

เหมาะอย่างยิ่งสำหรับการกัดปาดหน้าเหล็กกล้าและเหล็กหล่อ
หัวกัดปาดที่มีตัวเลือกเม็ดมีด 4 แบบครอบคลุมทุกการใช้งาน

การใช้งาน & คุณสมบัติ
การใช้งาน


คุณสมบัติ
1. เม็ดมีดมีให้เลือกทั้งแบบหน้าเดียวหรือสองหน้า
- ONMU / ONHU: เม็ดมีดแปดเหลี่ยมสองด้าน (ประหยัด)
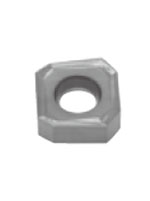
- SNMU / SNHU: เม็ดมีดสี่เหลี่ยมสองด้าน (ระยะกินลึกสูง)
- OWMT: เม็ดมีดแปดเหลี่ยมด้านเดียว (แรงตัดต่ำ, อัตราการป้อนสูง)
2. ยกระดับตัวเลือกหัวกัด
• หัวกัดปาดเส้นผ่านศูนย์กลาง >ø315 มม. หรือการออกแบบระยะพิทช์ชิดเป็นพิเศษเพื่อการกัดเหล็กหล่ออย่างมีประสิทธิภาพ

สำหรับวัตถุประสงค์ทั่วไป
การวางแนวที่เหมาะสมของช่องจ่ายน้ำหล่อเย็นซึ่งอยู่ในร่องคายเศษขนาดใหญ่ช่วยให้การคายเศษเป็นไปอย่างราบรื่น สกรูยึดขนาดใหญ่ช่วยให้เม็ดมีดยึดอย่างมั่นคงปลอดภัย
ขนาดหัวกัด: ø80 มม. – ø315 มม.

สำหรับการกัดเหล็กหล่ออย่างมีประสิทธิภาพ
เม็ดมีดมีความแข็งแรงเป็นสองเท่าเทียบกับหัวกัดแบบหนีบสกรูทั่วไปและถอดเปลี่ยนเม็ดมีดได้อย่างง่ายดาย
ขนาดหัวกัด: ø80 มม. – ø160 มม.
เม็ดมีด & เกรด
เม็ดมีด

ONHU07-W
- ONMU/ONHU เม็ดมีดไวเปอร์ 8 คมตัด
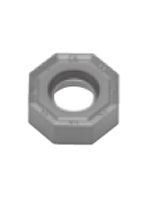
ON*U07-MJ / -ML
- เม็ดมีดทรงแปดเหลี่ยมสองด้านราคาสุดประหยัด สามารถใช้ได้ 16 มุม
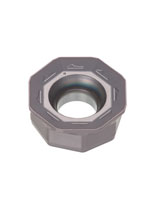
OWMT08-HJ
- เม็ดมีดทรงแปดเหลี่ยมมุมบวกพร้อมร่องคายเศษและหน้าลายหักเศษ HJ สามารถใช้ได้ 8 มุม

OWMT08-ML
- เม็ดมีดทรงแปดเหลี่ยมมุมบวกพร้อมร่องคายเศษและหน้าลายหักเศษ ML สามารถใช้ได้ 8 มุม
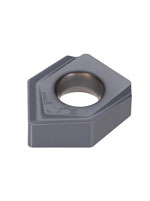
SNHU17-W
- เม็ดมีดไวเปอร์สองด้านที่มี 2 คมตัด ใช้กับเม็ดมีด SNMU/SNHU
SN*U17-MJ / -ML
- เม็ดมีดสี่เหลี่ยมสองด้านที่สามารถใช้ระยะกินลึกสูง
เกรดหลัก
AH3135
![]()
![]()
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
T3225
![]()
![]()
- ต้านทานการบิ่น และการแตกหักสูง
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
AH120
![]()
![]()
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับงานขึ้นรูปเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อ ในงานทั่วไป
หัวกัดปาด
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TAN07 (ø63 – ø315 มม.)
ตัวจับยึดแบบสกรู 45 องศาพร้อมเม็ดมีดสองด้านแปดเหลี่ยมหรือสี่เหลี่ยม
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TAN07-W (ø63 – ø200 มม.)
ตัวจับยึดแบบสกรู 45 องศาพร้อมเม็ดมีดสองด้านแปดเหลี่ยมหรือสี่เหลี่ยม
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Cylinder block |
| วัสดุ: | FC250 |
| หัวกัด: | TAN07R160M50.8-15 (ø160 มม., z = 15) |
| เม็ดมีด: | ONHU0705ANTN-ML |
| เกรด: | AH120 |
| เงื่อนไขการตัดเฉือน: | Vc = 180 (ม./นาที) fz = 0.18 → 0.2 (มม./ฟัน) Vf = 780 → 1080 (มม./นาที) ap = 3 (มม.) ae = 100 (มม.) การใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : ไม่ใช้ เครื่องจักร : เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #2
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Crank shaft |
| วัสดุ: | SCM435 / 34CrMo4 |
| หัวกัด: | TAN07R100M31.7-07 (ø100 มม., z = 7) |
| เม็ดมีด: | ONMU0705ANPN-ML |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 80 (ม./นาที) fz = 0.18 (มม./ฟัน) Vf = 320 (มม./นาที) ap = 3 (มม.) ae = 75 (มม.) การใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : แบบเปียก เครื่องจักร : เครื่องกลึงเฉพาะทาง |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Elbow |
| วัสดุ: | SCS10 / 25Cr5NiMoN |
| หัวกัด: | TAN07R200M47.6-12 (ø200 มม., z = 12) |
| เม็ดมีด: | OWMT0807AAER-ML |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 70 (ม./นาที) fz = 0.2 (มม./ฟัน) Vf = 267 (มม./นาที) ap = 1 (มม.) ae = 180 (มม.) กาใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : แบบเปียก เครื่องจักร : เครื่องกลึงแนวนอน M/C, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
Negative type
| ISO | Workpiece material | Hardness | Priority | Recommendation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
| Grade | Chipbreaker | ||||||
| Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200HB | First choice | AH3225 | MJ | 100 – 250 | 0.2 – 0.5 | |
| – 200HB | Fracture resistance | AH3135 | MJ | 100 – 250 | 0.2 – 0.5 | ||
| – 200HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.2 – 0.4 | ||
| – 200HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.2 – 0.4 | ||
| High carbon steel S45C, S55C, etc. C45, C55, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 230 | 0.2 – 0.4 | |
| 200 – 300 HB | Fracture resistance | AH3135 | MJ | 100 – 230 | 0.2 – 0.4 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.2 – 0.4 | ||
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 230 | 0.2 – 0.4 | ||
| Alloy steel SCM440, SCr415, etc. 42CrMo4, 17Cr3, etc. |
150 – 330 HB | First choice | AH3225 | MJ | 100 – 200 | 0.2 – 0.4 | |
| 150 – 330 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.2 – 0.4 | ||
| 150 – 330 HB | Wear resistance | T3225 | MJ | 150 – 250 | 0.2 – 0.4 | ||
| 150 – 330 HB | Low cutting force | AH3225 | ML | 100 – 200 | 0.2 – 0.4 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | 0.1 – 0.3 | |
| – 200HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast iron FC350, FC450 etc. GG35, GG45, etc. |
150 – 250HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.5 | |
| 150 – 250HB | Wear resistance | T1215 | MJ | 150 – 300 | 0.1 – 0.5 | ||
| 150 – 250HB | Low cutting force | AH8015 | ML | 100 – 250 | 0.1 – 0.5 | ||
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 300HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.5 | |
| 150 – 300HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.5 | ||
| 150 – 300HB | Low cutting force | AH8015 | ML | 80 – 200 | 0.1 – 0.5 | ||
| Titanium alloy Ti-6Al-4V, etc. |
– HRC 40 | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| Heat resistant alloy Inconel718, etc. |
– HRC 40 | First choice | AH8015 | ML | 10 – 40 | 0.05 – 0.15 | |
| Hardened steel | 40 – 50HRC | First choice | AH8015 | MJ | 80 – 130 | 0.1 – 0.2 | |
| 40 – 50HRC | Fracture resistance | AH3225 | MJ | 80 – 130 | 0.1 – 0.2 | ||
| 50 – 60HRC | First choice | AH8015 | MJ | 50 – 70 | 0.05 – 0.1 | ||
Positive type
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per tooth: fz (mm/t) | |
|---|---|---|---|---|---|---|---|
| ML | HJ* | ||||||
| Low carbon steel S15C, SS400, etc. C15E, etc. |
– 200HB | First choice | AH3135 | 100 – 300 | 0.1 – 0.4 | 0.5 – 1.5 | |
| High carbon steel S45C, S55C, etc. C45, C55, etc. |
200 – 300 HB | First choice | AH3135 | 100 – 230 | 0.1 – 0.3 | 0.5 – 1.5 | |
| Alloy steel SCM440, SCr415, etc. 42CrMo4, 17Cr3, etc. |
150 – 330 HB | First choice | AH3135 | 100 – 200 | 0.1 – 0.3 | 0.5 – 1.5 | |
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200HB | First choice | AH3135 | 100 – 150 | 0.1 – 0.3 | 0.3 – 0.7 | |
| – 200HB | Fracture resistance | AH130 | 100 – 150 | 0.1 – 0.3 | – | ||
| Grey cast iron FC350, FC450 etc. GG35, GG45, etc. |
150 – 250HB | First choice | AH3135 | 100 – 250 | 0.1 – 0.4 | 0.5 – 1.5 | |
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 250HB | First choice | AH3135 | 80 – 200 | 0.1 – 0.3 | 0.5 – 1.5 | |
| Titanium alloy Ti-6Al-4V, etc. |
– HRC 40 | First choice | AH3135 | 30 – 60 | 0.1 – 0.3 | 0.3 – 0.7 | |
| – HRC 40 | Fracture resistance | AH130 | 30 – 60 | 0.1 – 0.3 | – | ||
| Heat resistant alloy Inconel718, etc. |
– HRC 40 | First choice | AH3135 | 10 – 40 | 0.05 – 0.15 | 0.1 – 0.3 | |
| – HRC 40 | Fracture resistance | AH130 | 10 – 40 | 0.05 – 0.15 | – | ||
| Hardened steel | 40 – 50HRC | First choice | AH3135 | 80 – 130 | – | 0.1 – 0.3 | |
| 50 – 60HRC | First choice | AH3135 | 50 – 70 | – | 0.03 – 0.07 | ||
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ