
นี่คือเส้นทางสู่ความสำเร็จที่ตัวแทนฝ่ายขายของ Tungaloy เดินเคียงข้างไปพร้อมกับลูกค้า
บรรลุเป้าหมายการทำงานแบบอัตโนมัติ 48 ชั่วโมงในช่วงวันหยุดสุดสัปดาห์! เครื่องมือ ลบมุุมขอบงาน ชนิดใดที่ช่วยแก้ปัญหาคอขวดในการผลิตแบบอัตโนมัติ (Lights-Out Manufacturing)?
ความร่วมมือในการสัมภาษณ์Tsubakimoto Mayfran Inc.


ตัวแทนฝ่ายขาย Tungaloy
Takahiko MurataTakahiko Murata
- บ้านเกิด
- เมืองเกียวโต จังหวัดเกียวโต
- ประวัติการทำงาน
- เข้าร่วมงานในเดือนมกราคม 1987 (พนักงานที่มีประสบการณ์) ปีที่ 36
- งานอดิเรก
- ผมเริ่มแข่งสกีอัลไพน์ตั้งแต่สมัยมัธยมต้น และยังคงแข่งขันอย่างต่อเนื่องจนถึงปัจจุบัน
ในช่วงนอกฤดูกาลสกี กิจกรรมหลักคือการตีกอล์ฟ
ใครก็ตามที่เกี่ยวข้องกับการตัดเฉือนโลหะย่อมต้องเคยเห็น “สายพานลำเลียงเศษโลหะ” อย่างน้อยหนึ่งครั้ง ในครั้งนี้ เราขอนำเสนอกรณีศึกษาการปรับปรุงที่เกี่ยวข้องกับสายพานลำเลียงเศษโลหะ
Tsubakimoto Mayfran Inc. มีสำนักงานใหญ่ตั้งอยู่ที่เมืองโคกะ จังหวัดชิกะ ก่อตั้งขึ้นในปี 1973 โดยเป็นการร่วมทุนระหว่าง Tsubakimoto Chain Co. และ Mayfran International ในปี 1974 บริษัทได้เริ่มผลิตสายพานลำเลียงเศษโลหะรุ่น “ChipTote” ตั้งแต่นั้นมา บริษัทได้พัฒนาผลิตภัณฑ์ขนถ่ายวัสดุที่หลากหลาย และปัจจุบันเป็นที่รู้จักอย่างกว้างขวางในฐานะผู้ผลิตอุปกรณ์ขนถ่ายวัสดุและอุปกรณ์บำบัดน้ำหล่อเย็นแบบครบวงจร
Tsubakimoto Mayfran Inc. ยังคงมุ่งมั่นนำเสนอผลิตภัณฑ์และบริการที่มีคุณภาพสูงสุด เพื่อสร้างความพึงพอใจและความไว้วางใจจากลูกค้าทั่วโลกในด้าน “การจัดการและการประมวลผล” สำหรับ “เศษโลหะ น้ำหล่อเย็น และขยะมูลฝอย”
สารบัญ
- โครงการผลิตสลักสายพานภายในองค์กร
- กระบวนการคอขวดที่เป็นอุปสรรคต่อการทำงานแบบอัตโนมัติ
- แนวทางแก้ไขสำหรับกระบวนการคอขวด
- หัวเอ็นมิลแบบเปลี่ยนหัวได้ TungMeister: หัว ลบมุุมขอบงาน ที่มีให้เลือกหลากหลาย
- บรรลุการทำงานแบบอัตโนมัติ 48 ชั่วโมงในช่วงวันหยุดสุดสัปดาห์
- มุ่งสู่การทำงานแบบอัตโนมัติที่ยาวนานยิ่งขึ้น
โครงการผลิตสลักสายพานภายในองค์กร
Tsubakimoto Mayfran Inc. ผลิตสายพานลำเลียงซึ่งเป็นผลิตภัณฑ์หลักที่โรงงานสำนักงานใหญ่ในเมืองโคกะ จังหวัดชิกะ โรงงานสำนักงานใหญ่เป็นโรงงานหลักที่ดูแลทุกขั้นตอน ตั้งแต่งานโลหะแผ่นไปจนถึงการเชื่อม การประกอบ และการพ่นสี ในกระบวนการผลิตสายพานลำเลียงแบบครบวงจร ในช่วงเวลานี้เองที่เกิดปัญหาขึ้นกับการจัดหาสลักสายพาน ซึ่งเป็นหนึ่งในส่วนประกอบสำคัญของสายพานลำเลียง ก่อนหน้านี้ โรงงานสำนักงานใหญ่แทบไม่มีการดำเนินการตัดเฉือนโลหะเลย และสลักสายพานที่ต้องใช้การตัดเฉือนจะถูกส่งออกไปผลิตภายนอก (Outsource) อย่างไรก็ตาม ผู้รับจ้างช่วงเริ่มประสบความยากลำบากในการผลิตต่อ เพื่อแก้ไขปัญหานี้ จึงได้มีการเปิดตัวโครงการผลิตสลักสายพานภายในองค์กรขึ้น คุณ Ichihashi จากแผนกวิศวกรรมการผลิต ซึ่งมีความรู้ลึกซึ้งด้านการตัดเฉือนโลหะ ได้รับการแต่งตั้งให้เป็นหัวหน้าโครงการ

“การนำการผลิตสลักสายพานที่เคยจ้างภายนอกกลับมาผลิตเองที่โรงงานสำนักงานใหญ่ ทำให้เราได้รับประโยชน์มากมาย เราจึงตัดสินใจดำเนินการผลิตภายในองค์กร การผลิตเองช่วยให้วางแผนการผลิตได้ยืดหยุ่นตามความต้องการและทำให้การผลิตล็อตเล็กทำได้ง่ายขึ้น เมื่อจ้างภายนอก เราจำเป็นต้องสำรองชิ้นส่วนจำนวนมาก (งานระหว่างทำ) เนื่องจากขนาดล็อตการสั่งซื้อและระยะเวลาในการผลิต แต่ด้วยการผลิตภายในองค์กร เราสามารถปรับตารางการผลิตและขนาดล็อตให้สอดคล้องกับความต้องการของลูกค้าได้อย่างยืดหยุ่น การนำระบบการผลิตแบบทันเวลาพอดี (Just-in-time) มาใช้ ส่งผลให้สินค้าคงคลังลดลงอย่างมาก”
นี่เป็นโครงการสำคัญที่คาดหวังว่าจะช่วยเพิ่มประสิทธิภาพการผลิต
“นอกเหนือจากความคาดหวังในการลดระยะเวลาการผลิตและลดสินค้าคงคลังแล้ว เรายังตั้งเป้าหมายเรื่องความสามารถในการแข่งขันด้านต้นทุนสำหรับโครงการนี้ด้วย เมื่อพิจารณาถึงต้นทุนการผลิต การผลิตในต่างประเทศเป็นทางเลือกหนึ่ง แต่การผลิตชิ้นส่วนที่โรงงานสำนักงานใหญ่ซึ่งเป็นสถานที่ประกอบขั้นสุดท้ายนั้นเหมาะสมที่สุดในแง่ของระยะเวลาการขนส่ง (การผลิตในท้องถิ่นเพื่อการบริโภคในท้องถิ่น) ดังนั้น เราจึงตั้งเป้าหมายที่จะ สร้างสายการผลิตที่มีความสามารถในการแข่งขันด้านต้นทุนที่ทัดเทียมกับการผลิตในต่างประเทศ แม้จะเป็นการผลิตภายในประเทศก็ตาม เราเชื่อว่ากุญแจสำคัญในการบรรลุความสามารถในการแข่งขันด้านต้นทุนคือ ‘ระบบอัตโนมัติและการขยายเวลาการทำงานแบบไร้คนควบคุม’”
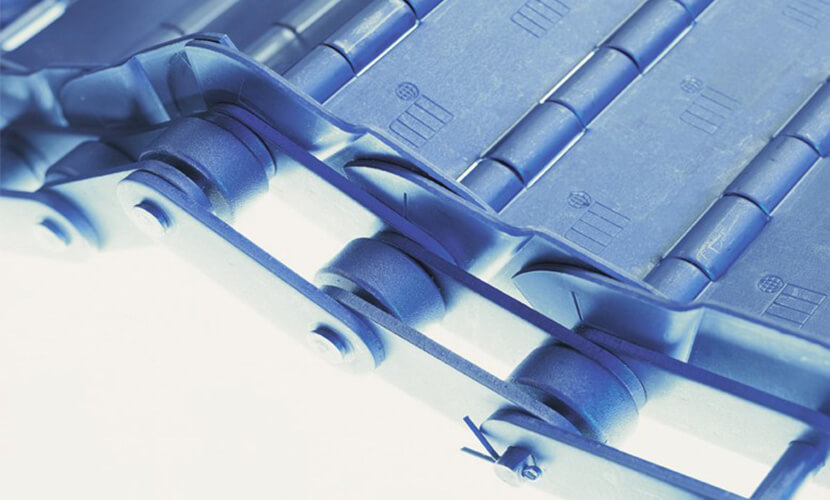
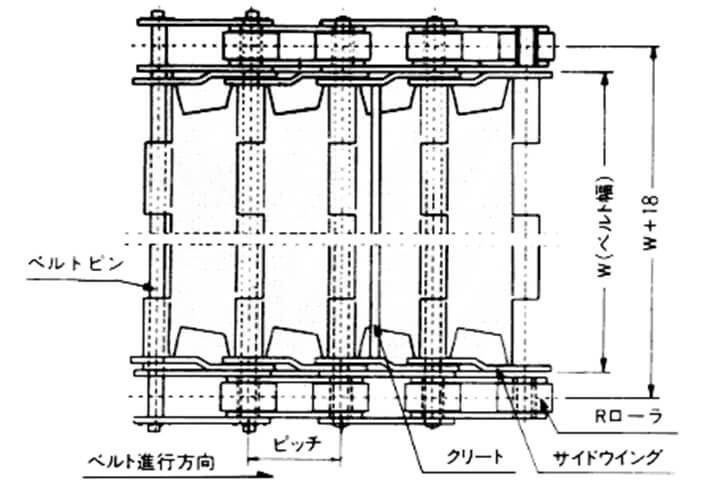
รูปลักษณ์และโครงสร้างของสายพานลำเลียงเหล็กแบบบานพับ
รูปลักษณ์ของสลักสายพาน

กระบวนการคอขวดที่เป็นอุปสรรคต่อการทำงานแบบอัตโนมัติ
เพื่อให้บรรลุเป้าหมายที่ตั้งไว้ การสร้างสายการผลิตจึงดำเนินต่อไป เนื่องจากสลักสายพานเป็นชิ้นส่วนทรงกระบอกยาว จึงมีการนำเครื่องป้อนวัตถุดิบแบบแท่ง (Bar feeder) มาใช้ในการป้อนวัสดุ นอกจากนี้ เพื่อให้การจับยึดชิ้นงานยาวซ้ำและการตัดเฉือนทั้งสองด้านเป็นไปอย่างอัตโนมัติ จึงได้เลือกใช้เครื่องกลึง NC ที่มีสปินเดิลเสริม (Sub-spindle) ซึ่งช่วยให้ทุกอย่างตั้งแต่การโหลดชิ้นงาน การตัดเฉือน ไปจนถึงการนำชิ้นงานออกเป็นไปอย่างอัตโนมัติ
สลักสายพานมีหลายรุ่นที่มีเส้นผ่านศูนย์กลางและความยาวแตกต่างกัน มีการสร้างและตรวจสอบโปรแกรมการตัดเฉือนสำหรับแต่ละรุ่น และการเริ่มต้นผลิตชิ้นส่วนที่ผ่านการตัดเฉือนชิ้นแรกของโรงงานก็ประสบความสำเร็จด้วยดี
แม้ว่าการเริ่มต้นการตัดเฉือนจะเสร็จสิ้นลงด้วยดี แต่อีกเป้าหมายหนึ่งคือการขยายเวลาการทำงานแบบอัตโนมัติยังไม่บรรลุผล เครื่องมือที่ใช้ในสองกระบวนการมีอายุการใช้งานสั้น และความถี่ในการเปลี่ยนเครื่องมือที่สูงทำให้ไม่สามารถทำงานต่อเนื่องเป็นเวลานานได้
“เราตั้งเป้าที่จะตัดเฉือนรุ่นที่มีล็อตการผลิตค่อนข้างใหญ่ผ่านการทำงานแบบอัตโนมัติในช่วงวันหยุด ตัวอย่างเช่น เตรียมการตั้งค่าให้เสร็จสิ้นก่อนเลิกงานในวันศุกร์และเริ่มการตัดเฉือน หากเราสามารถรันการตัดเฉือนแบบอัตโนมัติในช่วงวันหยุดสุดสัปดาห์ (เสาร์และอาทิตย์) ได้ มันจะช่วยเพิ่มประสิทธิภาพการผลิตและลดต้นทุนการผลิตของสายการผลิตได้อย่างมาก เพื่อให้บรรลุสิ่งนี้ เราจำเป็นต้องทำให้การทำงานแบบอัตโนมัติยาวนานประมาณ 48 ชั่วโมง แต่ปัญหาอายุการใช้งานของเครื่องมือในกระบวนการคอขวดทำให้เราไม่สามารถบรรลุเป้าหมายได้”
กระบวนการคอขวดในการตัดเฉือนสลักสายพาน
กระบวนการคอขวดที่ 1: การตัดแยก / การกลึงเก็บละเอียดหน้าตัด
เนื่องจากการผลิตใช้เครื่องป้อนวัตถุดิบแบบแท่ง กระบวนการตัดแยกจึงเป็นหนึ่งในการดำเนินการหลัก นอกจากนี้ เนื่องจากข้อจำกัดด้านจำนวนเครื่องมือและสถานีป้อมมีดที่จำเป็นในการตัดเฉือนรุ่นต่างๆ เครื่องมือตัดแยกจึงถูกนำมาใช้ในการกลึงเก็บละเอียดหน้าตัดด้วยเพื่อรวมการใช้เครื่องมือเข้าด้วยกัน
กระบวนการคอขวดที่ 2: การเจาะนำศูนย์ + การ ลบมุุมขอบงาน
เพื่อปรับปรุงความแม่นยำของตำแหน่งรู จึงมีการเจาะนำศูนย์ก่อนการเจาะรู เนื่องจากรูเหล่านี้ต้องมีการ ลบมุม แบบ C กระบวนการจึงถูกออกแบบมาให้ใช้เครื่องมือ ลบมุุมขอบงาน 90 องศาที่เจาะลึกลงไปล่วงหน้า เพื่อรวมการเจาะนำศูนย์และการ ลบมุุมขอบงาน ไว้ในการดำเนินการเดียว
ภาพจำลองการตัดเฉือนของกระบวนการ “การเจาะนำศูนย์ + การ ลบมุุมขอบงาน”
- กระบวนการที่ 1
การเจาะนำศูนย์ + การ ลบมุุมขอบงาน

- กระบวนการที่ 2
เจาะรู
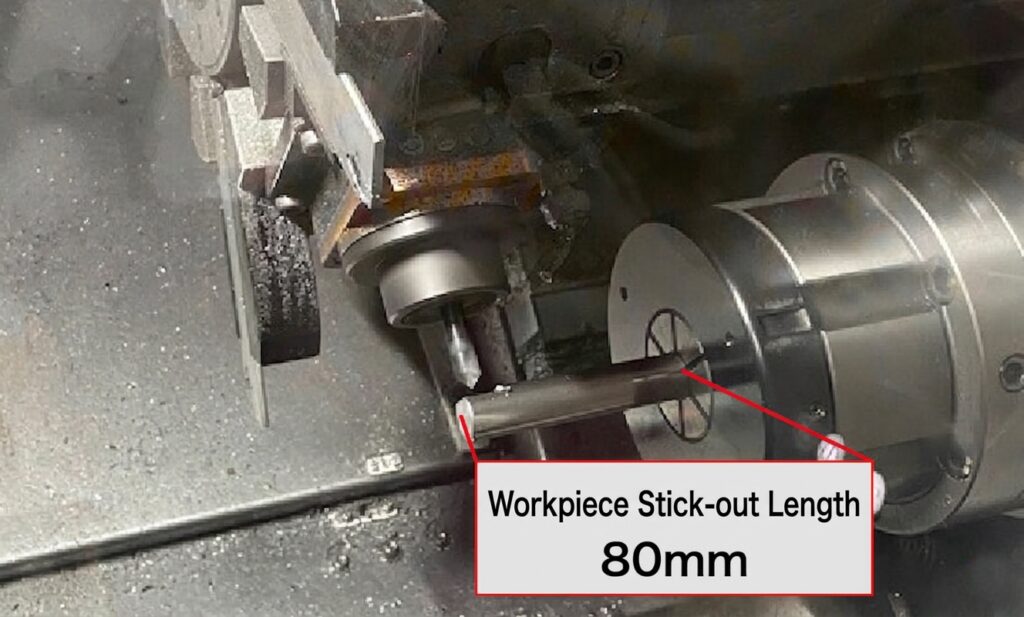
“กระบวนการที่ผมรู้สึกว่ามีปัญหาเป็นพิเศษคือกระบวนการ ‘การเจาะนำศูนย์ + การ ลบมุุมขอบงาน’ นี้ครับ เนื่องจากการรบกวนกันระหว่างปลอกคอลเล็ตที่จับยึดชิ้นงานกับชุดเครื่องมือหมุน รวมถึงข้อจำกัดของระยะการกัดของเครื่องจักร ชิ้นงานจึงต้องยื่นออกมาประมาณ 80 มม. สำหรับการดำเนินการกัด ยิ่งไปกว่านั้น เนื่องจากการตัดเฉือนเกิดขึ้นใกล้กับหน้าตัด จึงต้องทำในลักษณะการจับยึดแบบยื่นปลายด้านเดียว (Cantilevered setup) เมื่อชิ้นงานอยู่ในสภาวะที่มีความแข็งเกร็งต่ำ การตัดเฉือนจึงไม่เสถียร การสั่นสะเทือนปรากฏชัดเจนเป็นพิเศษในรุ่นสลักสายพานที่มีเส้นผ่านศูนย์กลางขนาดเล็ก ส่งผลให้รอย ลบมุม มีรูปทรงรูที่ไม่สม่ำเสมอ”
“เราได้ขอให้ผู้ผลิตหลายรายช่วยปรับปรุงเครื่องมือ และเรากำลังดำเนินการปรับปรุงเครื่องมืออยู่ เราได้ให้ผู้ผลิตรายหนึ่งทำเครื่องมือสั่งทำพิเศษและทำการทดสอบ แต่เราก็ยังดิ้นรนเพื่อหาเครื่องมือที่ให้การปรับปรุงตามที่เราต้องการ”
เป้าหมายของการขยายเวลาการทำงานแบบอัตโนมัติมาถึงทางตัน
เครื่องกลึง NC พร้อมเครื่องป้อนวัตถุดิบแบบแท่งและสปินเดิลเสริมที่ใช้สำหรับการตัดเฉือนสลักศูนย์

มุมมองของกระบวนการ “การเจาะนำศูนย์” + “การ ลบมุุมขอบงาน”
แนวทางแก้ไขสำหรับกระบวนการคอขวด
ในช่วงเวลานี้เองที่คุณ Ichihashi และคุณ Murata จากสำนักงานขายเกียวโตของ Tungaloy ได้พบกันเป็นครั้งแรก
คำขอคำปรึกษาเกี่ยวกับการตัดเฉือนด้วยผลิตภัณฑ์ดอกสว่านที่คุณ Ichihashi เลือกไว้ ส่งมาถึงคุณ Murata ผ่านทางตัวแทนจำหน่าย เมื่อคุณ Murata ไปเยี่ยมคุณ Ichihashi เขาได้รับรู้ถึงความท้าทายที่คุณ Ichihashi กำลังเผชิญอยู่
“สำหรับการปรับปรุงเครื่องมือตัดแยก/กลึงหน้าตัด ผมได้เสนอ TungCut โดย TungCut มีที่วาง เม็ดมีด รูปทรงโค้งที่เป็นเอกลักษณ์ซึ่งให้ความต้านทานต่อแรงด้านข้างที่แข็งแกร่ง ทำให้เป็นซีรีส์เครื่องมือเซาะร่อง/ตัดแยกที่สามารถทำได้ทั้ง การตัดแยก และการกลึง ผมเลือกเกรด AH7025 ซึ่งเป็นเกรดล่าสุดของเราสำหรับ เม็ดมีด เนื่องจากเกรดนี้ให้ผลลัพธ์ที่ยอดเยี่ยมกับลูกค้ารายอื่นมาแล้ว ผมจึงแนะนำให้ทดสอบด้วยเกรดนี้ครับ”
“เมื่อเราทดสอบ AH7025 เราสามารถยืดอายุการใช้งานของเครื่องมือและแก้ไขกระบวนการคอขวดไปได้หนึ่งอย่าง เดิมทีเราใช้น้ำหล่อเย็นในการตัดเฉือนเพื่ออายุการใช้งานของเครื่องมือและคุณภาพผิวงาน อย่างไรก็ตาม การใช้น้ำหล่อเย็นต้องมีการเปลี่ยนตามระยะเวลาเนื่องจากคุณภาพน้ำเสื่อมโทรม และการกำจัดทิ้งเป็นน้ำมันเสียก็ทำให้เกิดความกังวลด้านสิ่งแวดล้อมซึ่งกลายเป็นปัญหามากขึ้นในปัจจุบัน เราต้องการสร้างการตัดเฉือนแบบแห้งโดยไม่ใช้น้ำหล่อเย็น ในแง่นั้น AH7025 ให้คุณภาพผิวงานที่น่าพอใจแม้ในการตัดเฉือนแบบแห้ง ในขณะที่บรรลุเป้าหมายอายุการใช้งานเครื่องมือได้อย่างเพียงพอ เราประทับใจในเทคโนโลยีเครื่องมือของคุณจริงๆ ครับ”
“สำหรับกระบวนการคอขวดอีกอย่างหนึ่งคือ ‘การเจาะนำศูนย์ + การ ลบมุุมขอบงาน’ ผมคาดการณ์ว่าจะเป็นการปรับปรุงที่ยากเนื่องจากชิ้นงานมีเส้นผ่านศูนย์กลางขนาดเล็กและมีสภาวะการยื่นยาว เนื่องจากเครื่องมือแบบเปลี่ยนหัวได้ TungMeister มีหัว ลบมุุมขอบงาน ให้เลือกหลากหลาย ผมจึงสำรวจว่าเราจะสามารถเลือกหัวที่เหมาะสมที่สุดสำหรับการตัดเฉือนสลักสายพานจากกลุ่มผลิตภัณฑ์นี้ได้หรือไม่”

หัวเอ็นมิลแบบเปลี่ยนหัวได้ TungMeister: หัว ลบมุุมขอบงาน ที่มีให้เลือกหลากหลาย
หัวเอ็นมิลแบบเปลี่ยนหัวได้ TungMeister มีกลุ่มผลิตภัณฑ์หัวที่ครอบคลุมมากกว่าแค่หัวสแควร์ รวมถึงหัวแบบ อัตราป้อน สูง, หัวบอล, หัว ลบมุุมขอบงาน, หัวเจาะ และหัวแบบเซาะร่อง โดยเฉพาะกลุ่มผลิตภัณฑ์เครื่องมือ ลบมุุมขอบงาน จะมีหัว ลบมุุมขอบงาน ที่มีลักษณะแตกต่างกันอย่างชัดเจน

“ในบรรดาหัวหลายประเภทที่มีให้เลือก ผมได้เลือกประเภท VDS ซึ่งเป็นการออกแบบที่ตัดได้คมที่สุดและมีความต้านทานต่ำที่สุดสำหรับการใช้งานนี้ครับ”
หัว ลบมุุมขอบงาน TungMeister มีให้เลือก 3 ประเภท ได้แก่ “ประเภท VCP ที่มีการออกแบบแบบอัดขึ้นรูปเพื่อความคุ้มค่า”, “ประเภท VCA ที่มีการออกแบบแบบหลายฟันเพื่อประสิทธิภาพการผลิต” และ “ประเภท VDS ที่มีการออกแบบมุมคายเกลียวสูงเพื่อการตัดที่มีความต้านทานต่ำ”
“ผมเลือกประเภท VDS โดยคาดหวังว่ามุมคายเกลียวขนาดใหญ่และการออกแบบที่มีความต้านทานต่ำจะเหมาะกับการใช้งานนี้ นอกจากนี้ เมื่อผมตรวจสอบเครื่องมือ ลบมุุมขอบงาน ของคู่แข่งที่ Tsubakimoto Mayfran ใช้อยู่ พบว่าไม่มีตัวไหนที่มีการทำ Thinning ที่คมตัดเลย ผมคิดว่าการใช้ประเภท VDS ที่มีคุณสมบัติ Thinning จะช่วยลด แรงขับเคลื่อน ซึ่งจะช่วยยับยั้งการโก่งตัวของชิ้นงานได้แม้ในชิ้นงานที่มีความแข็งเกร็งต่ำครับ”
กลุ่มผลิตภัณฑ์หัว ลบมุุมขอบงาน TungMeister

ประเภท VCP ที่เน้นความคุ้มค่า (พร้อมคมตัดตรงกลาง)

ประเภท VCA ที่เน้นประสิทธิภาพการผลิต (ไม่มีคมตัดตรงกลาง)

ประเภท VDS ที่เน้นความคม (พร้อมคมตัดตรงกลาง)
คุณสมบัติของประเภท VDS
- มุมมองด้านหน้าของหัว VDS
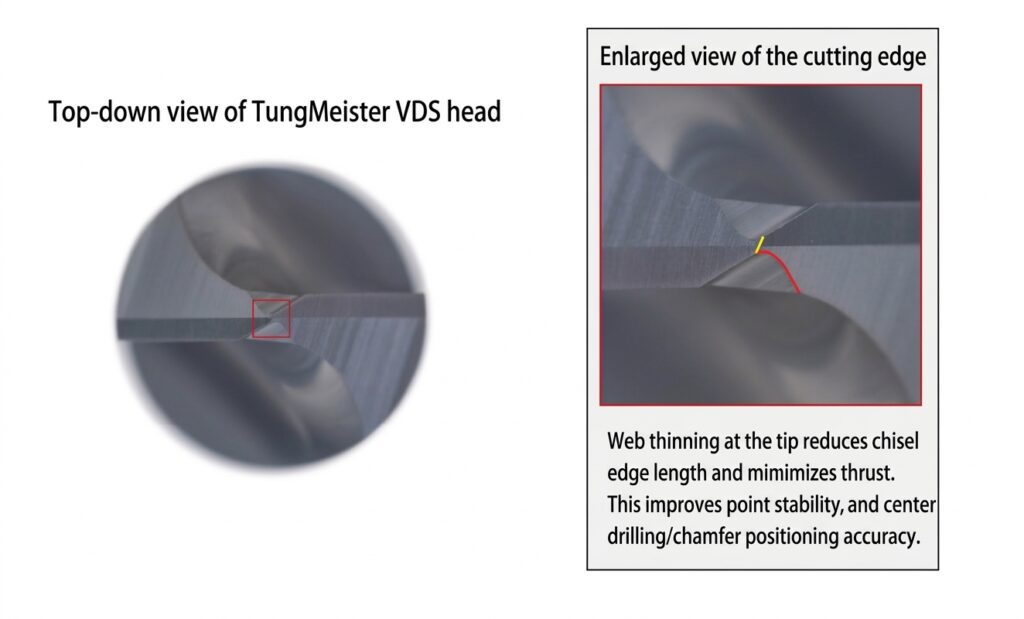
- หัว VDS

บรรลุการทำงานแบบอัตโนมัติ 48 ชั่วโมงในช่วงวันหยุดสุดสัปดาห์
ด้วยความคาดหวังสูงในความสำเร็จ การทดสอบจึงเริ่มขึ้น ในขณะที่เครื่องมือแบบเดิมมีการตัดเฉือนพร้อมกับการสั่นสะเทือน แต่ประเภท VDS สามารถยับยั้งการเกิดการสั่นสะเทือนได้อย่างมาก หลังจากยืนยันการตัดเฉือนที่เสถียรแล้ว การทดสอบจึงย้ายไปสู่การทดสอบการผลิตจริง ผลการทดสอบแสดงให้เห็นว่า:
- อายุการใช้งานเครื่องมือขยายเป็น 3,000 ชิ้น ซึ่งมากกว่าการตั้งค่าอายุการใช้งานเดิมที่ 600 ชิ้นถึง 5 เท่า
- บริเวณที่ ลบมุม ซึ่งเดิมมีรูปทรงไม่สม่ำเสมอ กลายเป็นรูปทรงวงกลมที่สะอาดตา ช่วยปรับปรุงคุณภาพผลิตภัณฑ์
สิ่งเหล่านี้คือการปรับปรุงที่สำคัญ
“ผลลัพธ์จากการตัดเฉือนด้วยเครื่องมือนี้เป็นการค้นพบใหม่ๆ ที่น่าทึ่งอย่างต่อเนื่อง การแก้ไขกระบวนการคอขวดทั้งสองและบรรลุการทำงานแบบอัตโนมัติ 48 ชั่วโมงในช่วงวันหยุดสุดสัปดาห์ได้ช่วยเพิ่มประสิทธิภาพการผลิตในสายการตัดเฉือนสลักสายพานอย่างมาก การตัดเฉือนสลักสายพานโดยใช้เครื่องจักรเอนกประสงค์ยังไม่สามารถทำได้แม้แต่ในต่างประเทศ ดังนั้นผมเชื่อว่าสายการผลิตใหม่นี้ถูกสร้างขึ้นด้วยความสามารถในการแข่งขันด้านต้นทุนที่ทัดเทียมกับการผลิตในต่างประเทศได้ครับ”
“นอกเหนือจากความเสถียรในการตัดเฉือนที่เพิ่มขึ้นและอายุการใช้งานเครื่องมือที่ยาวนานขึ้นแล้ว เรายังชื่นชมความง่ายในการเปลี่ยนเครื่องมือด้วย TungMeister สำหรับเครื่องมือโซลิด การเปลี่ยนเครื่องมือแต่ละครั้งต้องคลายและขันคอลเล็ตใหม่ ปรับความยาวส่วนยื่นของเครื่องมือ และแก้ไขค่าชดเชยความยาวเครื่องมือในโปรแกรม NC เราเคยใช้เครื่องมือ ลบมุุมขอบงาน แบบหัวขันสกรูด้วย แต่ก็มีเหตุการณ์ที่สกรูหล่นหายเข้าไปในเครื่องจักรระหว่างการถอด TungMeister ซึ่งช่วยให้เปลี่ยนหัวได้โดยใช้เพียงประแจโดยไม่ต้องถอดด้ามออก ยังช่วยปรับปรุงการดำเนินการเปลี่ยนเครื่องมือได้อีกด้วย”
ประโยชน์ที่เป็นเอกลักษณ์ของเครื่องมือแบบเปลี่ยนหัวได้บนเครื่องกลึง ซึ่งมีการเปลี่ยนเครื่องมือภายในเครื่องบ่อยครั้ง ได้รับการยอมรับอย่างชัดเจน

รอย ลบมุม ที่ผ่านการตัดเฉือนโดยใช้หัว TungMeister ประเภท VDS

จุดปรับปรุงที่สำคัญ
-
หัว ลบมุุมขอบงาน ความต้านทานต่ำประเภท VDS ที่ใช้สำหรับ “การเจาะนำศูนย์” + “การ ลบมุุมขอบงาน” ในสภาวะที่ชิ้นงานมีความแข็งเกร็งต่ำ — บรรลุการตัดเฉือนที่เสถียรและปรับปรุงอายุการใช้งานเครื่องมืออย่างมหาศาล
หัวประเภท VDS มีการออกแบบมุมคายเกลียวสูงและรูปทรงคมตัดแบบ Thinning ช่วยลดความต้านทานการตัดและยับยั้งการโก่งตัวของชิ้นงาน ทำให้สามารถตัดเฉือนได้อย่างเสถียรแม้ในสภาวะที่มีความแข็งเกร็งต่ำ
-
การแก้ไขกระบวนการคอขวดช่วยให้ผลิตแบบอัตโนมัติได้ 48 ชั่วโมง
การตัดเฉือนที่เสถียรช่วยปรับปรุงอายุการใช้งานของเครื่องมืออย่างมาก การลดความถี่ในการเปลี่ยนเครื่องมือช่วยขยายเวลาการทำงานแบบอัตโนมัติ
มุ่งสู่การทำงานแบบอัตโนมัติที่ยาวนานยิ่งขึ้น
Tsubakimoto Mayfran ไม่ได้หยุดเพียงแค่การปรับปรุงในปัจจุบัน และกำลังก้าวไปสู่การปรับปรุงเพิ่มเติมแล้ว
“ตอนนี้กระบวนการคอขวดสองอย่างได้รับการแก้ไขแล้ว กระบวนการตัดเฉือนอื่นคือการปาดหน้าได้กลายเป็นคอขวดในปัจจุบัน ด้วยการปรับปรุงกระบวนการนี้ เราต้องการท้าทายการทำงานแบบอัตโนมัติ 60 ชั่วโมงในลำดับต่อไปครับ”
เมื่อได้ยินเป้าหมายต่อไป คุณ Murata ก็ตอบว่า:
“เช่นเดียวกับกระบวนการ ‘การเจาะนำศูนย์ + การ ลบมุุมขอบงาน’ การปาดหน้าก็เกี่ยวข้องกับสภาวะที่มีความแข็งเกร็งต่ำเช่นกัน ในจุดนี้ผมก็ต้องการมุ่งเน้นการตัดเฉือนที่เสถียรและอายุการใช้งานเครื่องมือที่ยาวนาน โดยการเลือกคัตเตอร์ที่มีความต้านทานการตัดต่ำที่สุดเท่าที่จะเป็นไปได้ครับ”
“ตั้งแต่เข้าร่วมงานกับบริษัทนี้ ผมให้ความสำคัญกับคติพจน์ที่ว่า ‘วิกฤตคือโอกาส’ ที่รุ่นพี่สอนผมมาครับ เช่นเดียวกับในกรณีนี้ บางครั้งสิ่งต่างๆ ก็ดำเนินไปได้ด้วยดี แต่ก็มีบางครั้งที่การตัดเฉือนไม่เป็นไปตามแผนและเกิดปัญหาขึ้น อย่างไรก็ตาม แทนที่จะยอมแพ้ง่ายๆ ผมเชื่อว่าสิ่งที่สำคัญที่สุดคือการสำรวจว่ามีแนวคิดอื่นหรือมาตรการปรับปรุงอื่นๆ หรือไม่ และท้าทายต่อไป ผมรู้สึกว่าการแก้ไขปัญหาในกรณีที่ยากเป็นพิเศษจะช่วยกระชับความสัมพันธ์ความไว้วางใจกับลูกค้าในภายหลังครับ”
คุณ Murata มุ่งมั่นที่จะสนับสนุนความท้าทายต่อไปในการบรรลุการทำงานแบบอัตโนมัติ 60 ชั่วโมงเช่นกัน
“มีหลายสิ่งในการตัดเฉือนที่คุณจะเข้าใจได้ก็ต่อเมื่อได้ลองทำจริงเท่านั้น เราตั้งใจที่จะท้าทายตัวเองต่อไปโดยไม่ยึดติดกับแนวคิดเดิมๆ ครับ”
คุณ Ichihashi แบ่งปันความปรารถนาสำหรับความท้าทายครั้งต่อไป
ที่ Tungaloy เราจะยังคงมุ่งมั่นสนับสนุนมืออาชีพด้านการผลิตที่กำลังเผชิญกับความท้าทายใหม่ๆ ในทุกวัน

ซ้าย: คุณ Daisuke Kuroiwa หัวหน้าแผนก แผนกการผลิต ส่วนการผลิตที่ 1
ขวา: คุณ Junpei Ichihashi แผนกวิศวกรรมการผลิต
ผลิตภัณฑ์ที่นำเสนอในบทความนี้
เลือกเครื่องมือที่เหมาะสมที่สุดจากรูปทรงเครื่องมือที่หลากหลายเพื่อเพิ่มประสิทธิภาพการตัดเฉือน
TungMeister
ลดเวลาในการเปลี่ยนเครื่องมืออย่างมหาศาล