

หัวกัดปาดหยาบที่ให้ประสิทธิภาพสูงพร้อมคมตัดแบบฟันปลา
หัวกัดปาดประสิทธิภาพสูงพร้อมกับตัวหักเศษเพื่อลดการสั่นสะท้านเพิ่มความเสถียรและเพิ่มประสิทธิภาพในการกัดหยาบด้วยระยะยื่นที่ยาว

การใช้งาน & คุณสมบัติ
การใช้งาน


คุณสมบัติ
1. ออกแบบมาเพื่อขจัดการสั่นสะท้าน
คมตัดแบบฟันปลา เศษชิพจะมีขนาดเล็ก ช่วยลดการสั่นสะท้าน

2. ออกแบบอย่างเฉียบแหลมและเป็นมิตรกับผู้ใช้งาน
3. เม็ดมีด 2 แบบสามารถวางได้ในหัวกัดปาดเดียวกัน
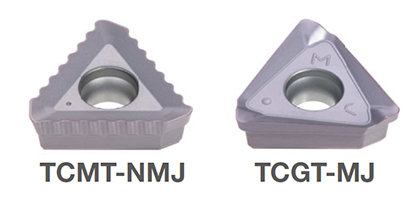
เม็ดมีด & เกรด
เม็ดมีด

เกรดหลัก
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
T3225
![]()
![]()
- ต้านทานการบิ่น และการแตกหักสูง
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
T1215
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการบิ่นได้ดี
- เหมาะสำหรับวัสดุเหล็กหล่อ
หัวกัดปาด
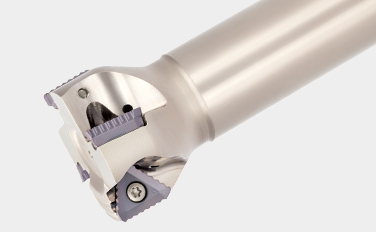
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPTC16 (ø50 – ø100 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก

ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SS400 |
| ด้ามจับ: | LPTC16J063B25.4L061R03 (ø63, z = 3) |
| เม็ดมีด: | TCMT160620PDER-NMJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (Competitor: Vc = 105) (ม./นาที) fz = 0.2 (มม./ฟัน) Vf = 455 (มม./นาที) ap = 50 (มม.) ae = 10 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: อากาศ เครื่องจักร: ทาวเวอร์ M/C, BT50 |

ตัวอย่างที่ #2
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Bracket |
| วัสดุ: | SCSiMn2H |
| ด้ามจับ: | LPTC16M080B32.0L076R04 (ø80, z = 4) |
| เม็ดมีด: | TCMT160620PDER-NMJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 135 (Competitor: Vc = 126) (ม./นาที) fz = 0.33 (Competitor: fz = 0.3) (มม./ฟัน) Vf = 709 (มม./นาที) ap = 75 (มม.) ae = 5 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย้น: อากาศ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C, BT40 |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Flange |
| วัสดุ: | FC300 / GG30 |
| ด้ามจับ: | TPTC16M050B22.0R04 (ø50, z = 4) |
| เม็ดมีด: | TCMT160620PDER-NMJ |
| เกรด: | AH120 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 0.18 (มม./ฟัน) Vf = 700 (มม./นาที) ap = 2 (มม.) ae = 10 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: แบบเปียก เครื่องจักร: เครื่องกลึงแนวนอน M/C, BT40 |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece materials | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, S20S, etc. C15, C20, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 250 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 300 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 250 | 0.08 – 0.20 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 230 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 280 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 230 | 0.08 – 0.20 | |||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | NMJ* | 100 – 180 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 200 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 180 | 0.08 – 0.20 | |||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 250HB | First choice | AH3135 | NMJ* | 90 – 200 | 0.08 – 0.15 | |
| Wear resistance | T3225 | NMJ* | 90 – 250 | 0.08 – 0.15 | |||
| For finishing | AH3135 | MJ | 90 – 200 | 0.08 – 0.20 | |||
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH8015 | NMJ* | 20 – 60 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | NMJ* | 20 – 60 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 20 – 60 | 0.08 – 0.18 | |||
| Heat-resistant alloys Inconel718, etc. |
– | First choice | AH8015 | NMJ* | 20 – 40 | 0.08 – 0.13 | |
| For finishing | AH8015 | MJ | 20 – 40 | 0.08 – 0.15 |
* When using the -NMJ chipbreaker, do not feed higher than 0.15 mm/t.
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ