

เครื่องมืออเนกประสงค์สำหรับงานเจาะ และงานกลึง
เครื่องมืออเนกประสงค์เพื่อเพิ่มผลผลิต


การใช้งาน & คุณสมบัติ
การใช้งาน



คุณสมบัติ
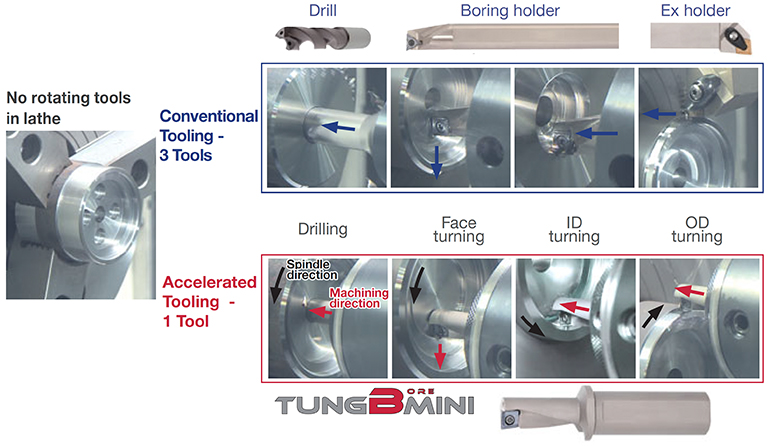
1. ใช้เครื่องมือน้อยที่สุดแต่ได้ผลผลิตมากที่สุด
• เครื่องมือ TungBoreMini เพียงเครื่องเดียวสามารถรองรับการทำงานหลายอย่าง เช่น การกลึง ID หลังจากการเจาะโดยไม่ต้องเปลี่ยนเครื่องมือ
• สามารถเจาะและขยายรูกับวัสดุหลายประเภท แทนการใช้ดอกสว่านและเครื่องมือกลึง
• สามารถทำงานคว้านใน (ID) กลึงปอก (OD) และงานกลึงด้านหน้าได้เช่นเดียวกับเครื่องมือกลึงมาตรฐาน ISO
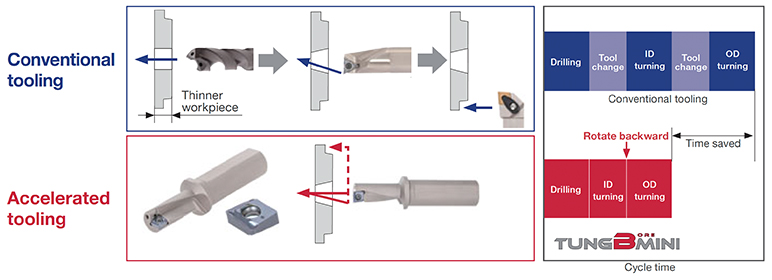
2. ลดเวลาการหยุดเดินเครื่องจักร
ด้วยความอเนกประสงค์ของ TungBoreMini ไม่ต้องเสียเวลาเปลี่ยนเครื่องมือ ทำให้ลดอายุการใช้งานได้อย่างมาก และจะมีประสิทธิภาพยิ่งขึ้นเมื่อทำงานในกระบวนการที่สั้นและไว เป็นผลทำให้อายุการใช้งานเพิ่มขึ้นอย่างมหาศาล
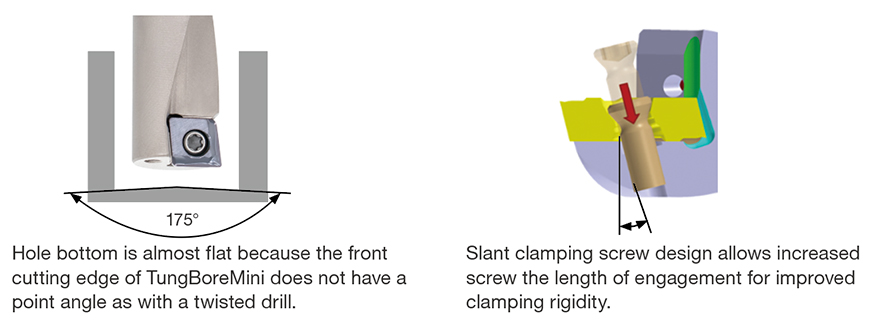
3. คุณสมบัติ
เม็ดมีด & เกรด
เม็ดมีด

เกรด
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- จัดการเรื่องต้านทานการสึกหรอ และการบิ่นได้ดี
- เหมาะสำหรับวัสดุเหล็ก และสเตนเลส สตีล ในงานทั่วไป
ด้ามจับ
การกลึงปอก การคว้านใน การกลึงด้านหน้า การทำรู
ด้ามจับ TungBoreMini
เครื่องมืออเนกประสงค์สำหรับงานเจาะ และงานกลึง
ด้ามคว้านใน

ด้ามจับ TungBoreMini
ด้ามคว้านแบบยึดด้วยสกรู สำหรับเม็ดมีดทรงสี่เหลี่ยมขนมเปียกปูน XOMU
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SUS440 |
| ด้ามจับ: | TBM12R/LF16-2.25 |
| เม็ดมีด: | XOMU06H204-PS |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 80 (ม./นาที) f = 0.15 (มม./รอบ) ap = 2.5 (มม.) ระบบจ่ายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SUS304 / X5CrNi18-9 |
| ด้ามจับ: | TBM12R/LF16-2.25 |
| เม็ดมีด: | XOMU06H204-PS |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 100 (ม./นาที) f = งานเจาะ: 0.03, งานคว้านใน:0.1 – 0.15 (มม./รอบ) ap = 0.5 (มม.) ระบบจ่ายน้ำหล่อเย็น: ใช้ |

เงื่อนไขการตัดเฉือนมาตรฐาน
Drilling
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
|
|
Low carbon steel Carbon steel |
50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Stainless steel | 50 – 160 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Cast iron | 50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Aluminium alloys | 100 – 300 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |




Internal Turning
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Low carbon steel Carbon steel |
50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Stainless steel | 50 – 160 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Cast iron | 50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Aluminium alloys | 100 – 300 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ