


ระบบอเนกประสงค์สำหรับการกลึงร่องที่หลากหลาย
TungCut มีสินค้ามาตรฐานให้เลือกมากมาย เม็ดมีดและตัวจับยึดเครื่องมือที่ใช้ได้กับงานกลึงร่องทุกประเภท


TungModularSystem

TungFeed-Blade

WavyJoint
การใช้งาน & คุณสมบัติ
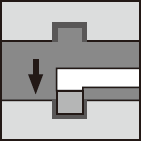
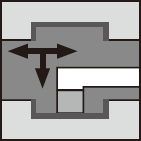
การใช้งาน



คุณสมบัติ
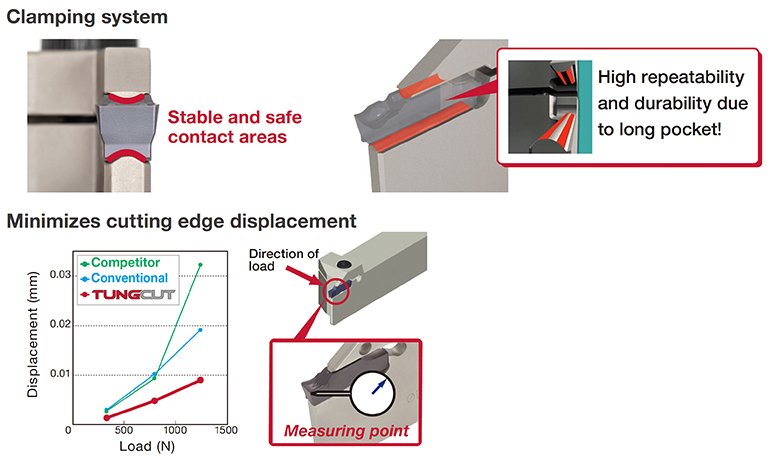
1. ความแข็งแรงในการจับยึดสูง
เพื่ออายุการใช้งานของเครื่องมือที่มั่นคงและแม่นยำ
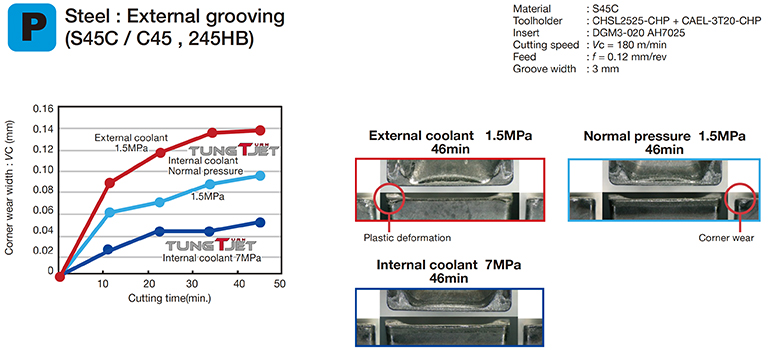
2. ประโยชน์ของTung Turn-Jet ระบบจ่ายน้ำหล่อเย็นแรงดันสูง
อายุการใช้งานของเครื่องมือยาวนานขึ้นอย่างมาก
3. หน้าลายหักเศษสำหรับการเซาะร่องและการเดินกลึง
เม็ดมีด & เกรด
เม็ดมีด

TungCut Inserts for External Grooving, Turning and Parting-off
- CW = 1.0 – 8.0 mm (.039″ – .315″)

TungCut & TungShortCut Inserts for Undercutting and Profiling
- CW = 1.85 – 8.0 mm (.073″ – .315″)

TungCut & TungShortCut Inserts for Internal Grooving and Turning
- CW = 0.8 – 8.0 mm (.031″ – .315″)

TungCut Inserts for Face Grooving and Turning
- CW = 1.2 – 8.0 mm (.047″ – .315″)

TungCut CBN Inserts for Grooving and Turning
- CW = 2.0 – 5.0 mm (.079″ – .197″)

TungCut PCD Inserts for Grooving and Turning
- CW = 2.0 – 5.0 mm (.079″ – .197″)
เกรดหลัก
AH7025
![]()
![]()
![]()
- P20 – P30 / M20 – M30 / S15 – S25
- ต้านทานการสึกหรอดีเยี่ยม มีความแข็งแรง
- ตัวเลือกแรกสำหรับงานเซาะร่องสำหรับวัสดุที่หลากหลาย
T9225
![]()
- P15 – P25
- ตัวเลือกแรกสำหรับงานตัดหยาบถึงปานกลาง
- ต้านทานการแตกหักสูง
BX360
![]()
- เหมาะสำหรับการเดินงานทั่วไปของวัสดุเหล็กชุบแข็ง
ด้ามจับ

Internal grooving & Turning

ด้ามจับ TungShortCut
Toolholder that accommodates downsized internal grooving insert


ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมการผลิตชิ้นส่วนขนาดเล็ก / อุปกรณ์อิเล็กทรอนิกส์
| ชิ้นงาน: | Ring encoder |
| วัสดุ: | SUM22L |
| ด้ามจับ: | CTER2020-4T25 |
| เม็ดมีด: | DGM4-030 |
| เกรด: | AH7025 |
| เงื่อนไขการตัดเฉือน: | Vc = 180 (ม./นาที) f = 0.2 (มม./รอบ) CW = 4 (มม./นาที) CDX = 8 (มม.) การใช้งาน: ตัดแยกส่วน ระบบจ่ายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Gear Housing |
| วัสดุ: | SCM420 / 20Cr4 |
| ด้ามจับ: | CTER2525-3T09 |
| เม็ดมีด: | DTX3-030 |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 120 (ม./นาที) f = 0.15 (มม./รอบ) CW = 3 (มม.) CDX = 7 (มม.) การใช้งาน: เซาะร่อง ระบบจ่ายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Valve |
| วัสดุ: | SUS304 / X5CrNi18-9 |
| ด้ามจับ: | CTIR25-3T05-D250 |
| เม็ดมีด: | DTX3-030 |
| เกรด: | AH7025 |
| เงื่อนไขการตัดเฉือน: | Vc = 80 (ม./นาที) f = 0.08 (มม./รอบ) CW = 3 (มม.) CDX = 2.2 (มม.) การใช้งาน: เซาะร่อง ระบบจ่ายน้ำหล่อเย็น: ใช้ |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
Steel S45C, SCM435, etc. C45, 34CrMo4, etc. |
< 300 HB | First choice | AH7025, AH725, SH7025 | 50 – 180 |
| < 300 HB | Wear resistance | T9225, AH8005 | 80 – 300 | ||
| < 300 HB | Impact resistance | AH6235 | 50 – 120 | ||
| < 300 HB | Surface quality | NS9530 | 80 – 220 | ||
 |
Stainless steel SUS303, SUS304, etc. X10CrNiS18-9, X5CrNi18-9, etc. |
< 200 HB | First choice | AH7025, AH725, SH7025 | 50 – 120 |
| < 200 HB | Wear resistance | AH8005 | 50 – 120 | ||
| < 200 HB | Impact resistance | AH6235 | 50 – 120 | ||
 |
Grey cast iron FC250, etc. 250, etc. |
– | First choice | T515 | 150 – 700 |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 180 | ||
| Ductile cast iron FCD450, etc. 450-10S, etc. |
– | First choice | T515 | 150 – 300 | |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 120 | ||
 |
Aluminium alloys Si < 12% |
– | First choice | TH10 | 100 – 500 |
| – | First choice | KS05F | 100 – 600 | ||
 |
Superalloys Inconel718, etc. |
< HRC 40 | First choice | AH8005 | 20 – 60 |
| < HRC 40 | Impact resistance | AH7025, AH725, AH6235 | 20 – 40 | ||
| Titanium alloys Ti-6Al-4V, etc. |
< HRC 40 | First choice | KS05F | 20 – 100 | |
| < HRC 40 | Impact resistance | AH7025, AH725 | 20 – 80 |
DTV
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 |
|
Grey cast iron FC250, etc. 250, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 | |
|
Titanium alloys Ti-6AI-4V, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
| Superalloys Inconel718, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
STV*S
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 | |
|
Stainless steels SUS304, etc. X5CrNi18-9, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 |
|
Grey cast iron FC250, etc. 250, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 | |
|
Superalloys Inconel718, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
| Titanium alloys Ti-6AI-4V, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
STX
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
External grooving | > 50 HRC | First choice | BX360 | 80 – 150 |
| Groove wall cutting | |||||
| Side turning | |||||
| Internal grooving | > 50 HRC | First choice | BX360 | 80 – 120 | |
| Face grooving |
| ISO | Workpiece material | Grade | Operation | Cutting speed Vc (m/min) |
Feed f(mm/rev) |
Depth of cut ap (mm) |
|---|---|---|---|---|---|---|
|
Aluminium alloys Si ≦ 12% |
DX160 | Grooving | 200 – 2000 | 0.05 – 0.15 | – |
| DX160 | Turning | 200 – 2000 | 0.07 – 0.3 | < 1 | ||
| Aluminium alloys Si ≧ 12% |
DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Copper and copper alloys | DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Carbon / Graphites | DX160 | Grooving | 200 – 500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 500 | 0.07 – 0.3 | < 1 | ||
| Ceramic | DX160 | Grooving | 100 – 200 | 0.02 – 0.1 | – | |
| DX160 | Turning | 100 – 200 | 0.02 – 0.1 | < 1 | ||
| Tungsten carbide(HRA80 – 95) | DX160 | Grooving | 5 – 30 | 0.02 – 0.1 | – | |
| DX160 | Turning | 5 – 30 | 0.02 – 0.1 | 0.02 – 0.2 |
SGN
| ISO | Grade | Edge preparation | Workpiece condition | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
|
BX360 | No symbol | Continuous | 80 – 150 | 0.03 – 0.08 |
| -S | Light interrupted | 50 – 120 | 0.03 – 0.08 | ||
| -H | Heavy interrupted | 40 – 100 | 0.03 – 0.06 |
STR
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
|
External profiling | > 50 HRC | First choice | BXA10 | 80 – 180 |
STH
| ISO | Grade | CW | Application | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|---|
|
BXA10 | 3 | External turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 1 |
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 0.8 | |||
| 5 | External turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 1.5 | ||
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 0.8 |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog



Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ