

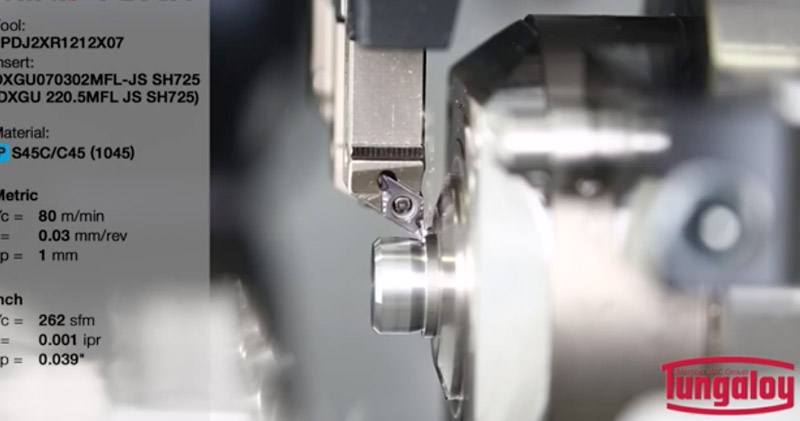
เม็ดมีดมุมบวกสองด้านสุดประหยัด
นวัตกรรมรูปทรงเม็ดมีด และรูปทรงบ่านั่งเม็ดมีดที่มั่นใจได้ถึงประสิทธิภาพและให้ความสเถียรสูงในการตัดเฉือน


การใช้งาน & คุณสมบัติ
การใช้งาน


คุณสมบัติ
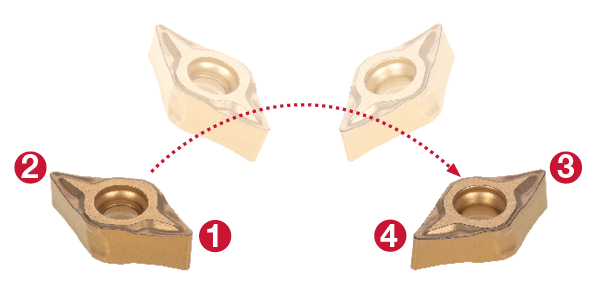
1. เม็ดมีดมุมบวกสองด้านสุดประหยัด
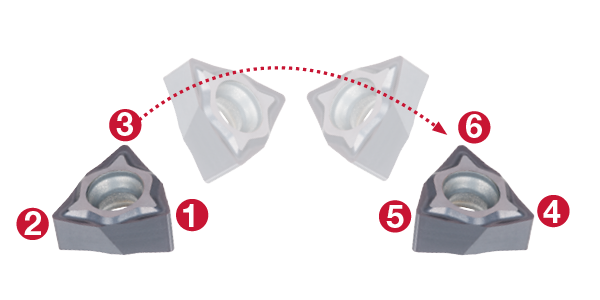
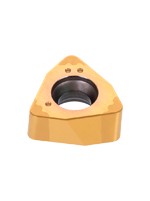
WXGU
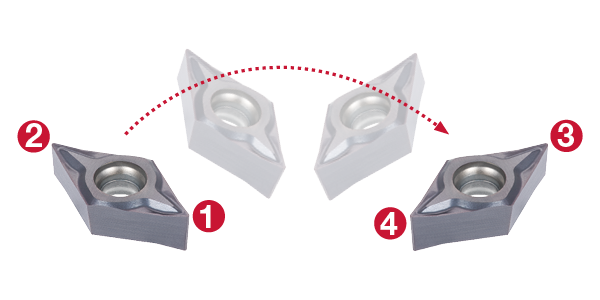
DXGU
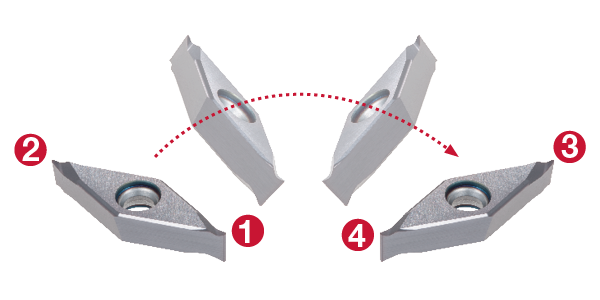
VXGU
CXMU
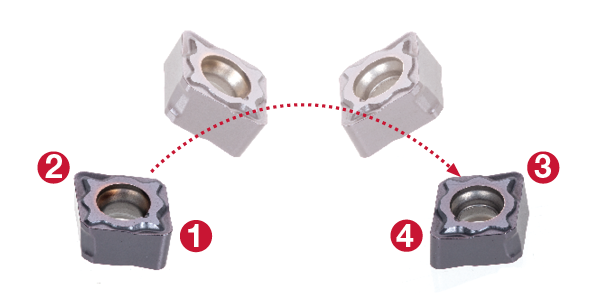
DXMU
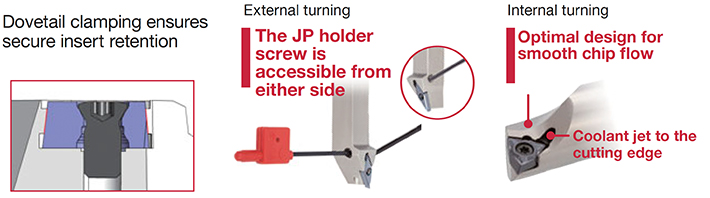
2. ด้ามจับ
3. หน้าลายหักเศษแรงตัดเบา
- หน้าลายหักเศษ JS – ประโยชน์และคุณสมบัติ
- ให้การควบคุมเศษที่ยอดเยี่ยมในการใช้งานที่หลากหลาย
- มุมเอียงขนาดใหญ่บนคมตัดช่วยให้ตัดได้อย่างอิสระ
- คมตัดมีความสมบูรณ์ออกแบบสำหรับการทำผิวเรียบสำเร็จ
- หมายเหตุ: จากโปรไฟล์บนหน้าลายหักเศษ ค่า ap สูงสุดสำหรับการกลึงด้านหน้าหรือการคว้านในอยู่ที่ 1 มม.

เม็ดมีด & เกรด
เม็ดมีด
WX-U inserts
- 6 positive cutting edges
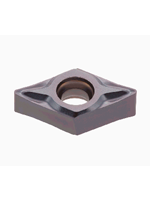
DX-U Inserts
- 4 positive cutting edges

VX-U Inserts
- 4 positive cutting edges
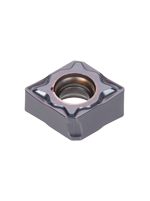
CX-U inserts
- 4 positive cutting edges
MiniForce-Turn CBN Inserts
เกรดหลัก
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- ต้านทานการสึกหรอสูง
- ออกแบบมาสำหรับวัสดุเหล็ก และสเตนเลส สตีล
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- ต้านทานการสึกหรอ และบิ่นได้ดี
- เหมาะสำหรับงานตัดเหล็ก และสเตนเลส สตีล ทั่วไป
GT9530
![]()
![]()
- ต้านทานการสึกหรอสูง
- ให้คุณภาพผิวสำเร็จที่ยอดเยี่ยม
ด้ามจับ



ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมการผลิตชิ้นส่วนขนาดเล็ก / อุปกรณ์อิเล็กทรอนิกส์
| ชิ้นงาน: | Shaft |
| วัสดุ: | SUS316 / X5CrNiMo17-12-3 |
| ด้ามจับ: | JSDJ2XR1212X07 |
| เม็ดมีด: | DXGU070301MFL-JS |
| เกรด: | SH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 61 (ม./นาที) f = 0.02 (มม./รอบ) ap = 0.12 (มม.) การใช้งาน: การกลึงปอก ระบบจ่ายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #2
อุตสาหกรรมการผลิตชิ้นส่วนขนาดเล็ก / อุปกรณ์อิเล็กทรอนิกส์
| ชิ้นงาน: | Shaft |
| วัสดุ: | S45C /C45 |
| ด้ามจับ: | JSWL2XR1212X04 |
| เม็ดมีด: | WXGU040302L-TS |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 66 – 80 (ม./นาที) f = 0.15 (มม./รอบ) ap = 0.6 (มม.) การใช้งาน: กากลึงปอก ระบบจายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Shaft |
| วัสดุ: | Alloy steels |
| ด้ามจับ: | JSDJ2XR1212X07 |
| เม็ดมีด: | DXGU070301ML-JSS |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 66 – 80 (ม./นาที) f = 0.15 (มม./รอบ) ap = 0.6 (มม.) การใช้งาน: การกลึงปอก ระบบจ่ายน้ำหล่อเย็น: ใช้ |

เงื่อนไขการตัดเฉือนมาตรฐาน
สำหรับงานกลึงปอก
| การใช้งาน | ISO | วัสดุชิ้นงาน | คุณสมบัติ | หน้าลายหักเศษ | เกรด | ความเร็วตัด Vc (ม./นาที) |
ระยะกินลึก ap (มม.) |
อัตราป้อน f (มม./รอบ) |
|---|---|---|---|---|---|---|---|---|
| เครื่องกลึงแบบสวิสอัตโนมัติ | เหล็กกล้าคาร์บอนต่ำ SS400, ฯลฯ E275A, ฯลฯ SS400, ฯลฯ E275A, ฯลฯ เหล็กกล้าคาร์บอน S45C, ฯลฯ C45, ฯลฯ เหล็กกล้าคาร์บอน S45C, ฯลฯ C45, ฯลฯ เหล็กกล้าอัลลอยด์ต่ำ SCM415, ฯลฯ 18CrMo4, ฯลฯ เหล็กกล้าอัลลอยด์ต่ำ SCM415, ฯลฯ 18CrMo4, ฯลฯ เหล็กกล้าอัลลอยด์ SCM440, ฯลฯ 42CrMo4, ฯลฯ |
ตัวเลือกแรก | JS | SH725 | 50 – 180 | 0.1 – 3 | 0.03 – 0.1 | |
| มีความคมสูง | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| สเตนเลส สตีล (ออสเทนนิติก) SUS304, ฯลฯ X5CrNi18-9, ฯลฯ SUS304, ฯลฯ X5CrNi18-9, ฯลฯ สเตนเลส สตีล (มาร์เทนซิติก และเฟอร์ริติก) SUS430, ฯลฯ X6Cr17, ฯลฯ สเตนเลส สตีล (มาร์เทนซิติก และเฟอร์ริติก) SUS430, ฯลฯ X6Cr17, ฯลฯ สเตนเลส สตีล (ตกตะกอนชุบแข็ง)SUS630, ฯลฯ X5CrNiCuNb16-4, ฯลฯ |
ตัวเลือกแรก | JS | SH725 | 50 – 180 | 0.1 – 1.25 | 0.03 – 0.1 | ||
| มีความคมสูง | JSS | SH725 | 50 – 180 | 0.1 – 1.5 | 0.03 – 0.1 | |||
| เครื่องกลึง CNC ขนาดเล็ก | เหล็กกล้าคาร์บอนต่ำ SS400, ฯลฯ E275A, ฯลฯ SS400, ฯลฯ E275A, ฯลฯ เหล็กกล้าคาร์บอน S45C, ฯลฯ C45, ฯลฯ เหล็กกล้าคาร์บอน S45C, ฯลฯ C45, ฯลฯ เหล็กกล้าอัลลอยด์ต่ำ SCM415, ฯลฯ 18CrMo4, ฯลฯ เหล็กกล้าอัลลอยด์ต่ำ SCM415, ฯลฯ 18CrMo4, ฯลฯ เหล็กกล้าอัลลอยด์ SCM440, ฯลฯ 42CrMo4, ฯลฯ |
ตัวเลือกแรก | SS | AH725 | 50 – 180 | 0.15 – 1.5 | 0.05 – 0.2 | |
| TS | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||||
| เพื่อการปรับปรุงพื้นผิว | SS | NS9530 | 50 – 200 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | NS9530 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||||
| ต้านทานการสึกหรอ | SS | GT9530 | 50 – 250 | 0.15 – 1.5 | 0.05 – 0.2 | |||
| TS | GT9530 | 50 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||||
| สเตนเลส สตีล (ออสเทนนิติก) SUS304, ฯลฯ X5CrNi18-9, ฯลฯ SUS304, ฯลฯ X5CrNi18-9, ฯลฯ สเตนเลส สตีล (มาร์เทนซิติก และเฟอร์ริติก)SUS430, ฯลฯ X6Cr17, ฯลฯ สเตนเลส สตีล (มาร์เทนซิติก และเฟอร์ริติก) SUS430, ฯลฯ X6Cr17, ฯลฯ สเตนเลส สตีล (ตกตะกอนชุบแข็ง) SUS630, ฯลฯ X5CrNiCuNb16-4, ฯลฯ |
ตัวเลือกแรก | SS | AH725 | 50 – 150 | 0.15 – 1.5 | 0.05 – 0.2 | ||
| ทนต่อแรงกระแทก | TS | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 |
สำหรับงานคว้านใน
| ISO | วัสดุชิ้นงาน | เกรด | ความเร็วตัด Vc (ม./นาที) |
ระยะกินลึก ap (มม.) |
อัตราป้อน f (มม./รอบ) |
|
|---|---|---|---|---|---|---|
| ตัวลือกแรก | ตัวเลือกที่สอง | |||||
| เหล็กกล้าคาร์บอนต่ำ / เหล็กกล้าอัลลอยด์ต่ำ | T9215 | – | 120 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| เหล็กกล้าคาร์บอน / เหล็กกล้าอัลลอยด์ต่ำ | T9215 | – | 80 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| AH8015 | – | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| สเตนเลส สตีล (ออสเทนนิติก) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| สเตนเลส สตีล (มาร์เทนซิติก และเฟอร์ริติก) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| สเตนเลส สตีล (ตกตะกอนชุบแข็ง) | AH8015 | – | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | |
| – | AH725 | 50 – 150 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | T9215 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| เหล็กหล่อสีเทา | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| เหล็กหล่อเหนียว | T9215 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | |
| T9225 | – | 100 – 350 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH8015 | 50 – 200 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | AH725 | 50 – 180 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | NS9530 | 80 – 250 | 0.3 – 2 | 0.08 – 0.3 | ||
| – | GT9530 | 80 – 300 | 0.3 – 2 | 0.08 – 0.3 | ||
| โลหะผสมอลูมิเนียม | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| โลหะผสมทองแดง | KS05F | – | 100 – 300 | 0.3 – 2 | 0.08 – 0.3 | |
| โลหะผสมไททาเนียม | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| โลหะผสมนิกเกิล | AH8015 | – | 20 – 80 | 0.3 – 2 | 0.08 – 0.3 | |
| เหล็กชุบแข็ง | BXA20 | – | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | |
| – | BXA10 | 50 – 220 | 0.12 – 0.8 | 0.1 – 0.3 | ||
CBN-tipped DXGQ/U inserts
| ISO | Grade | Workpiece condition | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
| BXA10 | Continuous | 100 – 230 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Light interrupted | 100 – 230 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BXA20 | Continuous | 60 – 180 | 0.05 – 0.5 | 0.05 – 0.3 | |
| Interrupted | 60 – 180 | 0.05 – 0.3 | 0.05 – 0.2 | ||
| BR35F | Heavy interrupted | 50 – 150 | 0.05 – 0.3 | 0.05 – 0.2 |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ