


ระบบอเนกประสงค์สำหรับการกลึงร่องที่หลากหลาย
TungCut มีสินค้ามาตรฐานให้เลือกมากมาย เม็ดมีดและตัวจับยึดเครื่องมือที่ใช้ได้กับงานกลึงร่องทุกประเภท


TungModularSystem

TungFeed-Blade

WavyJoint
การใช้งาน & คุณสมบัติ
การใช้งาน



คุณสมบัติ
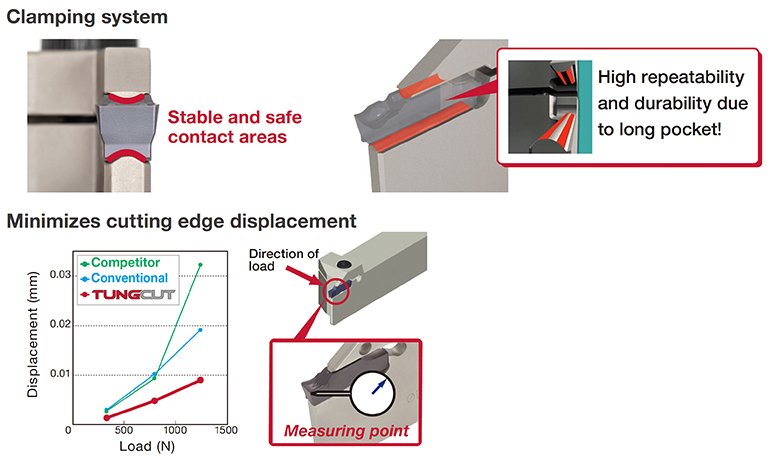
1. ความแข็งแรงในการจับยึดสูง
เพื่ออายุการใช้งานของเครื่องมือที่มั่นคงและแม่นยำ
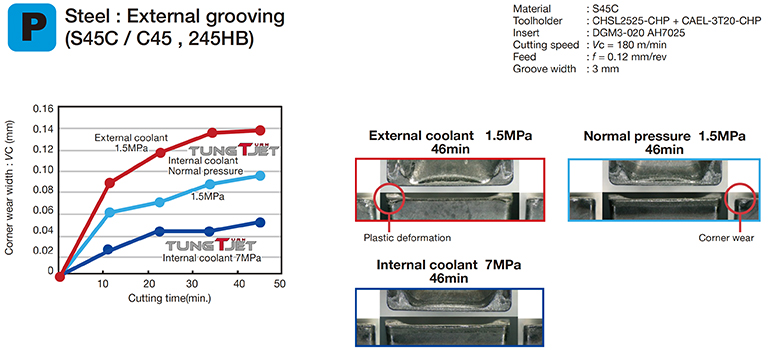
2. ประโยชน์ของTung Turn-Jet ระบบจ่ายน้ำหล่อเย็นแรงดันสูง
อายุการใช้งานของเครื่องมือยาวนานขึ้นอย่างมาก
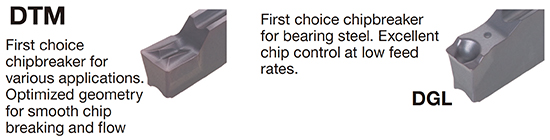
3. หน้าลายหักเศษสำหรับการเซาะร่องและการเดินกลึง
เม็ดมีด & เกรด
เม็ดมีด

TungCut Inserts for External Grooving, Turning and Parting-off
- CW = 1.0 – 8.0 mm (.039″ – .315″)

TungCut & TungShortCut Inserts for Undercutting and Profiling
- CW = 1.85 – 8.0 mm (.073″ – .315″)

TungCut & TungShortCut Inserts for Internal Grooving and Turning
- CW = 0.8 – 8.0 mm (.031″ – .315″)

TungCut Inserts for Face Grooving and Turning
- CW = 1.2 – 8.0 mm (.047″ – .315″)

TungCut CBN Inserts for Grooving and Turning
- CW = 2.0 – 5.0 mm (.079″ – .197″)

TungCut PCD Inserts for Grooving and Turning
- CW = 2.0 – 5.0 mm (.079″ – .197″)
เกรดหลัก
AH7025
![]()
![]()
![]()
- P20 – P30 / M20 – M30 / S15 – S25
- ต้านทานการสึกหรอดีเยี่ยม มีความแข็งแรง
- ตัวเลือกแรกสำหรับงานเซาะร่องสำหรับวัสดุที่หลากหลาย
T9225
![]()
- P15 – P25
- ตัวเลือกแรกสำหรับงานตัดหยาบถึงปานกลาง
- ต้านทานการแตกหักสูง
BX360
![]()
- เหมาะสำหรับการเดินงานทั่วไปของวัสดุเหล็กชุบแข็ง
ด้ามจับ

Internal grooving & Turning

ด้ามจับ TungShortCut
Toolholder that accommodates downsized internal grooving insert


ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมการผลิตชิ้นส่วนขนาดเล็ก / อุปกรณ์อิเล็กทรอนิกส์
| ชิ้นงาน: | Ring encoder |
| วัสดุ: | SUM22L |
| ด้ามจับ: | CTER2020-4T25 |
| เม็ดมีด: | DGM4-030 |
| เกรด: | AH7025 |
| เงื่อนไขการตัดเฉือน: | Vc = 180 (ม./นาที) f = 0.2 (มม./รอบ) CW = 4 (มม./นาที) CDX = 8 (มม.) การใช้งาน: ตัดแยกส่วน ระบบจ่ายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Gear Housing |
| วัสดุ: | SCM420 / 20Cr4 |
| ด้ามจับ: | CTER2525-3T09 |
| เม็ดมีด: | DTX3-030 |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 120 (ม./นาที) f = 0.15 (มม./รอบ) CW = 3 (มม.) CDX = 7 (มม.) การใช้งาน: เซาะร่อง ระบบจ่ายน้ำหล่อเย็น: ใช้ |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Valve |
| วัสดุ: | SUS304 / X5CrNi18-9 |
| ด้ามจับ: | CTIR25-3T05-D250 |
| เม็ดมีด: | DTX3-030 |
| เกรด: | AH7025 |
| เงื่อนไขการตัดเฉือน: | Vc = 80 (ม./นาที) f = 0.08 (มม./รอบ) CW = 3 (มม.) CDX = 2.2 (มม.) การใช้งาน: เซาะร่อง ระบบจ่ายน้ำหล่อเย็น: ใช้ |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
Steel S45C, SCM435, etc. C45, 34CrMo4, etc. |
< 300 HB | First choice | AH7025, AH725, SH7025 | 50 – 180 |
| < 300 HB | Wear resistance | T9225, AH8005 | 80 – 300 | ||
| < 300 HB | Impact resistance | AH6235 | 50 – 120 | ||
| < 300 HB | Surface quality | NS9530 | 80 – 220 | ||
 |
Stainless steel SUS303, SUS304, etc. X10CrNiS18-9, X5CrNi18-9, etc. |
< 200 HB | First choice | AH7025, AH725, SH7025 | 50 – 120 |
| < 200 HB | Wear resistance | AH8005 | 50 – 120 | ||
| < 200 HB | Impact resistance | AH6235 | 50 – 120 | ||
 |
Grey cast iron FC250, etc. 250, etc. |
– | First choice | T515 | 150 – 700 |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 180 | ||
| Ductile cast iron FCD450, etc. 450-10S, etc. |
– | First choice | T515 | 150 – 300 | |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 120 | ||
 |
Aluminium alloys Si < 12% |
– | First choice | TH10 | 100 – 500 |
| – | First choice | KS05F | 100 – 600 | ||
 |
Superalloys Inconel718, etc. |
< HRC 40 | First choice | AH8005 | 20 – 60 |
| < HRC 40 | Impact resistance | AH7025, AH725, AH6235 | 20 – 40 | ||
| Titanium alloys Ti-6Al-4V, etc. |
< HRC 40 | First choice | KS05F | 20 – 100 | |
| < HRC 40 | Impact resistance | AH7025, AH725 | 20 – 80 |
DTV
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 |
|
Grey cast iron FC250, etc. 250, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 | |
|
Titanium alloys Ti-6AI-4V, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
| Superalloys Inconel718, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
STV*S
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 | |
|
Stainless steels SUS304, etc. X5CrNi18-9, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 |
|
Grey cast iron FC250, etc. 250, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 | |
|
Superalloys Inconel718, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
| Titanium alloys Ti-6AI-4V, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
STX
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
External grooving | > 50 HRC | First choice | BX360 | 80 – 150 |
| Groove wall cutting | |||||
| Side turning | |||||
| Internal grooving | > 50 HRC | First choice | BX360 | 80 – 120 | |
| Face grooving |
| ISO | Workpiece material | Grade | Operation | Cutting speed Vc (m/min) |
Feed f(mm/rev) |
Depth of cut ap (mm) |
|---|---|---|---|---|---|---|
|
Aluminium alloys Si ≦ 12% |
DX160 | Grooving | 200 – 2000 | 0.05 – 0.15 | – |
| DX160 | Turning | 200 – 2000 | 0.07 – 0.3 | < 1 | ||
| Aluminium alloys Si ≧ 12% |
DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Copper and copper alloys | DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Carbon / Graphites | DX160 | Grooving | 200 – 500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 500 | 0.07 – 0.3 | < 1 | ||
| Ceramic | DX160 | Grooving | 100 – 200 | 0.02 – 0.1 | – | |
| DX160 | Turning | 100 – 200 | 0.02 – 0.1 | < 1 | ||
| Tungsten carbide(HRA80 – 95) | DX160 | Grooving | 5 – 30 | 0.02 – 0.1 | – | |
| DX160 | Turning | 5 – 30 | 0.02 – 0.1 | 0.02 – 0.2 |
SGN
| ISO | Grade | Edge preparation | Workpiece condition | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
|
BX360 | No symbol | Continuous | 80 – 150 | 0.03 – 0.08 |
| -S | Light interrupted | 50 – 120 | 0.03 – 0.08 | ||
| -H | Heavy interrupted | 40 – 100 | 0.03 – 0.06 |
STR
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
|
External profiling | > 50 HRC | First choice | BXA10 | 80 – 180 |
STH
| ISO | Grade | CW | Application | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|---|
|
BXA10 | 3 | External turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 1 |
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 0.8 | |||
| 5 | External turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 1.5 | ||
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 0.8 |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog



Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.