

หัวกัดปาดบ่าฉากที่ให้ผลผลิตสูงและคุ้มค่า
หัวกัดปาดบ่าฉากสุดประหยัด ด้วยนวัตกรรม 6 คมตัดเพื่อประสิทธิภาพสูงสุดในการใช้งานที่หลากหลาย


การใช้งาน & คุณสมบัติ
การใช้งาน





คุณสมบัติ
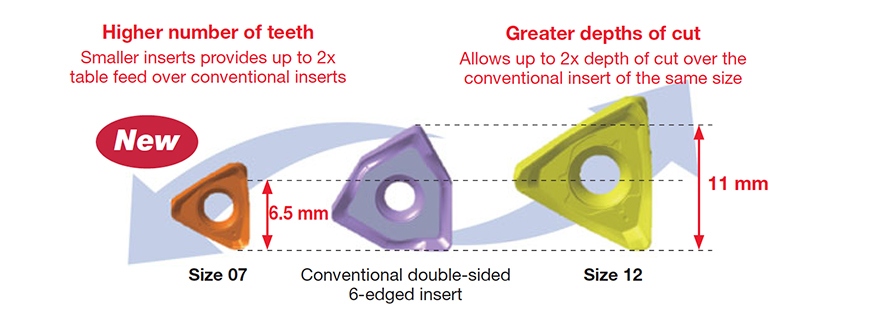
1. นวัตกรรมการออกแบบเม็ดมีดเพื่อเพิ่มผลผลิต
เม็ดมีดมีให้เลือกใช้งาน 2 ขนาด ครอบคลุมทุกการใช้งาน และสามารถใช้ระยะกินลึกได้มากกว่าเม็ดมีด 6 มุม สองด้านแบบทั่วไป
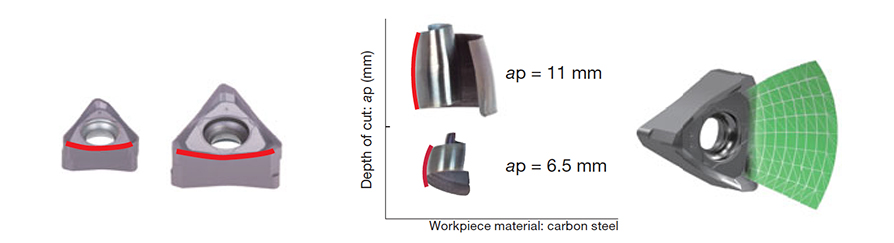
2. ความยืดหยุ่นในการตัดเฉือนสูง
ขอบคมตัดได้ถูกปรับแต่งให้มีแนวโค้งใหญ่พร้อมความโน้มเอียงที่เหมาะสม
เม็ดมีด & เกรด
เม็ดมีด
เกรดหลัก
AH3135
![]()
![]()
P30 – P40 / M30 – M40
- ต้านทานการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล ในงานทั่วไป
AH120
![]()
![]()
![]()
![]()
P15 – P25 / M15 – M25 / K15 – K30 / S10 – S25
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับงานขึ้นรูปเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อ ในงานทั่วไป
AH3225
![]()
![]()
- ต้านทานการสึกหรอ และการแตกหักได้ดี
- เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
หัวกัดปาด
หัวกัดปาดแบบก้านตรง

EPTN07/12 (ø18 – ø40 มม.)
หัวกัดปาดก้านทรงกระบอกสำหรับงานกัดปาดบ่าฉาก
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPTN07/12 (ø40 – ø160 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาดบ่าฉาก
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Crankshaft |
| วัสดุ: | S55C / C55 |
| หัวกัด: | TPTN12M160B40.0R10N (ø160, z = 10) |
| เม็ดมีด: | TNMU120708PER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 135 (ม./นาที) fz = 0.157 (มม./ฟัน) Vf = 420 (มม./นาที) ap = 3 (มม.) ae = 125 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: อัดอากาศ เครื่องจักร: เครื่องกัดปาดแนวนอน M/C, BT50 |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine part |
| วัสดุ: | SUS304 / X5CrNi18-9 |
| หัวกัด: | EPTN07M025C25.0R04 (ø25, z = 4) |
| เม็ดมีด: | TNMU070308PER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 196 ม./นาที fz = 0.13 มม./ฟัน Vf = 1298 มม./นาที ap = 2 มม. ae = 25 มม. การใช้งาน: การเซาะร่อง ระบบหล่อเย็น: อากาศ เครื่องจักร: เครื่องกลึงแนวนอน M/C, BT40 |

ตัวอย่างที่ #3
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Bearing housing |
| วัสดุ: | FC250 / GG25 / 250 |
| หัวกัด: | EPTN07M032C32.0R05 (ø32, z = 5) |
| เม็ดมีด: | TNMU070308PER-MJ |
| เกรด: | AH3135 |
| เงื่อนไขการตัดเฉือน: | Vc = 320 ม./นาที fz = 0.06 มม./ฟัน Vf = 960 มม./นาที ap = 2 มม. ae = 24 มม. กราใช้งาน: การเซาะร่อง ระบบหล่อเย็น: อากาศ เครื่องจักร: เครื่องกลึงแนวนอน M/C, BT40 |

เงื่อนไขการตัดเฉือนมาตรฐาน
เม็ดมีดขนาด 07
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
| เหล็กกล้าคาร์บอน SS400, S15C, ฯลฯ E275A, C15E4, ฯลฯ |
– 200 HB | ตัวเลือกแรก | AH3225 | 100 – 250 | 0.07 – 0.2 | |
| – 200 HB | ต้านทานการแตกหัก | AH3135 | 100 – 250 | 0.07 – 0.2 | ||
| เหล็กกลเาคาร์บอนสูง, เหล็กกล้าผสม S45C, SCM440, ฯลฯ C45, 42CrMo4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | AH3225 | 100 – 230 | 0.07 – 0.15 | |
| – 300 HB | ต้านทานการแตกหัก | AH3135 | 100 – 230 | 0.07 – 0.15 | ||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | 100 – 180 | 0.07 – 0.15 | |
| 30 – 40 HRC | ต้านทานการแตกหัก | AH3135 | 100 – 180 | 0.07 – 0.15 | ||
| สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | ตัวเลือกแรก | AH3135 | 90 – 200 | 0.07 – 0.15 | |
| – | ต้านทานการสึกหรอ | AH3225 | 90 – 200 | 0.07 – 0.15 | ||
| เหล็กหล่อสีเทา FC250, ฯลฯ GG25, ฯลฯ, 250, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH120 | 140 – 250 | 0.07 – 0.2 | |
| 150 – 250 HB | ต้านทานการแตกหัก | AH3225 | 140 – 250 | 0.07 – 0.2 | ||
| เหล็กหล่อเหนียว FCD450, ฯลฯ GGG45, ฯลฯ, 450-10S, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH120 | 110 – 200 | 0.07 – 0.15 | |
| 150 – 250 HB | ต้านทานการแตกหัก | AH3225 | 110 – 200 | 0.07 – 0.15 | ||
| โลหะผสมอลูมิเนียม Ti-6Al-4V, ฯลฯ |
– | ตัวเลือกแรก | AH3135 | 20 – 60 | 0.07 – 0.15 | |
| โลหะผสมทนความร้อน อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | AH120 | 20 – 40 | 0.07 – 0.1 |
เม็ดมีดขนาด 12
| ISO | วัสดุชิ้นงาน | ค่าความหนา | คุณสมบัติ | เกรด | หน้าลายหักเศษ | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
| เหล็กกล้าคาร์บอน SS400, S15C, ฯลฯ E275A, C15E4, ฯลฯ |
– 200 HB | ตัวเลือกแรก | AH3225 | MJ | 100 – 250 | 0.08 – 0.3 | |
| – 200 HB | ต้านทานการแตกหัก | AH3135 | MJ | 100 – 250 | 0.08 – 0.3 | ||
| – 200 HB | ต้านทานการสึกหรอ | T3225 | MJ | 100 – 300 | 0.08 – 0.3 | ||
| – 200 HB | แรงตัดต่ำ | AH3225 | NMJ | 100 – 250 | 0.08 – 0.14 | ||
| เหล็กกล้าคาร์บอนสูง, เหล็กกล้าผสม S45C, SCM440, ฯลฯ C45, 42CrMo4, ฯลฯ |
– 300 HB | ตัวเลือกแรก | AH3225 | MJ | 100 – 230 | 0.08 – 0.3 | |
| – 300 HB | ต้านทานการแตกหัก | AH3135 | MJ | 100 – 230 | 0.08 – 0.3 | ||
| – 300 HB | ต้านทานการสึกหรอ | T3225 | MJ | 100 – 280 | 0.08 – 0.3 | ||
| – 300 HB | แรงตัดต่ำ | AH3225 | NMJ | 100 – 230 | 0.08 – 0.14 | ||
| เหล็กชุบแข็ง NAK80, PX5, ฯลฯ |
30 – 40 HRC | ตัวเลือกแรก | AH3225 | MJ | 100 – 180 | 0.08 – 0.25 | |
| 30 – 40 HRC | ต้านทานการแตกหัก | AH3135 | MJ | 100 – 180 | 0.08 – 0.25 | ||
| 30 – 40 HRC | ต้านทานการสึกหรอ | T3225 | MJ | 100 – 200 | 0.08 – 0.25 | ||
| 30 – 40 HRC | แรงตัดต่ำ | AH3225 | NMJ | 100 – 180 | 0.08 – 0.14 | ||
| สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | ตัวเลือกแรก | AH3135 | MJ | 90 – 200 | 0.08 – 0.25 | |
| – | ต้านทานการสึกหรอ | T3225 | MJ | 90 – 250 | 0.08 – 0.25 | ||
| – | แรงตัดต่ำ | AH3135 | NMJ | 90 – 200 | 0.08 – 0.14 | ||
| เหล็กหล่อสีเทา FC250, ฯลฯ GG25, ฯลฯ, 250, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH8015 | MJ | 140 – 250 | 0.08 – 0.3 | |
| 150 – 250 HB | ต้านทานการแตกหัก | AH3225 | MJ | 140 – 250 | 0.08 – 0.3 | ||
| 150 – 250 HB | ต้านทานการสึกหรอ | T1215 | MJ | 140 – 300 | 0.08 – 0.3 | ||
| 150 – 250 HB | แรงตัดต่ำ | AH8015 | NMJ | 140 – 250 | 0.08 – 0.14 | ||
| เหล็กหล่อเหนียว FCD450, ฯลฯ GGG45, ฯลฯ, 450-10S, ฯลฯ |
150 – 250 HB | ตัวเลือกแรก | AH8015 | MJ | 110 – 200 | 0.08 – 0.25 | |
| 150 – 250 HB | ต้านทานการแตกหัก | AH3225 | MJ | 110 – 200 | 0.08 – 0.25 | ||
| 150 – 250 HB | ต้านทานการสึกหรอ | T1215 | MJ | 110 – 250 | 0.08 – 0.25 | ||
| 150 – 250 HB | แรงตัดต่ำ | AH8015 | NMJ | 110 – 200 | 0.08 – 0.14 | ||
| โลหะผสมไททาเนียม Ti-6Al-4V, ฯลฯ |
– | ตัวเลือกแรก | AH3135 | MJ | 20 – 60 | 0.08 – 0.2 | |
| – | แรงตัดต่ำ | AH3135 | NMJ | 20 – 60 | 0.08 – 0.14 | ||
| โลหะผสมทนความร้อน อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | AH8015 | MJ | 20 – 40 | 0.07 – 0.18 | |
| – | แรงตัดต่ำ | AH8015 | NMJ | 20 – 40 | 0.07 – 0.14 |
หมายเหตุ: สำหรับหน้าลายเม็ดมีด NMJ ใช้อัตราป้อนที่เป็นไปตามความหนาของเศษตามทฤษฎีต่อไปนี้:
| การกำหนดค่า | ความหนาของเศษ (มม.) |
| TNMU120708PER-NMJ | < 0.2 |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.