


Foret à embout interchangeable productif |
 |
Des performances stables, une longue durée de vie de l’outil et des économies importantes sont possibles grâce à l’élimination du reconditionnement de l’outil et à la réduction des stocks






Applications & Fonctionnalités
Applications

Fonctionnalités
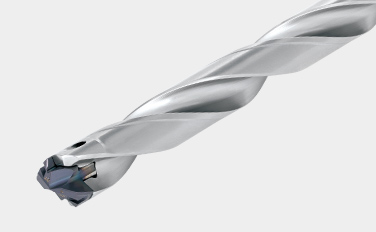
1. Forets à embout interchangeable pour une durée de vie et des performances d’usinage inégalées
- Marge hélicoïdale pour éviter l’adhérence des copeaux entre le corps et le trou lors de l’usinage
- Corps d’outil en aciers de la plus haute qualité avec une dureté supérieure pour une résistance élevée à l’usure
- Grande variété de géométries pour chaque application de forage
- Les options de nuances avancées garantissent une durée de vie stable et longue de l’outil
- Les canaux de refroidissement internes assurent un refroidissement et une lubrification efficaces pendant le processus de forage

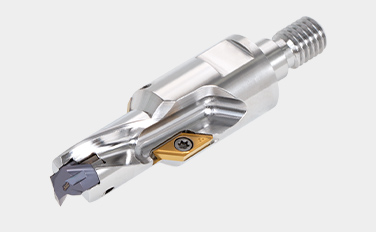
2. Changement d’embout rapide et précis avec système d’auto-serrage avancé
- Poche d’embout de perçage conçue pour résister à des conditions de coupe d’usinage élevées
- Permet une indexation facile et rapide de l’embout et minimise les temps d’arrêt de la machine

3. Assure une longue durée de vie de l’outil et une prévisibilité de l’usure
Marge de l’embout DrillMeister

- L’arête de coupe de l’embout est toujours nouvelle et fiable
- L’épaisseur de revêtement optimisée offre une longue durée de vie de l’outil
- La qualité constante du revêtement offre une meilleure prévisibilité de la durée de vie de l’outil
Fluctuations de la durée de vie de l’outil DrillMeister

Marge du foret carbure monobloc (après reconditionnement)

- Epaisseur de revêtement excessive dur à de multiples processus de revêtement
- Couche de revêtement fragile en raison d’un excès de revêtement
- Résultat : durée de vie imprévisible de l’outil
Fluctuations de la durée de vie des forets en carbure monobloc

Plaquettes & Nuances
Plaquettes

DMP (ø4.0 – ø25.9 mm)
- Usinage général
- Coupe légère grâce à une arête de coupe tranchante

DMC (ø4.0 – ø25.9 mm)
- Type de haute précision
- Bord ciselé innovant pour une entrée de foret en douceur
- Aucun pré-perçage nécessaire en opération de perçage 12xD
- Les marges doubles offrent une finition de surface élevée et une rectitude de perçage des trous

DMF (ø4.0 – ø25.9 mm)
- La conception à bord plat avec bord pilote permet une entrée de forage équilibrée
- Des forces radiales considérablement réduites promettent un forage stable pour les surfaces complexes à l’entrée et à la sortie du foret
- Perçage stable avec long porte-à-faux jusqu’à L/D = 8 sans pré-trou

DMH (ø6.0 – ø25.9 mm)
- La conception robuste de l’arête de coupe empêche l’arête du foret de se fracturer pendant les processus exigeants
- La nuance AH9130 polyvalente et résistante à l’usure prolonge la durée de vie de l’outil

DMN (ø6.8 – ø19.5 mm)
- Excellente résistance au soudage pour les métaux non ferreux

DMM (ø10 – ø19.9 mm)
- Stainless steel & exotic materials
- Excellent tool life and cost reduction in stainless steel and exotic materials
Nuances principales
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Bel équilibre entre résistance à l’usure et à l’écaillage
- Convient pour l’usinage des aciers et des aciers inoxydables dans des conditions de coupe générales
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Haute résistance à l’usure
- Conçu pour percer divers matériaux
KS15F
![]()
- N15
- Carbure cémenté non revêtu
Corps de foret
Corps de foret

TID-F (1.5xD, 3xD, 5xD, 8xD)
- Queue cylindrique avec goupille plate et bride
Corps de foret
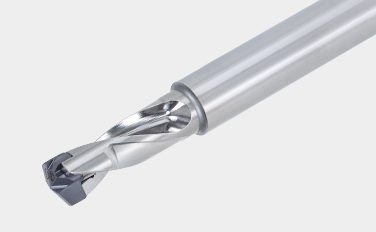
TID-R-E (2xD)
- Queue cylindrique
- Sans trou de liquide de refroidissement
- Type économique

Corps de foret

TIDC (3xD, 5xD)
- Queue cylindrique avec goupille plate et adaptateurs de chanfreinage



Exemples pratiques
Exemple #1
| Partie: | Bloc cylindre |
| Matériau: | FC250 / GG25 / 250 |
| Corps de foret: | TID115F16-8 |
| Embout: | DMC115 AH9130 |
| Conditions de coupe: | Vc = 100 (m/min) f = 0.2 (mm/rev) Vf = 554 (mm/min) DC = 11.5 (mm) H = 80 (mm) Liquide de refroidissement : avec (interne) Machine: Horizontal M/C |

Exemple #2
| Partie: | Partie bride |
| Matériau: | S45C / C45 |
| Corps de foret: | TID050R06-5 |
| Embout: | DMP050 AH725 |
| Conditions de coupe: | Vc = 100 (m/min) f = 0.1 (mm/rev) Vf = 636.9 (mm/min) DC = 5 (mm) H = 20 (mm) Liquide de refroidissement : avec (interne et externe) Machine: Vertical M/C |

Exemple #3
| Partie: | Arbre de sortie |
| Matériau: | SCM415 |
| Corps de foret: | TID140F16-8 |
| Embout: | DMC140 AH9130 |
| Conditions de coupe: | Vc = 120 (m/min) f = 0.3 (mm/rev) Vf = 600 (mm/min) DC = 14 (mm) H = 80 (mm) Liquide de refroidissement : avec (interne) Machine: Horizontal M/C |

Conditions de coupe recommandées
AddMeisterDrill
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed: f (mm/rev) | ||
|---|---|---|---|---|---|---|
| Tool diameter: DC (mm) | ||||||
| ø4 – 4.4 | ø4.5 – 4.9 | ø5 – 5.9 | ||||
 |
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. C15E4, E275A, E355D, etc. |
– 200 HB | 80 – 140 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 |
| High carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 70 – 120 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 | |
| Low alloy steels SCM415, etc. 18CrMo4, etc. |
– 200 HB | 70 – 120 | 0.04 – 0.06 | 0.05 – 0.08 | 0.07 – 0.13 | |
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 40 – 90 | 0.04 – 0.07 | 0.05 – 0.08 | 0.07 – 0.13 | |
 |
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 250 HB | 30 – 70 | – | – | 0.04 – 0.08 |
 |
Grey cast irons FC250, etc. GG25, etc. |
150 – 250 HB | 80 – 180 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 |
| Ductile cast irons FCD700, etc. GGG70, etc. |
150 – 250 HB | 80 – 140 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 | |
 |
Aluminium alloys ADC12, etc. AlSi11Cu3, etc. |
– | 80 – 220 | – | – | – |
 |
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 20 – 50 | – | – | – |
| Nickel-based alloys | – 40 HRC | 20 – 50 | – | – | – | |
 |
Hardened steel | – 50 HRC | 20 – 50 | – | – | – |
DrillMeister
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed: f (mm/rev) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Tool diameter: DC (mm) | ||||||||||
| ø6 – 7.9 | ø8 – 9.9 | ø10 – ø11.9 | ø12 – ø13.9 | ø14 – ø15.9 | ø16 – ø19.9 | ø20 – ø25.9 | ||||
|
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. C15E4, E275A, E355D, etc. |
– 200 HB | 80 – 140 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.20 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 |
| High carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 70 – 120 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.2 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 | |
| Low alloy steels SCM415, etc. 18CrMo4, etc. |
– 200 HB | 70 – 120 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 40 – 90 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
|
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 250 HB | 30 – 70 | 0.08 – 0.1 | 0.1 – 0.15 | 0.12 – 0.18 | 0.14 – 0.2 | 0.16 – 0.24 | 0.16 – 0.26 | 0.18 – 0.3 |
|
Grey cast irons FC250, etc. GG25, etc. |
150 – 250 HB | 80 – 180 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 |
| Ductile cast irons FCD700, etc. GGG70, etc. |
150 – 250 HB | 80 – 140 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 | |
|
Aluminium alloys ADC12, etc. AlSi11Cu3, etc. |
– | 80 – 220 | 0.1 – 0.2 | 0.2 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.5 | 0.4 – 0.6 | 0.5 – 0.75 |
|
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.28 | 0.12 – 0.2 | 0.14 – 0.22 | 0.18 – 0.27 |
| Nickel-based alloys | – 40 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.11 | 0.08 – 0.13 | 0.1 – 0.15 | 0.12 – 0.18 | 0.12 – 0.22 | 0.14 – 0.22 | |
|
Hardened steel | – 50 HRC | 20 – 50 | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.18 | 0.12 – 0.2 | 0.14 – 0.22 | 0.16 – 0.25 |
- Cutting conditions in the above table show standard cutting conditions
- Cutting conditions may change due to the rigidity and power of the machine and the workpiece material
- Machined hole diameter may change depending upon the rigidity of the machine tool or cutting conditions
Pour plus d’informations sur ce produit, visitez notre e-catalogue en ligne ou téléchargez le rapport produit :
e-Catalog




Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Ressources
 Tungaloy APP
Tungaloy APP TUNG NaviConditions De Coupe Recommandées
TUNG NaviConditions De Coupe Recommandées Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées
Études de CasExplorez les études de cas de Tungaloy et découvrez de nombreuses informations techniques vérifiées Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses.
Guides techniquesAccédez aux guides techniques de Tungaloy pour des informations, des références et des ressources précieuses. MatrixSystème De Gestion D'outils
MatrixSystème De Gestion D'outils Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.