

หัวกัดอัตราป้อนสูงเส้นผ่านศูนย์กลางขนาดเล็กพร้อมการออกแบบที่ทนทานเพื่อความมั่นคงและประสิทธิภาพ
หัวกัดอัตราป้อนสูงแบบเปลี่ยนเม็ดมีดได้ มีขนาดเส้นผ่านศูนย์กลางเล็กสุดถึง ø8 มม. ให้การตัดและการควบคุมเศษที่มีประสิทธิภาพในการใช้งานที่หลากหลาย


การใช้งาน & คุณสมบัติ
การใช้งาน











คุณสมบัติ
1. สร้างขึ้นเพื่อทำงานในสภาวะการตัดเฉือนที่สูงขึ้น
มุมของเม็ดมีดที่แข็งแรงและหนาได้รับการออกแบบมาให้ทนทานต่อการแตกหักในงานอัตราป้อนสูง

มุมเม็ดมีดหนาสูงสุด หนากว่าคู่แข่งถึง 10%
สกรู M2 ช่วยลดการขาดของคอสกรูภายใต้แรงตัดสูง สกรูที่ใหญ่ขึ้นช่วยเพิ่มการยึดเกาะของเม็ดมีดและการจัดการที่ง่ายดาย
2. มุมเอียงที่เป็นบวกของเม็ดมีดช่วยให้การคายเศษเป็นไปอย่างราบรื่น
คมตัดที่เป็นมุมบวกมีส่วนช่วยในการควบคุมการก่อตัวของเศษและการคายเศษได้ง่ายเมื่อทำการตัดเฉือนแบบเข้าร่องบ่าและร่อง Slotting
มุมเอียงที่เป็นบวก
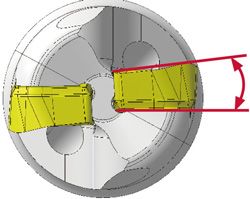
3. ออกแบบให้มีมุมเข้างานขนาดเล็กเพื่อคุมการสั่นสะท้านและเพิ่มความเสถียร TungForceFeed ช่วยเพิ่มประสิทธิภาพและอายุการใช้งานของเครื่องมือได้อย่างมาก แม้ในขณะที่การตัดเฉือนในพื้นที่ที่มีระยะยื่นยาวที่เข้าถึงยาก
เม็ดมีด & เกรด
เม็ดมีด

LSMT-HM
- เม็ดมีดอัตราป้อนสูง
- ระยะกินลึกสูงสุด: 0.5 มม.
- ให้ประสิทธิภาพการตัดเฉือนในการใช้งานที่หลากหลาย
- เม็ดมีดตัวเลือกแรกสำหรับการใช้งานที่หลากหลาย รวมทั้งการ slotting, pocketing หรือพื้นที่ที่มีระยะยื่นยาวที่เข้าถึงยาก

LSMT-MM
- เม็ดมีด R2
- ระยะกินลึกสูงสุด: 2.0 มม.
- เม็ดมีดสำหรับการขึ้นรูปที่สมบูรณ์แบบเหมาะสำหรับการกัดกึ่งหยาบและกึ่งผิวสำเร็จของชิ้นส่วนแม่พิมพ์และแม่พิมพ์
- รูปทรงการตัดอิสระช่วยลดการสะท้านและปรับปรุงคุณภาพผิวสำเร็จ
- มี Wiper ด้านข้างในตัวช่วยลดการเกิด burr บนผนังและมุมในขณะที่ปรับปรุงความแม่นยำของผนัง
เกรด
AH3225
![]()
![]()
- เทคโนโลยีการเคลือบผิวหลายชั้นระดับนาโนพร้อมคุณสมบัติหลักสามประการเพื่อความสมบูรณ์ของคมตัดที่ดีที่สุด
- เพิ่มความทนทานต่อการสึกหรอ การแตกหัก การเกิดออกซิเดชัน การเกาะตัวของเศษบนขอบ และการหลุดร่อน
AH8015
![]()
![]()
![]()
![]()
- รวมชั้นเคลือบผิวแข็งและพื้นผิวคาร์ไบด์
- ทนทานต่อการสึกหรอ ความร้อน พร้อมคมตัดที่แข็งแรง เหมาะอย่างยิ่งสำหรับการตัดเฉือนวัสดุที่มีผิวแข็ง
หัวกัดปาด
รูปแบบด้าม

EXLS (ø8 – ø25 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับการกัดอัตราป้อนสูง, แบบ Screw-On
หัวแบบโมดูลาร์

HXLS (ø8 – ø25 มม.)
หัวแบบโมดูลาร์(TungFlex) สำหรับการกัดอัตราป้อนสูง
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมการบินและอวกาศ
| ชิ้นงาน: | Turbine blade |
| วัสดุ: | อินโคเนล 939 |
| หัวกัด: | EXLS02M008C8.0LH16R01 (ø8, CICT = 1) |
| เม็ดมีด: | LSMT0202ZER-HM |
| เกรด: | AH8015 |
| เงื่อนไขการตัดเฉือน: | Vc = 30 (ม./นาที) fz = 0.2(มม./ฟัน) (คู่แข่ง:fz = 0.05) ap = 0.3 (มม.) ae = 8 (มม.) การใช้งาน: การเซาะร่อง ระบบหล่อเย็น: ไมใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง MC, BT50 |

ตัวอย่างที่ #2
อุตสาหกรรมแม่พิมพ์
| ชิ้นงาน: | Stamping die part |
| วัสดุ: | SKD11 (ก่อนชุบแข็ง) |
| หัวกัด: | HXLS02M010M06R02 (ø10, CICT = 2) |
| เม็ดมีด: | LSMT0202ZER-HM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 120 (ม./นาที) fz = 0.6 (มม./ฟัน) ap = 0.3 (มม.) ae = 5 (มม.) การใช้งาน: เจาะพ็อคเก็ต ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร : เครื่องกลึงแนวตั้ง MC, BT40 |

ตัวอย่างที่ #3
Die and Mold Industry
| ชิ้นงาน: | Stamping die part |
| วัสดุ: | SKD61 (45HRC) |
| หัวกัด: | EXLS02M012C12.0LH50R02 (ø12, CICT = 2) |
| เม็ดมีด: | LSMT0202ZER-HM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 113 (ม./นาที) fz = 0.5 (คู่แข่ง:fz = 0.1) (มม./ฟัน) ap = 0.3 (มม.) ae = 12 (มม.) การใช้งาน: กลึงด้านหน้า ระบบหล่อเย็น: อากาศ เครื่องจักร: เครื่องกลึงแนวตั้ง MC, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราปอนต่อฟัน fz (มม./ฟัน) |
เส้นผ่านศูนย์กลางเครื่องมือ: øDc (มม.), จำนวนรอบ: n (นาที-1), อัตราป้อน: Vf (มม./นาที), ระยะกินลึกสูงสุด: ap = 0.5 มม., จำนวนของฟัน: CICT | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8, CICT = 1 | ø10, CICT = 2 | ø12 | ø16 | ø20 | ø25 | ||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 6 | CICT = 8 | ||||||||||||||||
| เหล็กกล้าคาร์บอน (S45C / C45, S55C / C55, ฯลฯ) |
– 300HB | ตัวเลือกแรก | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | ต้านทานการสึกหรอ | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 ม./นาที, fz = 0.5 มม./ฟัน | ||||||||||||||||||
| เหล็กกล้าผสม (SCM440 / 42CrMo4, ฯลฯ) |
– 300HB | ตัวเลือกแรก | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | ต้านทานการสึกหรอ | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 ม./นาที, fz = 0.5 มม./ฟัน | ||||||||||||||||||
| เหล็กชุบแข็ง (NAK80, PX5, ฯลฯ) |
30 – 40HRC | ตัวเลือกแรก | AH8015 | 100 – 200 | 0.2 – 0.5 | 5,970 | 2,390 | 4,780 | 3,820 | 3,980 | 3,180 | 4,780 | 2,990 | 3,590 | 5,980 | 2,390 | 4,780 | 5,740 | 1,910 | 4,590 | 6,120 | ||
| 30 – 40HRC | ต้านทานการกระแทก | AH3225 | 100 – 200 | 0.2 – 0.5 | Vc = 150 ม./นาที, fz = 0.4 มม./ฟัน | ||||||||||||||||||
| สเตนเลสสตีล (SUS304 / X5CrNi18-9, (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, ฯลฯ) |
– 200HB | ตัวเลือกแรก | AH3225 | 100 – 150 | 0.2 – 0.5 | 4,780 | 1,910 | 3,820 | 3,060 | 3,190 | 2,550 | 3,830 | 2,390 | 2,870 | 4,780 | 1,910 | 3,820 | 4,590 | 1,530 | 3,680 | 4,900 | ||
| Vc = 120 ม./นาที, fz = 0.4 มม./ฟัน | |||||||||||||||||||||||
| เหล็กหล่อสีเทา (FC250 / 250 / GG25, (FC250 / 250 / GG25, FC300 / 300 / GG30, ฯลฯ) |
150 – 250HB | ตัวเลือกแรก | AH8015 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| 150 – 250HB | ต้านทานการกระแทก | AH3225 | 100 – 300 | 0.2 – 0.8 | Vc = 200 ม./นาที, fz = 0.5 มม./ฟัน | ||||||||||||||||||
| เหล็กหล่อเหนียว (FCD600 / 600-3 / GGG60, ฯลฯ) |
150 – 250HB | ตัวเลือกแรก | AH8015 | 80 – 200 | 0.2 – 0.8 | 5,970 | 2,990 | 4,780 | 4,780 | 3,980 | 3,980 | 5,970 | 2,990 | 4,490 | 7,480 | 2,390 | 5,980 | 7,170 | 1,530 | 4,590 | 6,120 | ||
| 150 – 250HB | ต้านทานการกระแทก | AH3225 | 80 – 200 | 0.2 – 0.8 | Vc = 150 ม./นาที, fz = 0.5 มม./ฟัน | ||||||||||||||||||
| โลหะผสมไทเทเนียม (Ti-6Al-4V, ฯลฯ) |
– 40HRC | ตัวเลือกแรก | AH3225 | 30 – 60 | 0.1 – 0.3 | 1,590 | 320 | 1,270 | 510 | 1,060 | 420 | 640 | 800 | 480 | 800 | 640 | 640 | 770 | 510 | 620 | 820 | ||
| – 40HRC | ต้านทานการสึกหรอ | AH8015 | 30 – 60 | 0.1 – 0.3 | Vc = 40 ม./นาที, fz = 0.2 มม./ฟัน | ||||||||||||||||||
| โลหะผสมทนความร้อน (อินโคเนล, แฮสเตลอยด์, ฯลฯ) |
– 40HRC | ตัวเลือกแรก | AH8015 | 20 – 50 | 0.1 – 0.3 | 1,190 | 240 | 1,000 | 400 | 800 | 320 | 480 | 600 | 360 | 600 | 480 | 480 | 580 | 380 | 460 | 460 | ||
| – 40HRC | ต้านทานการกระแทก | AH3225 | 20 – 50 | 0.1 – 0.3 | Vc = 30 ม./นาที, fz = 0.2 มม./ฟัน | ||||||||||||||||||
| เหล็กกล้าแบบแข็ง | SKD61 / X40CrMoV5-1, ฯลฯ | 40 – 50HRC | ตัวเลือกแรก | AH8015 | 80 – 150 | 0.1 – 0.5 | 4,780 | 1,430 | 3,820 | 2,290 | 3,190 | 1,910 | 2,870 | 2,390 | 2,150 | 3,590 | 1,910 | 2,870 | 3,440 | 1,530 | 2,760 | 3,680 | |
| Vc = 120 ม./นาที, fz = 0.3 มม./ฟัน | |||||||||||||||||||||||
| SKD11 / X153CrMoV12, ฯลฯ | 50~60HRC | ตัวเลือกแรก | AH8015 | 50 – 70 | 0.1 – 0.3 | 2,390 | 480 | 1,910 | 760 | 1,590 | 640 | 950 | 1,190 | 710 | 1,190 | 950 | 950 | 1,140 | 760 | 920 | 1,220 | ||
| Vc = 60 ม./นาที, fz = 0.2 มม./ฟัน | |||||||||||||||||||||||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.