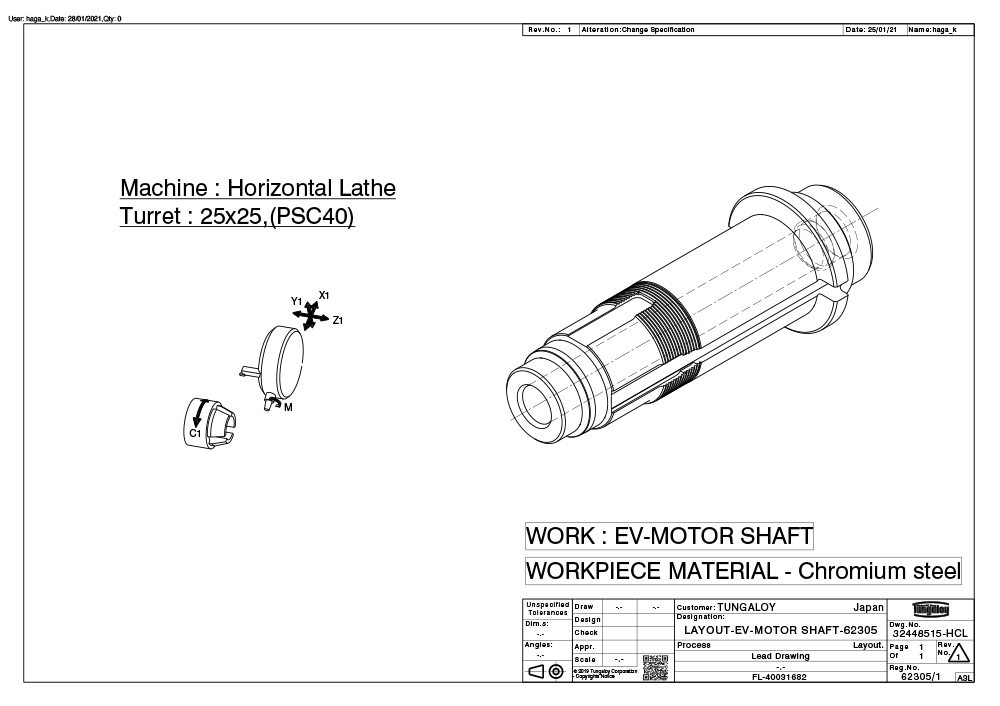
Przemysł samochodowy – wał silnika EV
Od silników napędowych pojazdów elektrycznych wymaga się, aby miały charakterystykę wyjściową, która może wykazuje pełny moment obrotowy w całym zakresie od niskich do wysokich prędkości obrotowych, i dla nich w ostatnich latach opracowano lekkie wały o doskonałej równowadze dynamicznej.
Wały są drążone aby zmniejszyć ich ciężar i w związku z tym w ostatnich operacjach obróbczych konieczne staje się wykonywanie głębokich otworów.
Wały samochodowe są wykonane ze stali niskowęglowej przy obróbce której powstaje wiele problemów z kontrolą wiórów.
Po hartowaniu wymagana jest również końcowa obróbka wału i tu ważnym czynnikiem jest wysoka wydajność i ekonomiczne wykorzystanie płytek CBN.
Unikalne technologie firmy Tungaloy zapewniają kompleksowe rozwiązania wiercenia głębokich otworów, poprawiając kontrolę wiórów i efektywne wykorzystanie płytek CBN.

Koncepcje dotyczące narzędzi
- Zapewnienie rozwiązań w zakresie wiercenia głębokich otworów o wysokiej wydajności i niezawodności.
- Poprawa kontroli wiórów dzięki zastosowaniu narzędzi z wewnętrznym doprowadzeniem chłodziwa.
- Zastosowanie procesów toczenia na twardo i wyeliminowanie szlifowania po hartowaniu.
- Minimalizacja czasu przestoju maszyny dzięki zastosowaniu narzędzi TungCap.
Polecany proces






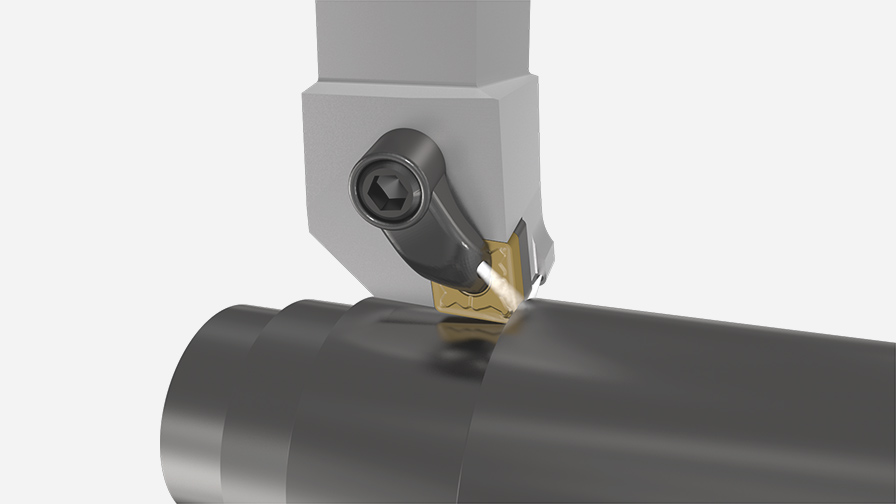
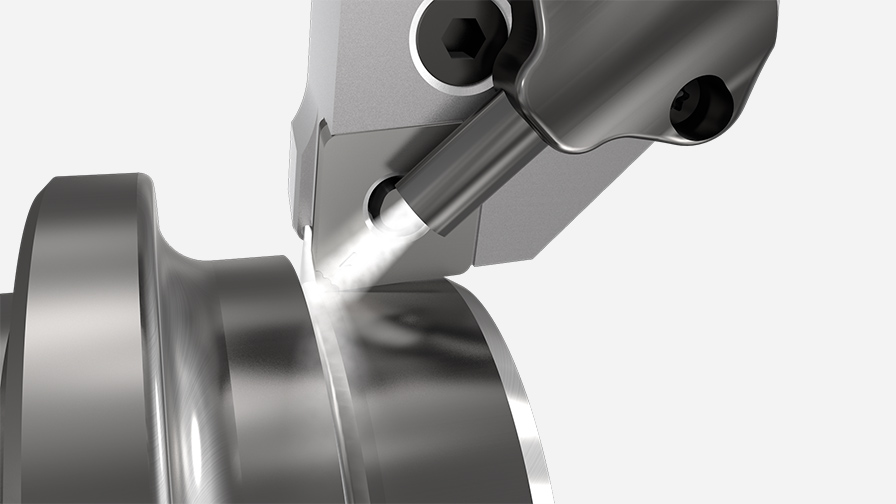
Proces 1: Toczenie zewnętrzne
Korzyści
- Nóż TungTurn-Jet poprawia kontrolę wiórów poprzez doprowadzenie chłodziwa bezpośrednio na krawędź skrawającą.
- Przedłużenie trwałości narzędzia dzięki zwiększonemu efektowi chłodzenia krawędzi skrawającej noża TungTurn-Jet i najnowszej serii gatunków materiału płytki T9200.
![]()

- Najnowsze pokrycie CVD zapewnia doskonałą odporność na zużycie i złamanie.
- Doskonała odporność na złamania, dzięki nowej, ulepszonej obróbce powierzchni pokrycia.
![]()

- Seria noży z wewnętrznym doprowadzeniem chłodziwa.
- Optymalne, dwa strumienie chłodziwa maksymalizują wydajność.
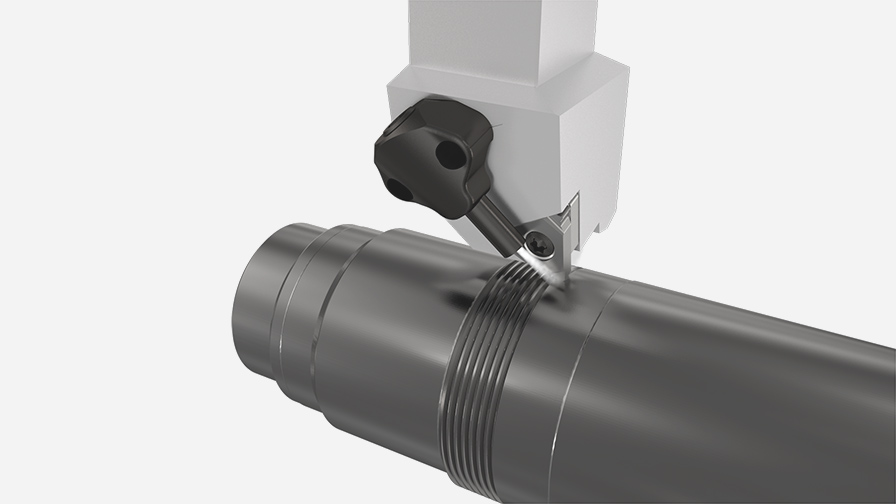
Proces 2: Toczenie gwintu zewnętrznego
Korzyści
- Nóż TungTurn-Jet poprawia kontrolę wiórów poprzez doprowadzenie chłodziwa bezpośrednio na krawędź skrawającą, nawet przy toczeniu gwintów gdzie kontrola wiórów jest trudna.
- Zapobiega to zużyciu płytki poprzez wzmocnienie efektu chłodzenia krawędzi skrawającej noża TungTurn-Jet oraz pomaga zachować kształt gwintu podczas obróbki.


- Wysoka dokładność szlifowanych płytek zapewnia dokładność gwintu.
- Płytka do gwintów klasy M z łamaczem wiórów poprawia kontrolę wiórów i efektywność kosztów obróbki.

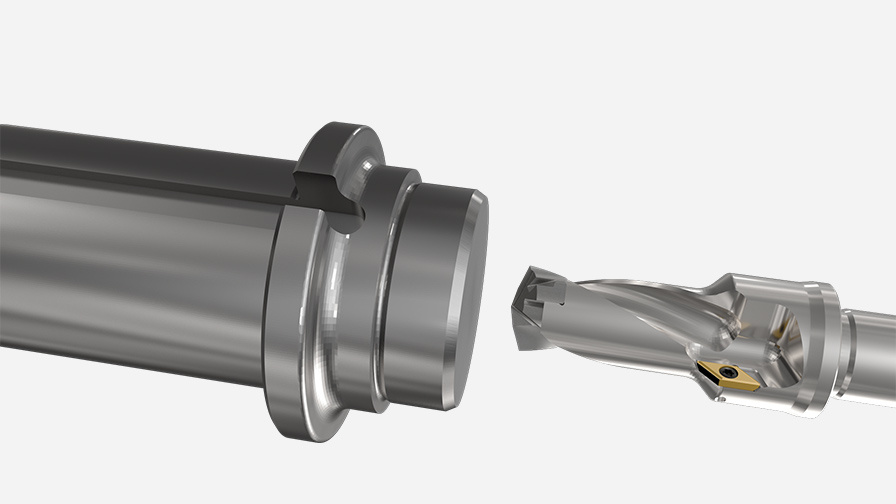
Proces 3: Kombinowane wiercenie z fazowaniem (otwór pilotujący pod wiertło do głębokich otworów)
Korzyści
- Wiercenie kombinowane z fazowaniem przy użyciu głowiczki DrillMeister.
- Skrócenie czasu procesu dzięki jednoczesnemu wykonywaniu wiercenia i fazowania.


Końcówka wymienna DMP
- Honowany promień naroża zapewnia małą siłę skrawania.
- Najnowszy gatunek AH9130 materiału końcówki zapewnia długą trwałość narzędzia przy obróbce stali niskowęglowej.

Proces 4: Wiercenie głębokiego otworu
Korzyści
- Zastosuj wiertło lufowe aby osiągnąć wysoki wymóg równowagi dynamicznej wału. Wiercenie wiertłem lufowym pozwala uzyskać najlepszą prostoliniowość otworu.
- Wiertło lufowe składane DeepTri-Drill zapewnia znacznie większą wydajność niż konwencjonalne wiertła lufowe lutowane. Ponadto eliminuje konieczność ponownego szlifowania po zużyciu i zapewnia łatwe zarządzanie narzędziami.
- Rozdzielacz wiórów na płytce wymiennej wiertła dzieli wiór na małe segmenty tworząc małe wióry. Małe wióry są łatwo usuwane z otworu nawet przy zwykłym ciśnieniu chłodziwa na zwykłych frezarkach i tokarkach.



- Rozdzielacz wiórów na płytce tworzy małe wióry ułatwiając ich usuwanie.
- Płytka o dużym kącie natarcia zmniejsza siłę skrawania i umożliwia stosowanie większego posuwu.

Proces 5: Frezowanie rowka klinowego
Korzyści
- Głowiczka VEH o konstrukcji zapobiegającej drganiom maksymalizuje produktywność w operacji frezowania rowka.
- Szeroka gama głowiczek i trzpieni w serii TungMeister pozwala na elastyczne kombinacje długości narzędzi dla odpowiedniej i możliwie najwyższej sztywności.
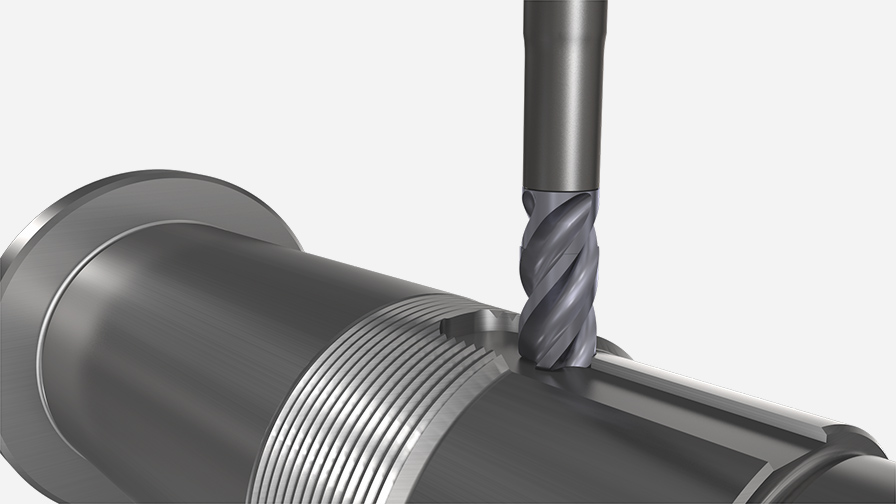


Głowiczka VEH
- Zmienny kąt rowka wiórowego i nierówna podziałka ostrzy zapobiegają drganiom.
- Najnowszy gatunek AH715 zwiększa trwałość narzędzi przy obróbce stali niskowęglowej.

Proces 6: Toczenie na twardo
Korzyści
- Płytka WavyJoint o dużej powierzchni lutowania ostrza skutecznie odprowadza ciepło powstające na krawędzi skrawającej podczas obróbki. Obniża to temperaturę krawędzi skrawającej i pomaga zmniejszyć zużycie kraterowe.
- Temperatura krawędzi skrawającej jest dodatkowo obniżona dzięki skutecznemu chłodzeniu na nożu TungTurn-Jet. Skojarzenie płytki i noża znacznie zwiększa trwałość narzędzia.
- Płytka WavyJoint o dużej powierzchni lutowania ostrza zapewnia dobrą wytrzymałość złącza i zapewnia wysoką niezawodność nawet przy skrawaniu przerwanym.
![]()

- Wysoka niezawodność przy toczeniu stali hartowanej.
- Pierwszy wybór do skrawania ciągłego i lekko przerywanego przy toczeniu stali hartowanej.
![]()

- Płytka CBN z nową technologią lutowania do wydajnej obróbki stali hartowanej.
- Wysoka wytrzymałość! Wyjątkowa wydajność w zastosowaniach związanych z toczeniem na twardo.


Aplikacje i przydatne narzędzia
 Tungaloy APP
Tungaloy APP TUNG NaviNawigator do wyboru odpowiedniego narzędzia TUNGALOY
TUNG NaviNawigator do wyboru odpowiedniego narzędzia TUNGALOY Kalkulator parametrów
Kalkulator parametrów
Kalkulator do obliczania parametrów skrawania Przewodnik doboru płytek do toczenia
Przewodnik doboru płytek do toczenia
Przewodnik doboru łamaczy i gatunków do płytek tokarskich MatrixSystem zarządzania narzędziami
MatrixSystem zarządzania narzędziami