

หัวกัดอัตราป้อนสูงเส้นผ่านศูนย์กลางขนาดเล็กพร้อมการออกแบบที่ทนทานเพื่อความมั่นคงและประสิทธิภาพ
หัวกัดอัตราป้อนสูงแบบเปลี่ยนเม็ดมีดได้ มีขนาดเส้นผ่านศูนย์กลางเล็กสุดถึง ø8 มม. ให้การตัดและการควบคุมเศษที่มีประสิทธิภาพในการใช้งานที่หลากหลาย


การใช้งาน & คุณสมบัติ
การใช้งาน











คุณสมบัติ
1. สร้างขึ้นเพื่อทำงานในสภาวะการตัดเฉือนที่สูงขึ้น
มุมของเม็ดมีดที่แข็งแรงและหนาได้รับการออกแบบมาให้ทนทานต่อการแตกหักในงานอัตราป้อนสูง

มุมเม็ดมีดหนาสูงสุด หนากว่าคู่แข่งถึง 10%
สกรู M2 ช่วยลดการขาดของคอสกรูภายใต้แรงตัดสูง สกรูที่ใหญ่ขึ้นช่วยเพิ่มการยึดเกาะของเม็ดมีดและการจัดการที่ง่ายดาย
2. มุมเอียงที่เป็นบวกของเม็ดมีดช่วยให้การคายเศษเป็นไปอย่างราบรื่น
คมตัดที่เป็นมุมบวกมีส่วนช่วยในการควบคุมการก่อตัวของเศษและการคายเศษได้ง่ายเมื่อทำการตัดเฉือนแบบเข้าร่องบ่าและร่อง Slotting
มุมเอียงที่เป็นบวก
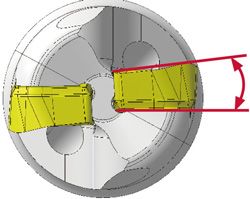
3. ออกแบบให้มีมุมเข้างานขนาดเล็กเพื่อคุมการสั่นสะท้านและเพิ่มความเสถียร TungForceFeed ช่วยเพิ่มประสิทธิภาพและอายุการใช้งานของเครื่องมือได้อย่างมาก แม้ในขณะที่การตัดเฉือนในพื้นที่ที่มีระยะยื่นยาวที่เข้าถึงยาก
เม็ดมีด & เกรด
เม็ดมีด

LSMT-HM
- เม็ดมีดอัตราป้อนสูง
- ระยะกินลึกสูงสุด: 0.5 มม.
- ให้ประสิทธิภาพการตัดเฉือนในการใช้งานที่หลากหลาย
- เม็ดมีดตัวเลือกแรกสำหรับการใช้งานที่หลากหลาย รวมทั้งการ slotting, pocketing หรือพื้นที่ที่มีระยะยื่นยาวที่เข้าถึงยาก

LSMT-MM
- เม็ดมีด R2
- ระยะกินลึกสูงสุด: 2.0 มม.
- เม็ดมีดสำหรับการขึ้นรูปที่สมบูรณ์แบบเหมาะสำหรับการกัดกึ่งหยาบและกึ่งผิวสำเร็จของชิ้นส่วนแม่พิมพ์และแม่พิมพ์
- รูปทรงการตัดอิสระช่วยลดการสะท้านและปรับปรุงคุณภาพผิวสำเร็จ
- มี Wiper ด้านข้างในตัวช่วยลดการเกิด burr บนผนังและมุมในขณะที่ปรับปรุงความแม่นยำของผนัง
เกรด
AH3225
![]()
![]()
- เทคโนโลยีการเคลือบผิวหลายชั้นระดับนาโนพร้อมคุณสมบัติหลักสามประการเพื่อความสมบูรณ์ของคมตัดที่ดีที่สุด
- เพิ่มความทนทานต่อการสึกหรอ การแตกหัก การเกิดออกซิเดชัน การเกาะตัวของเศษบนขอบ และการหลุดร่อน
AH8015
![]()
![]()
![]()
![]()
- รวมชั้นเคลือบผิวแข็งและพื้นผิวคาร์ไบด์
- ทนทานต่อการสึกหรอ ความร้อน พร้อมคมตัดที่แข็งแรง เหมาะอย่างยิ่งสำหรับการตัดเฉือนวัสดุที่มีผิวแข็ง
หัวกัดปาด
รูปแบบด้าม

EXLS (ø8 – ø25 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับการกัดอัตราป้อนสูง, แบบ Screw-On
หัวแบบโมดูลาร์

HXLS (ø8 – ø25 มม.)
หัวแบบโมดูลาร์(TungFlex) สำหรับการกัดอัตราป้อนสูง
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมการบินและอวกาศ
| ชิ้นงาน: | Turbine blade |
| วัสดุ: | อินโคเนล 939 |
| หัวกัด: | EXLS02M008C8.0LH16R01 (ø8, CICT = 1) |
| เม็ดมีด: | LSMT0202ZER-HM |
| เกรด: | AH8015 |
| เงื่อนไขการตัดเฉือน: | Vc = 30 (ม./นาที) fz = 0.2(มม./ฟัน) (คู่แข่ง:fz = 0.05) ap = 0.3 (มม.) ae = 8 (มม.) การใช้งาน: การเซาะร่อง ระบบหล่อเย็น: ไมใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง MC, BT50 |

ตัวอย่างที่ #2
อุตสาหกรรมแม่พิมพ์
| ชิ้นงาน: | Stamping die part |
| วัสดุ: | SKD11 (ก่อนชุบแข็ง) |
| หัวกัด: | HXLS02M010M06R02 (ø10, CICT = 2) |
| เม็ดมีด: | LSMT0202ZER-HM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 120 (ม./นาที) fz = 0.6 (มม./ฟัน) ap = 0.3 (มม.) ae = 5 (มม.) การใช้งาน: เจาะพ็อคเก็ต ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร : เครื่องกลึงแนวตั้ง MC, BT40 |

ตัวอย่างที่ #3
Die and Mold Industry
| ชิ้นงาน: | Stamping die part |
| วัสดุ: | SKD61 (45HRC) |
| หัวกัด: | EXLS02M012C12.0LH50R02 (ø12, CICT = 2) |
| เม็ดมีด: | LSMT0202ZER-HM |
| เกรด: | AH3225 |
| เงื่อนไขการตัดเฉือน: | Vc = 113 (ม./นาที) fz = 0.5 (คู่แข่ง:fz = 0.1) (มม./ฟัน) ap = 0.3 (มม.) ae = 12 (มม.) การใช้งาน: กลึงด้านหน้า ระบบหล่อเย็น: อากาศ เครื่องจักร: เครื่องกลึงแนวตั้ง MC, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราปอนต่อฟัน fz (มม./ฟัน) |
เส้นผ่านศูนย์กลางเครื่องมือ: øDc (มม.), จำนวนรอบ: n (นาที-1), อัตราป้อน: Vf (มม./นาที), ระยะกินลึกสูงสุด: ap = 0.5 มม., จำนวนของฟัน: CICT | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8, CICT = 1 | ø10, CICT = 2 | ø12 | ø16 | ø20 | ø25 | ||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 6 | CICT = 8 | ||||||||||||||||
| เหล็กกล้าคาร์บอน (S45C / C45, S55C / C55, ฯลฯ) |
– 300HB | ตัวเลือกแรก | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | ต้านทานการสึกหรอ | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 ม./นาที, fz = 0.5 มม./ฟัน | ||||||||||||||||||
| เหล็กกล้าผสม (SCM440 / 42CrMo4, ฯลฯ) |
– 300HB | ตัวเลือกแรก | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | ต้านทานการสึกหรอ | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 ม./นาที, fz = 0.5 มม./ฟัน | ||||||||||||||||||
| เหล็กชุบแข็ง (NAK80, PX5, ฯลฯ) |
30 – 40HRC | ตัวเลือกแรก | AH8015 | 100 – 200 | 0.2 – 0.5 | 5,970 | 2,390 | 4,780 | 3,820 | 3,980 | 3,180 | 4,780 | 2,990 | 3,590 | 5,980 | 2,390 | 4,780 | 5,740 | 1,910 | 4,590 | 6,120 | ||
| 30 – 40HRC | ต้านทานการกระแทก | AH3225 | 100 – 200 | 0.2 – 0.5 | Vc = 150 ม./นาที, fz = 0.4 มม./ฟัน | ||||||||||||||||||
| สเตนเลสสตีล (SUS304 / X5CrNi18-9, (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, ฯลฯ) |
– 200HB | ตัวเลือกแรก | AH3225 | 100 – 150 | 0.2 – 0.5 | 4,780 | 1,910 | 3,820 | 3,060 | 3,190 | 2,550 | 3,830 | 2,390 | 2,870 | 4,780 | 1,910 | 3,820 | 4,590 | 1,530 | 3,680 | 4,900 | ||
| Vc = 120 ม./นาที, fz = 0.4 มม./ฟัน | |||||||||||||||||||||||
| เหล็กหล่อสีเทา (FC250 / 250 / GG25, (FC250 / 250 / GG25, FC300 / 300 / GG30, ฯลฯ) |
150 – 250HB | ตัวเลือกแรก | AH8015 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| 150 – 250HB | ต้านทานการกระแทก | AH3225 | 100 – 300 | 0.2 – 0.8 | Vc = 200 ม./นาที, fz = 0.5 มม./ฟัน | ||||||||||||||||||
| เหล็กหล่อเหนียว (FCD600 / 600-3 / GGG60, ฯลฯ) |
150 – 250HB | ตัวเลือกแรก | AH8015 | 80 – 200 | 0.2 – 0.8 | 5,970 | 2,990 | 4,780 | 4,780 | 3,980 | 3,980 | 5,970 | 2,990 | 4,490 | 7,480 | 2,390 | 5,980 | 7,170 | 1,530 | 4,590 | 6,120 | ||
| 150 – 250HB | ต้านทานการกระแทก | AH3225 | 80 – 200 | 0.2 – 0.8 | Vc = 150 ม./นาที, fz = 0.5 มม./ฟัน | ||||||||||||||||||
| โลหะผสมไทเทเนียม (Ti-6Al-4V, ฯลฯ) |
– 40HRC | ตัวเลือกแรก | AH3225 | 30 – 60 | 0.1 – 0.3 | 1,590 | 320 | 1,270 | 510 | 1,060 | 420 | 640 | 800 | 480 | 800 | 640 | 640 | 770 | 510 | 620 | 820 | ||
| – 40HRC | ต้านทานการสึกหรอ | AH8015 | 30 – 60 | 0.1 – 0.3 | Vc = 40 ม./นาที, fz = 0.2 มม./ฟัน | ||||||||||||||||||
| โลหะผสมทนความร้อน (อินโคเนล, แฮสเตลอยด์, ฯลฯ) |
– 40HRC | ตัวเลือกแรก | AH8015 | 20 – 50 | 0.1 – 0.3 | 1,190 | 240 | 1,000 | 400 | 800 | 320 | 480 | 600 | 360 | 600 | 480 | 480 | 580 | 380 | 460 | 460 | ||
| – 40HRC | ต้านทานการกระแทก | AH3225 | 20 – 50 | 0.1 – 0.3 | Vc = 30 ม./นาที, fz = 0.2 มม./ฟัน | ||||||||||||||||||
| เหล็กกล้าแบบแข็ง | SKD61 / X40CrMoV5-1, ฯลฯ | 40 – 50HRC | ตัวเลือกแรก | AH8015 | 80 – 150 | 0.1 – 0.5 | 4,780 | 1,430 | 3,820 | 2,290 | 3,190 | 1,910 | 2,870 | 2,390 | 2,150 | 3,590 | 1,910 | 2,870 | 3,440 | 1,530 | 2,760 | 3,680 | |
| Vc = 120 ม./นาที, fz = 0.3 มม./ฟัน | |||||||||||||||||||||||
| SKD11 / X153CrMoV12, ฯลฯ | 50~60HRC | ตัวเลือกแรก | AH8015 | 50 – 70 | 0.1 – 0.3 | 2,390 | 480 | 1,910 | 760 | 1,590 | 640 | 950 | 1,190 | 710 | 1,190 | 950 | 950 | 1,140 | 760 | 920 | 1,220 | ||
| Vc = 60 ม./นาที, fz = 0.2 มม./ฟัน | |||||||||||||||||||||||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ