เป็น “เครื่องมือล้าสมัยที่ใช้สำหรับการตัดขาดและการเซาะร่องเท่านั้น” ในการตัดเฉือนจริง เครื่องมือเหล่านี้ยังมีประสิทธิภาพสำหรับ การกัดบ่าฉากและการกัดปาดหน้าในจุดที่ต้องหลีกเลี่ยงการรบกวน ด้วยการนำการตัดเฉือนแบบ 5 แกนมาใช้มากขึ้น คุณค่าของเครื่องมือเหล่านี้จึงถูกค้นพบอีกครั้งในฐานะเครื่องมือที่สามารถเข้าถึงชิ้นงานจากด้านข้างด้วยความยาวเครื่องมือที่สั้น
ความแตกต่างจากเครื่องมือที่คล้ายกัน
| เครื่องมือ | จุดแข็งหลัก | ความแตกต่างจากคัตเตอร์สำหรับงานกัดเซาะร่อง |
|---|---|---|
| เฟซมิล (Face mill) | กัดปาดหน้า | ไม่เหมาะสำหรับใช้แทนการตัดเฉือนผนังด้านข้าง |
| เอ็นมิล (End mill) | การตัดเฉือนทั่วไป | ในร่องลึก ระยะยื่นจะยาวขึ้น ทำให้มีโอกาสเกิดการโก่งตัวและการสั่นสะท้านได้ง่ายขึ้น |
| เลื่อยวงเดือน (Slitting saw) | การตัดขาดและการเซาะร่องบาง | เป็นคัตเตอร์สำหรับงานกัดเซาะร่องในเวอร์ชันใบมีดบาง |

2. การใช้งานทั่วไปที่คัตเตอร์สำหรับงานกัดเซาะร่องมีประสิทธิภาพ
ความกว้างแคบเมื่อเทียบกับความลึก
เมื่อใช้เอ็นมิล ระยะยื่นของเครื่องมือจะยาวขึ้น ทำให้มีโอกาสเกิดการโก่งตัว การสั่นสะท้าน และความคลาดเคลื่อนของขนาดได้ง่ายขึ้น คัตเตอร์สำหรับงานกัดเซาะร่องมักจะได้เปรียบเนื่องจาก แม้ว่าเครื่องมือจะบางเมื่อเทียบกับเส้นผ่านศูนย์กลาง แต่การรองรับของอาร์เบอร์และความแข็งแรงของตัวดิสก์จะช่วยให้เกิดความเสถียร
เมื่อต้องการความแม่นยำของมุมฉากและความขนานของผนังด้านข้าง
งานกัดเซาะร่องมีประสิทธิภาพสูงในการสร้างรูปทรงผนังด้านข้าง ในการกัดแบบ Gang milling การใช้คัตเตอร์สองตัวและสเปเซอร์อาจช่วยให้ สามารถกัดผิวขนานสองด้านได้ในการเดินเพียงครั้งเดียว
เมื่อต้องการลดการสูญเสียวัสดุในการตัดขาดและการกัดร่องบาง
เครื่องมือใบมีดบางมีค่าเผื่อการตัดน้อย ช่วยลดการสูญเสียวัสดุ แม้ในร่องที่ลึกและแคบ ก็สามารถบรรลุประสิทธิภาพสูงได้หากรูปทรงของเครื่องมือและการคายเศษมีความเหมาะสมกัน
การหลีกเลี่ยงการรบกวนและการเข้าถึงในการตัดเฉือนแบบ 5 แกน
คัตเตอร์สำหรับงานกัดเซาะร่องสามารถเข้าจากด้านข้างในพื้นที่ที่เฟซมิลขนาดใหญ่เข้าถึงได้ยากจากด้านหน้า หรือในจุดที่เอ็นมิลแบบยาวมีระยะห่างไม่เพียงพอ ในเครื่องแมชชีนนิ่งเซ็นเตอร์แบบ 5 แกน อิสระที่เพิ่มขึ้นของแกนเครื่องมือทำให้ คัตเตอร์สำหรับงานกัดเซาะร่องเป็นทางเลือกที่มีค่ามากยิ่งขึ้น
ประเด็นสำคัญ
ทางเลือกในการหลีกเลี่ยงการรบกวนพร้อมทั้งรักษาความแข็งแรง
คัตเตอร์สำหรับงานกัดเซาะร่องไม่ใช่ “เครื่องมือสำหรับการเซาะร่องเท่านั้น” แต่เป็นทางเลือกที่ช่วยเพิ่มความเป็นไปได้ในการตัดเฉือนร่องลึก การตัดเฉือนผนังด้านข้าง การตัดขาด และการตัดเฉือนแบบเข้าจากด้านข้าง
3. การจำแนกประเภทพื้นฐานของคัตเตอร์สำหรับงานกัดเซาะร่อง ─ คุณควรเลือกประเภทใด?
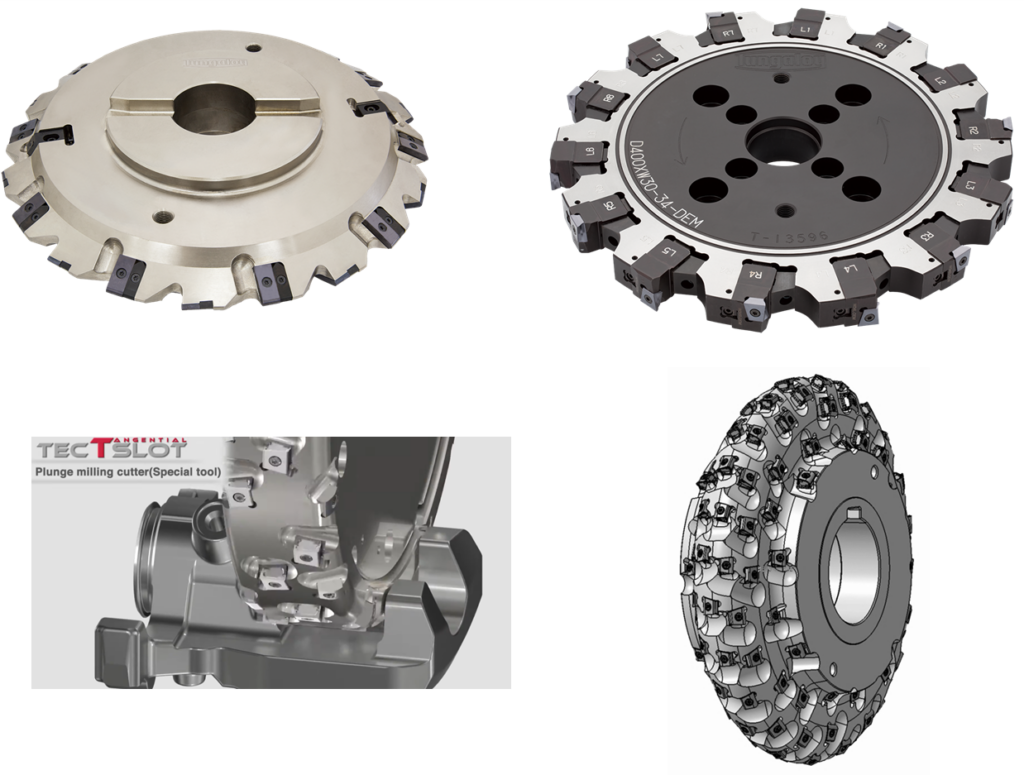
| ประเภท | การใช้งานหลัก | สถานการณ์ที่เหมาะสม |
|---|---|---|
| ประเภทใบมีดบาง / เลื่อยวงเดือน | การตัดขาดและร่องบาง | ความลึกมากกว่าความกว้าง ลดการสูญเสียวัสดุ |
| คัตเตอร์กัดข้างและกัดหน้า (Side and face cutter) | ร่อง ผนังด้านข้าง และผิวล่าง | การตัดเฉือนที่เสถียร เช่น ร่องลิ่ม |
| คัตเตอร์กัดข้างด้านเดียว (Half-side cutter) | การกัดบ่าฉากด้านเดียว | การกัดขั้นบันไดและการเก็บผิวละเอียดด้านเดียว |
| คัตเตอร์กัดร่องรูปทรงพิเศษ (Form slot mill) | การสร้างรูปทรงโปรไฟล์ | การตัดเฉือนประสิทธิภาพสูงและชิ้นส่วนที่ผลิตจำนวนมาก |
เมื่อเลือกคัตเตอร์ ให้ตรวจสอบความกว้างของการตัด ช่วงความกว้าง การคายเศษ และความสามารถในการเปลี่ยนเม็ดมีด สำหรับการผลิตจำนวนมาก เครื่องมือแบบเปลี่ยนเม็ดมีดได้ จะเป็นตัวเลือกที่น่าสนใจมาก

4. เกณฑ์ในการเปลี่ยนจากการใช้เอ็นมิล
เมื่อเอ็นมิลมีความเหมาะสม
เอ็นมิลมีความเหมาะสมเมื่อความอเนกประสงค์เป็นข้อได้เปรียบ เช่น สำหรับร่องตื้น รูปทรงที่ซับซ้อน การตัดเฉือนด้วยเครื่องมือเดียวบนเครื่องจักรทั่วไป และการผลิตจำนวนน้อยที่ให้ความสำคัญกับประสิทธิภาพในการติดตั้ง
เมื่อคัตเตอร์สำหรับงานกัดเซาะร่องได้เปรียบ
คัตเตอร์สำหรับงานกัดเซาะร่องควรค่าแก่การพิจารณาสำหรับร่องที่ลึกและแคบ ความแม่นยำของผนังด้านข้าง การตัดขาดและร่องแคบ ระยะทางการตัดเฉือนที่ยาว การผลิตจำนวนมาก การกัดสองหน้าขนาน การหลีกเลี่ยงการรบกวน และการตัดเฉือนแบบเข้าจากด้านข้างบนเครื่องจักร 5 แกน
หากมีข้อสงสัย: ให้พิจารณาคัตเตอร์สำหรับงานกัดเซาะร่องเมื่อพบสัญญาณเหล่านี้
- ร่องลึกแต่แคบ
- เกิดการสั่นสะท้านเมื่อใช้เอ็นมิล หรือความกว้างของร่องไม่คงที่
- เศษอุดตัน ผนังด้านข้างโก่งตัว หรือเอ็นมิลหัก
- ใช้เวลาในการตัดเฉือนนาน
- เครื่องมือไม่สามารถเข้าจากด้านหน้าได้ หรือควรหลีกเลี่ยงระยะยื่นที่ยาว
ประเด็นสำคัญ
คัตเตอร์สำหรับงานกัดเซาะร่องมักเป็นหนึ่งในตัวเลือกที่มีประสิทธิภาพสูงสุดสำหรับการเซาะร่อง
เนื่องจากมีคมตัดจำนวนมากรอบเส้นรอบวง สามารถลดระยะยื่นที่ไม่จำเป็น และช่วยให้สามารถใช้เส้นผ่านศูนย์กลางที่เหมาะสมกับความกว้างของร่องได้ ข้อได้เปรียบเหนือเอ็นมิลจึงยิ่งมากขึ้น โดยเฉพาะเมื่อความกว้างของร่องเล็กลง
5. เคล็ดลับพื้นฐานเพื่อดึงประสิทธิภาพออกมา ─ ระยะยื่น จำนวนฟัน และเศษ
1. รักษาระยะยื่นให้สั้นที่สุดเท่าที่จะเป็นไปได้
ความยาวของอาร์เบอร์ ความแข็งแรงของการรองรับ ความแม่นยำของสเปเซอร์ และความแม่นยำในการประกอบ ส่งผลโดยตรงต่อผลลัพธ์ที่ได้ ระยะยื่นที่มากเกินไปอาจทำให้ผนังด้านข้างโก่งตัว ขนาดคลาดเคลื่อน และเกิดการสั่นสะท้าน
2. จำนวนฟันที่มากกว่าไม่ได้ดีกว่าเสมอไป
จำนวนฟันที่มากขึ้นสามารถปรับปรุงประสิทธิภาพการผลิตได้ แต่ จะช่วยลดพื้นที่คายเศษ (gullet capacity) ในวัสดุที่มีความเหนียว งานที่เกิดเศษยาว และร่องลึก การเพิ่มจำนวนฟันอาจส่งผลตรงกันข้าม นอกจากนี้ยังอาจนำไปสู่ปัญหาเกี่ยวกับความหนาของเศษที่มีประสิทธิภาพ ซึ่งจะกล่าวถึงในภายหลัง
3. อย่ามองข้ามค่าความแกว่ง (Runout)
สิ่งสกปรกบนพื้นผิวติดตั้ง ความแม่นยำของสเปเซอร์ที่ไม่ดี หรือการจับยึดที่ไม่เพียงพอ อาจทำให้ภาระไปตกอยู่ที่คมตัดบางซี่ ซึ่งอาจนำไปสู่ผิวงานที่ไม่ดี การบิ่น และความกว้างที่แย่ลง ดังนั้นการตรวจสอบก่อนประกอบจึงเป็นสิ่งจำเป็น
4. ให้ความสำคัญสูงสุดกับการคายเศษ
ปัญหาทั่วไปในร่องลึกคือการตัดเศษซ้ำหรือเศษติดขัด การเข้าถึงของระบบหล่อเย็น ทิศทางการคายเศษ และทิศทางการตัดควรได้รับการออกแบบร่วมกัน
5. อายุการใช้งานของเครื่องมือเปลี่ยนไปตามวิธีการที่คัตเตอร์เข้าหาชิ้นงาน
หากเครื่องมือเข้าตัดด้วยภาระเต็มที่ทันที เศษที่หนาในฝั่งขาออกและแรงกระแทกอาจทำให้อายุการใช้งานของเครื่องมือสั้นลง การเข้าแบบโค้ง (Roll-in entry) และการลดอัตราป้อนเมื่อเข้าตัดเป็นมาตรการตอบโต้ที่มีประสิทธิภาพ
6. จุดที่มักถูกมองข้ามมากที่สุดสำหรับคัตเตอร์สำหรับงานกัดเซาะร่อง ─ ความหนาของเศษ
เนื่องจากโครงสร้าง คัตเตอร์สำหรับงานกัดเซาะร่องจึงมักจะทำงานด้วย ค่า ae/DC ที่น้อย หากสภาวะการตัดถูกกำหนดโดยอัตราป้อนที่ปรากฏเท่านั้น คมตัดอาจจบลงด้วยการ “เสียดสีมากกว่าการตัด”
บทสรุป
เครื่องมือสัมผัสงานเพียงเล็กน้อย แต่อัตราป้อนกลับถูกลดลงไปอีก
นี่คือรูปแบบความล้มเหลวที่พบบ่อยที่สุดของคัตเตอร์สำหรับงานกัดเซาะร่อง เมื่อเกิดเสียงดัง รอยไหม้ การสึกหรอก่อนเวลาอันควร หรือผิวงานที่ไม่ดี ให้ตรวจสอบความหนาของเศษเป็นอันดับแรก
ขั้นตอนในการกู้คืนการตัดที่เหมาะสม
- ตรวจสอบว่า ความหนาของเศษเพียงพอหรือไม่ สำหรับอัตราส่วน ae/DC
- เพิ่มค่า fz ให้เป็นค่าที่เหมาะสม
- หากจำเป็น ให้ลดจำนวนฟันลง เพื่อเพิ่มภาระงานให้กับฟันแต่ละซี่
- ปรับสมดุลระหว่างความเร็วรอบสปินเดิลและอัตราป้อนใหม่
- เปลี่ยนจาก “การเสียดสี” กลับมาเป็น “การตัดที่เหมาะสม”
ประเด็นสำคัญ
ขึ้นอยู่กับการตั้งค่าสภาวะการตัด คุณอาจกำลังจำกัดประสิทธิภาพของเครื่องมือด้วยตัวคุณเอง
คัตเตอร์สำหรับงานกัดเซาะร่องเป็นเครื่องมือที่มีประสิทธิภาพการผลิตสูง ก่อนจะสรุปว่า “เครื่องมือตัดไม่เข้า” ให้สงสัยก่อนว่า อัตราป้อนอาจต่ำเกินไป
เครื่องคำนวณความหนาของเศษอย่างง่าย
ด้วยการป้อนค่าเส้นผ่านศูนย์กลางเครื่องมือ DC, ความลึกของการตัดในแนวรัศมี ae, จำนวนฟัน z, ความเร็วรอบสปินเดิล n และอัตราป้อนที่โต๊ะ Vf เครื่องมือนี้จะคำนวณ อัตราป้อนต่อฟัน fz, ความหนาของเศษสูงสุด hex, ความหนาของเศษเฉลี่ย hm และ ae/DC ให้ทันที
ae/DC = ae / DC
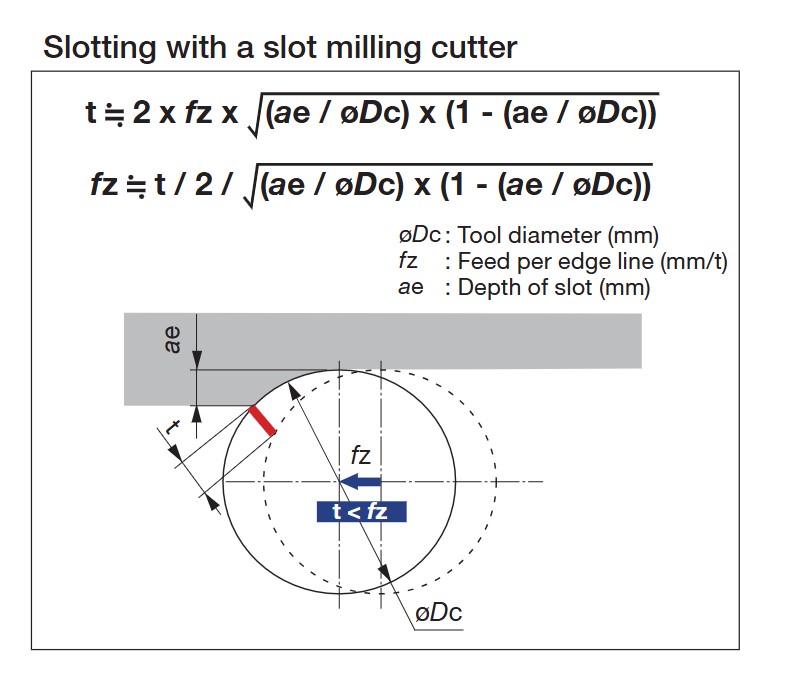
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* สูตรโดยประมาณสำหรับการกัดรอบนอกที่ค่า ae DC สำหรับการเซาะร่องเต็มหน้า ให้ตั้งค่า ae = DC โดยที่ hex = fz และ hm ≒ 2fz/π
วิธีใช้เครื่องคำนวณ
- ป้อน สภาวะการตัดปัจจุบันของคุณ — DC, ae, z, n และ Vf
- หาก ค่า hex ต่ำกว่า 0.02 มม. การเสียดสีจะเป็นปัญหาหลัก พิจารณาเพิ่มค่า fz หรือลดจำนวนฟัน
- หาก ค่า ae/DC ต่ำกว่า 10% มักจำเป็นต้องเพิ่มอัตราป้อนให้สูงกว่าค่า fz ที่ปรากฏหลายเท่าเพื่อให้เกิดการตัดที่เหมาะสม
7. คู่มือการแก้ไขปัญหาตามอาการ
| อาการ | สาเหตุหลัก | จุดที่ควรตรวจสอบ |
|---|---|---|
| การสั่นสะท้าน | ระยะยื่นมากเกินไป / การเข้าตัดกะทันหัน / การเสียดสีเนื่องจากอัตราป้อนไม่เพียงพอ | ลดระยะยื่น ลดความเร็วรอบสปินเดิลเล็กน้อย เพิ่มค่า fz เพื่อให้เครื่องมือตัดเข้า ตรวจสอบรูปทรงของคมตัดและจำนวนฟัน |
| ความกว้างของร่องไม่คงที่ | ค่าความแกว่ง / สิ่งแปลกปลอมระหว่างการประกอบ / การโก่งตัวของชิ้นงานที่มีผนังบาง | ตรวจสอบสเปเซอร์และพื้นผิวสัมผัส พิจารณาใช้โครงสร้างที่ปรับความกว้างได้ เสริมความแข็งแรงในการจับยึดงาน |
| ผนังด้านข้างโก่งตัว | อาร์เบอร์โก่งตัว / ความขนานของตัวรองรับไม่ดี / แรงตัดมากเกินไป | ตรวจสอบความขนานของตัวรองรับ ลดระยะยื่น ตรวจสอบปริมาณการกินลึกต่อการเดินหนึ่งครั้ง |
| คมตัดบิ่นหรือสึกหรอก่อนเวลาอันควร | เศษอุดตัน / แรงกระแทกเมื่อเข้าตัด / ภาระไม่สม่ำเสมอ | ปรับปรุงการคายเศษ ลดอัตราป้อนเมื่อเข้าตัด ลดค่าความแกว่ง ตรวจสอบจำนวนฟัน |
| รอยไหม้หรือเสียงหวีดแหลม | ความเร็วตัดสูงเกินไป / การเสียดสีเนื่องจากอัตราป้อนต่ำเกินไป / การสั่นพ้องของเลื่อยใบมีดบาง | ลดความเร็วรอบสปินเดิลก่อน จากนั้นจึงปรับอัตราป้อนให้เหมาะสม หลีกเลี่ยงความเร็วตัดที่สูงเกินไปเมื่อใช้เลื่อยวงเดือนแบบบาง |
8. คัตเตอร์สำหรับงานกัดเซาะร่องเฉพาะทางสำหรับอุตสาหกรรมเฉพาะ ─ โลกของคัตเตอร์รูปทรงพิเศษ
รายการสินค้ามาตรฐานในแค็ตตาล็อกและระบบเขียนแบบอัตโนมัติสามารถครอบคลุมได้เฉพาะ รูปทรงพิเศษที่สามารถแสดงออกมาเป็นค่าพารามิเตอร์ได้เท่านั้น อย่างไรก็ตาม ในการผลิตจริง มีความต้องการที่ชัดเจนในการ เก็บผิวละเอียดโปรไฟล์รูปทรงซับซ้อนในการเดินเพียงครั้งเดียว
นี่คือจุดที่ คัตเตอร์รูปทรงพิเศษแบบสั่งทำพิเศษทั้งหมด เข้ามามีบทบาท Tungaloy มีประสบการณ์กว้างขวางใน วัสดุทางอุตสาหกรรม เช่น ยานยนต์ เครื่องจักรกลก่อสร้าง พลังงาน และเครื่องจักรกลอุตสาหกรรม
ประเด็นสำคัญ
การปรับแต่งให้เหมาะกับแต่ละการใช้งานในอุตสาหกรรม
ระบบเขียนแบบอัตโนมัติได้รับการออกแบบมาเพื่อความเร็วและมาตรฐาน คัตเตอร์รูปทรงพิเศษได้รับการออกแบบมาเพื่อรวมรูปทรงที่ซับซ้อนซึ่งเครื่องมือมาตรฐานไม่สามารถครอบคลุมได้ให้เหลือเพียงเครื่องมือเดียว
1. คัตเตอร์กัดเฟือง ─ ประสิทธิภาพที่ผ่านการพิสูจน์แล้วในเครื่องจักรกลก่อสร้าง เครื่องจักรกลการเกษตร เครื่องจักรกลอุตสาหกรรม และเฟืองพลังงานลม
- วัสดุ: การตัดเฉือนโปรไฟล์ฟันเฟืองสำหรับเฟือง เพลาส่งกำลัง (spline shafts) ร่องฟันเลื่อย (serrations) และส่วนประกอบที่คล้ายกัน
- จุดแข็ง: โปรไฟล์ฟันถูกสร้างไว้ในคมตัด ช่วยให้ สร้างร่องฟันได้ในการเดินเพียงครั้งเดียว การตัดเฉือนเฟืองสามารถทำได้ง่ายขึ้นบนเครื่องแมชชีนนิ่งเซ็นเตอร์ทั่วไป
- จุดดึงดูดหลัก: การออกแบบตามสั่งทั้งหมด ให้สอดคล้องกับโมดูล จำนวนฟัน มุมกด (pressure angle) และการเลื่อนโปรไฟล์ (profile shift)
2. คัตเตอร์สำหรับการตัดเฉือนขายึดและคาลิปเปอร์เบรก
- วัสดุ: ร่องขั้นบันได ร่องโค้ง และการตัดเฉือนโปรไฟล์ที่ซับซ้อนของคาลิปเปอร์เบรกยานยนต์ ขายึดระบบกันสะเทือน และส่วนประกอบแชสซี
- จุดแข็ง: การออกแบบการจัดวางฟันที่เหมาะสมที่สุดซึ่งช่วยยับยั้งการสั่นสะท้านในชิ้นงานที่มีความแข็งแรงต่ำ
- จุดดึงดูดหลัก: การออกแบบข้อกำหนดที่สร้างสมดุลระหว่างอายุการใช้งานของเครื่องมือและความเสถียรของขนาดในสายการผลิตจำนวนมาก
3. คัตเตอร์สำหรับการตัดเฉือนสกรูโรเตอร์
- วัสดุ: การกัดหยาบไปจนถึงการกัดกึ่งละเอียดของร่องโรเตอร์ตัวผู้และตัวเมียสำหรับสกรูคอมเพรสเซอร์ สกรูปั๊ม และปั๊มสุญญากาศ
- จุดแข็ง: โปรไฟล์สกรูที่ซับซ้อนจะถูก กัดขึ้นรูปด้วยโปรไฟล์คมตัดเฉพาะทาง
- จุดดึงดูดหลัก: การออกแบบที่ปรับแต่งได้ทั้งหมดซึ่งใกล้เคียงกับเครื่องมือแบบชิ้นเดียวในโลกสำหรับแต่ละเส้นผ่านศูนย์กลางโรเตอร์ ระยะพิทช์ (lead) และโปรไฟล์ฟัน ยังรองรับความสูงของฟันที่ยาวและเส้นโค้งที่ซับซ้อน

บันทึกการนำไปใช้งานอย่างกว้างขวางที่สร้างขึ้นในอุตสาหกรรมต่างๆ
คัตเตอร์รูปทรงพิเศษของ Tungaloy ถูกนำไปใช้มานานหลายปีในโรงงานผลิตจำนวนมากในอุตสาหกรรมหลักๆ เช่น ยานยนต์ เครื่องจักรกลก่อสร้าง เครื่องจักรกลการเกษตร เครื่องจักรกลอุตสาหกรรม และพลังงาน ผ่านการใช้งานต่างๆ รวมถึงเฟือง ขายึดและคาลิปเปอร์ และสกรูโรเตอร์ Tungaloy ได้สะสม ความรู้ความชำนาญในการออกแบบและคลังข้อมูลการใช้งานที่กว้างขวาง ซึ่งตอบโจทย์ความต้องการในการตัดเฉือนของแต่ละอุตสาหกรรม
บทสรุป
รูปทรงที่ไม่สามารถแสดงออกมาได้อย่างสมบูรณ์ด้วยระบบเขียนแบบอัตโนมัติคือจุดที่คัตเตอร์รูปทรงพิเศษโดดเด่น
เนื่องจาก Tungaloy ได้สร้างผลงานที่ผ่านการพิสูจน์แล้วในหลายอุตสาหกรรม จึงสามารถออกแบบคัตเตอร์ที่เหมาะสมที่สุดสำหรับแต่ละความท้าทายในการตัดเฉือนได้
สรุป ─ การดึงคุณค่าของคัตเตอร์สำหรับงานกัดเซาะร่องออกมา
คัตเตอร์สำหรับงานกัดเซาะร่องไม่ใช่ “เครื่องมือสำหรับการตัดขาดและการเซาะร่องเท่านั้น” เครื่องมือเหล่านี้แสดงคุณค่าที่แท้จริงในความท้าทายของการตัดเฉือนสมัยใหม่ เช่น ร่องลึก ความแม่นยำของผนังด้านข้าง การหลีกเลี่ยงการรบกวน และการตัดเฉือนแบบเข้าจากด้านข้างบนเครื่องจักร 5 แกน
อย่างไรก็ตาม เนื่องจากคัตเตอร์สำหรับงานกัดเซาะร่องมักจะทำงานด้วยค่า ae/DC ที่น้อยเนื่องจากคุณลักษณะของเครื่องมือ การทำความเข้าใจความหนาของเศษ จึงเป็นจุดเริ่มต้นสำหรับการตั้งค่าสภาวะการตัด
- คัตเตอร์สำหรับงานกัดเซาะร่องมีความแข็งแกร่งใน การเซาะร่อง การตัดเฉือนผนังด้านข้าง การตัดขาด และการหลีกเลี่ยงการรบกวน
- ในการเซาะร่อง เครื่องมือเหล่านี้มักเป็น หนึ่งในตัวเลือกที่มีประสิทธิภาพการผลิตสูงสุด
- ระยะยื่น การประกอบ และค่าความแกว่ง เป็นตัวกำหนดผลลัพธ์ที่ได้
- จำนวนฟันที่มากกว่าไม่ได้ดีกว่าเสมอไป ตรวจสอบพื้นที่คายเศษและการคายเศษ
- อย่าเพิ่งสรุปทันทีว่า “เครื่องมือตัดไม่เข้า” ให้สงสัยก่อนว่า “อัตราป้อนต่ำเกินไป”
- เมื่อค่า ae/DC มีขนาดเล็ก ให้ตรวจสอบ ความหนาของเศษ เสมอ
- สำหรับรูปทรงที่ไม่สามารถครอบคลุมได้ด้วยเครื่องมือมาตรฐานหรือระบบเขียนแบบอัตโนมัติ คัตเตอร์รูปทรงพิเศษ สามารถช่วยรวมกระบวนการเข้าด้วยกันได้
การเลือกคัตเตอร์สำหรับงานกัดเซาะร่องสามารถพิจารณาได้ทีละขั้นตอนตามความยากของความท้าทายในการตัดเฉือน: “ซีรีส์มาตรฐาน / เครื่องมือแบบเปลี่ยนหัวได้ → เครื่องมือพิเศษที่สร้างผ่านการเขียนแบบอัตโนมัติ → คัตเตอร์รูปทรงพิเศษแบบสั่งทำพิเศษทั้งหมด” หลังจากเข้าใจพื้นฐานแล้ว ให้พิจารณาตัวเลือกที่ตรงกับระดับความยากของงานตัดเฉือนของคุณเองมากที่สุด