

Head changeable reamer
High precision and productivity solution for finishing hole operations


การใช้งาน & คุณสมบัติ
การใช้งาน

คุณสมบัติ
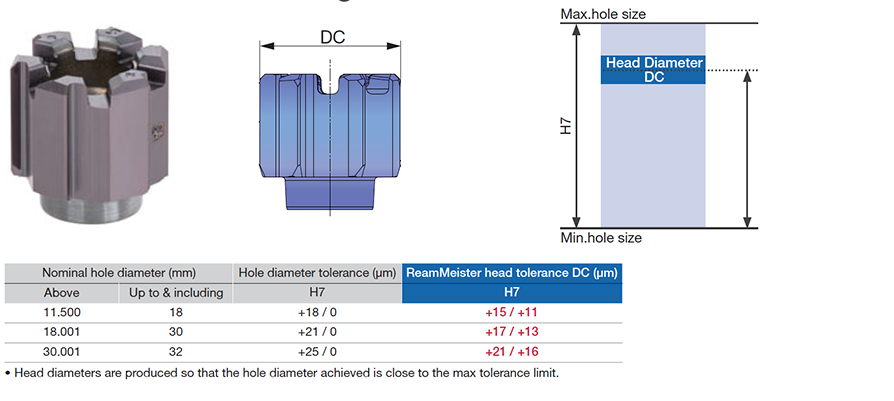
1. High precision reamer heads for applications of H7 hole-tolerance range
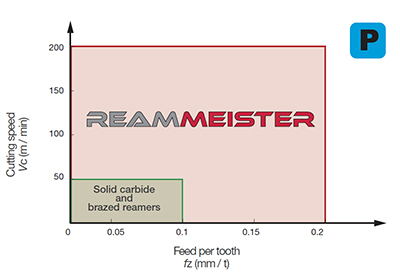
2. Allows applications of higher cutting speeds and feed rates over solid carbide or brazed reamers, ensuring high productivity
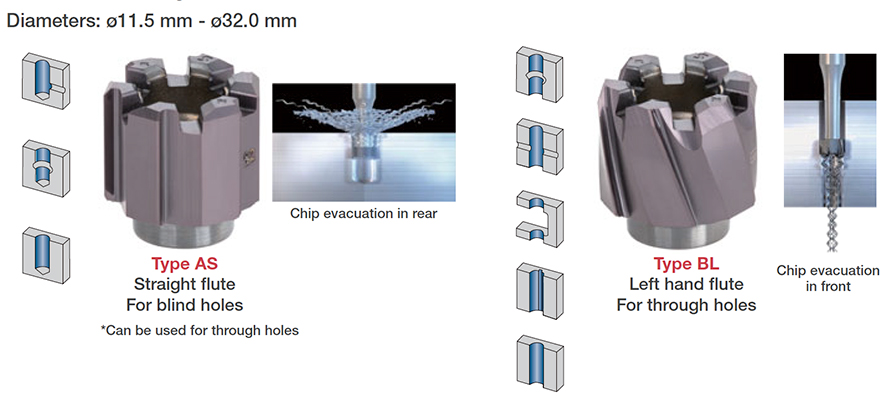
3. 2 types of reamer heads are available depending on the hole types
เม็ดมีด & เกรด
เม็ดมีด

HRM-BL (ø10 – ø32 mm)
- Reaming heads with left hand flute for through holes

HRM-AS (ø10 – ø32 mm)
- Reaming heads with straight flute for blind holes
เกรด
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
Reamer Bodies

ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
Automotive Industry
| ชิ้นงาน: | Flange yoke |
| วัสดุ: | FCD500 / GGG50 / 450-10S |
| ดอกสว่าน: | TRM-T9-R32-5 |
| เม็ดมีด: | HRM-27.000-BL-T9 |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 100 (m/min) f = 1.2 (mm/rev) Vf = 1415 (mm/min) H = 20 (mm) Coolant: Internal Machine: Horizontal M/C |

ตัวอย่างที่ #2
Automotive Industry
| ชิ้นงาน: | Flange yoke |
| วัสดุ: | S45C / C45 |
| ดอกสว่าน: | TRM-T9-R32-5 |
| เม็ดมีด: | HRM-27.000-BL-T9 |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 90 (m/min) f = 0.8 (mm/rev) Vf = 850 (mm/min) H = 15 (mm) Coolant: Internal Machine: Horizontal M/C |

เงื่อนไขการตัดเฉือนมาตรฐาน
Conversion table for feed per tooth
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Feed:fz (mm/t) | |||
|---|---|---|---|---|---|---|
| AS: Straight flute(for blind holes) | BL: Left hand flute(for through holes) | |||||
| ø10 – ø16 | ø16 – ø32 | ø10 – ø16 | ø16 – ø32 | |||
 |
Low carbon steel (C<0.3) SS400, SM490, S25C, E275A, etc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Carbon steel (C>0.3) S45C, S55C, C45, C55, etc. |
80 – 150 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
| Low carbon steel (C<0.3) SCM415, etc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 | |
| Alloy steel (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 etc. |
50 – 150 | 0.03 – 0.10 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Stainless steel(Austenitic) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 |
| Stainless steel(Martensitic and ferritic) SUS430, SUS416, X6Cr17, etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
| Stainless steel(Precipitation hardening) SUS630, X5CrNiCuNb16-4 etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Grey cast iron FC250, GG25, 250 etc. |
100 – 250 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Ductile cast iron FCD700, etc. |
80 – 200 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
 |
Aluminum alloy | 100 – 300 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
 |
High temp. alloy Inconel718 etc. |
15 – 50 | 0.03 – 0.06 | 0.03 – 0.08 | 0.05 – 0.1 | 0.05 – 0.13 |
| Titanium alloy Ti-6Al-4V etc. |
30 – 60 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Hardened steel Over 40HRC etc. |
50 – 100 | 0.03 – 0.08 | 0.03 – 0.1 | 0.05 – 0.12 | 0.05 – 0.15 |
Conversion table for feed per revolution
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Feed:f (mm/rev) | |||||
|---|---|---|---|---|---|---|---|---|
| AS: Straight flute(for blind holes) | BL: Left hand flute(for through holes) | |||||||
| ø10 – ø16 6 flutes |
ø16.001 – ø20 6 flutes |
ø20.001 – ø32 8 flutes |
ø10 – ø16 6 flutes |
ø16.001 – ø20 6 flutes |
ø20.001 – ø32 8 flutes |
|||
|
Low carbon steel (C<0.3) SS400, SM490, S25C, E275A, etc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Carbon steel (C>0.3) S45C, S55C, C45, C55, etc. |
80 – 150 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.08 | 0.3 – 1.5 | 0.4 – 2 | |
| Low carbon steel (C<0.3) SCM415, etc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.2 | 0.4 – 2.16 | |
| Alloy steel (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 etc. |
50 – 150 | 0.18 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Stainless steel(Austenitic) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 |
| Stainless steel(Martensitic and ferritic) SUS430, SUS416, X6Cr17, etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
| Stainless steel(Precipitation hardening) SUS630, X5CrNiCuNb16-4 etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Grey cast iron FC250, GG25, 250 etc. |
100 – 250 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Ductile cast iron FCD700, etc. |
80 – 200 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.8 | 0.3 – 1.62 | 0.4 – 2 | |
|
Aluminum alloy | 100 – 300 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
|
High temp. alloy Inconel718 etc. |
15 – 50 | 0.18 – 0.36 | 0.18 – 0.48 | 0.24 – 0.64 | 0.3 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 |
| Titanium alloy Ti-6Al-4V etc. |
30 – 60 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Hardened steel Over 40HRC etc. |
50 – 100 | 0.18 – 0.48 | 0.18 – 0.6 | 0.24 – 0.8 | 0.3 – 0.72 | 0.3 – 0.9 | 0.4 – 1.2 |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว


Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ