

หัวกัดปาดหน้าพร้อมเม็ดมีด 8 คมตัดเพื่อการกัดปาดแบบสูงสุด
หัวกัดพร้อมเม็ดมีด 8 มุมเพื่อประสิทธิภาพสูงในการกัดปาดหน้า


การใช้งาน & คุณสมบัติ
การใช้งาน

คุณสมบัติ
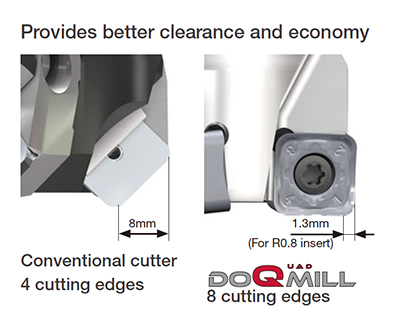
1. หัวกัดปาดหน้าที่มีความประหยัดและเพื่อการกัดปาดแบบสูงสุด
• ออกแบบมาเพื่อหลีกเลี่ยงการสัมผัสกันของเครื่องมือในการกัดหยาบและกัดละเอียด
• ยังสามรถใช้เม็ดมีดไวเปอร์ได้ สำหรับผิวสำเร็จที่ต้องการความแม่นยำ
2. การออกแบบหัวกัดที่ปรับให้เหมาะสมสำหรับแรงตัดต่ำและการป้องกันการสั่นสะเทือน
• ประสิทธิภาพการตัดที่มั่นคงเนื่องจากคมตัดที่มีรูปทรงเว้า
• เม็ดมีดเสริมความแข็งแรงทนทานต่อการแตกหัก
เม็ดมีด & เกรด
เม็ดมีด

เกรดหลัก
AH3135
![]()
![]()
- ต้านทานการแตกหักสูง
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
T1215
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการบิ่นได้ดี
- เหมาะสำหรับวัสดุเหล็กหล่อ
T3225
![]()
![]()
- ต้านทานการบิ่น และการแตกหักสูง
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
หัวกัดปาด
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

THSN12 (ø50 – ø100 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาด
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Steering knuckle |
| วัสดุ: | FCD450 |
| หัวกัด: | THSN12M050B22.0R04 (ø50 มม., z = 4) |
| เม็ดมีด: | SNMU120620EN-MM |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 142 (ม./นาที) fz = 0.22 (มม./ฟัน) Vf = 800 (มม./นาที) ap = 2 (มม.) ae = 30 (มม.) การใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : อุปกรณ์ภายนอก เครื่องจักร : เครื่องกลึงแนวตั้ง M/C |

ตัวอย่างที่ #2
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Shaft |
| วัสดุ: | เหล็กกล้าผสม (35HRC) |
| หัวกัด: | THSN12M050B22.0R04 (ø50 มม., z = 4) |
| เม็ดมีด: | SNMU120620EN-MM |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 236 (ม./นาที) fz = 0.1 (มม./ฟัน) Vf = 600 (มม./นาที) ap = 2 (มม.) ae = 35 (มม.) การใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : อุปกรณ์ภายนอก เครื่องจักร : เครื่องกลึงแนวตั้ง M/C |

ตัวอย่างที่ #3
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Shaft |
| วัสดุ: | เหล็กกล้าผสม |
| หัวกัด: | THSN12M050B22.0R04 (ø50 มม., z = 4) |
| เม็ดมีด: | SNMU120620EN-MM |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 157 (ม./นาที) fz = 0.2 (มม./ฟัน) Vf = 800 (มม./นาที) ap = 2 (มม.) ae = 40 (มม.) การใช้งาน : กลึงขอบ ระบบหล่อเย็น : ส่นเสริมภายนอก เครื่องจักร : เครื่องกลึงแนวตั้ง M/C |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steels S15C, etc. C15E4, etc., C15E, etc. |
– 200HB | First choice | AH3225 | MM | 100 – 250 | 0.06 – 0.3 | |
| For wear resistance | T3225 | MM | 200 – 350 | 0.06 – 0.25 | |||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.06 – 0.3 | |
| For wear resistance | T3225 | MM | 180 – 300 | 0.06 – 0.25 | |||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MM | 100 – 200 | 0.06 – 0.25 | |
| For wear resistance | T3225 | MM | 150 – 250 | 0.06 – 0.2 | |||
| Austenitic stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MM | 100 – 200 | 0.06 – 0.25 | |
| For wear resistance | T3225 | MM | 100 – 200 | 0.06 – 0.2 | |||
| Cast stainless steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MM | 60 – 120 | 0.06 – 0.2 | |
| For fracture resistance | AH3135 | MM | 60 – 120 | 0.06 – 0.2 | |||
| Grey cast iron FC250, etc. 250, etc., GG25, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 350 | 0.06 – 0.3 | |
| For fracture resistance | T1215 | MM | 100 – 250 | 0.06 – 0.3 | |||
| Ductile cast iron FCD600, etc. 600-3, etc., GGG60, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 350 | 0.06 – 0.25 | |
| For fracture resistance | T1215 | MM | 80 – 200 | 0.06 – 0.3 | |||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MM | 30 – 60 | 0.06 – 0.2 | |
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 10 – 40 | 0.04 – 0.16 | |
| Hardened steel SKD61, etc., X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH3225 | MM | 80 – 130 | 0.04 – 0.16 | |
| Hardened steel SKD11, etc., X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.02 – 0.08 |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.