

Broca cañón de plaquita intercambiable con una eficiencia excepcional
DeepTri-Drill, la serie de brocas de plaquita intercambiable fáciles de usar, ofrece un rendimiento sobresaliente, una eficacia y una estabilidad excepcionales en el taladrado de agujeros profundos



Aplicaciones y características
Aplicaciones
Características
1. Amplia gama de opciones para diversas operaciones de taladrado profundo

2. Máxima eficiencia
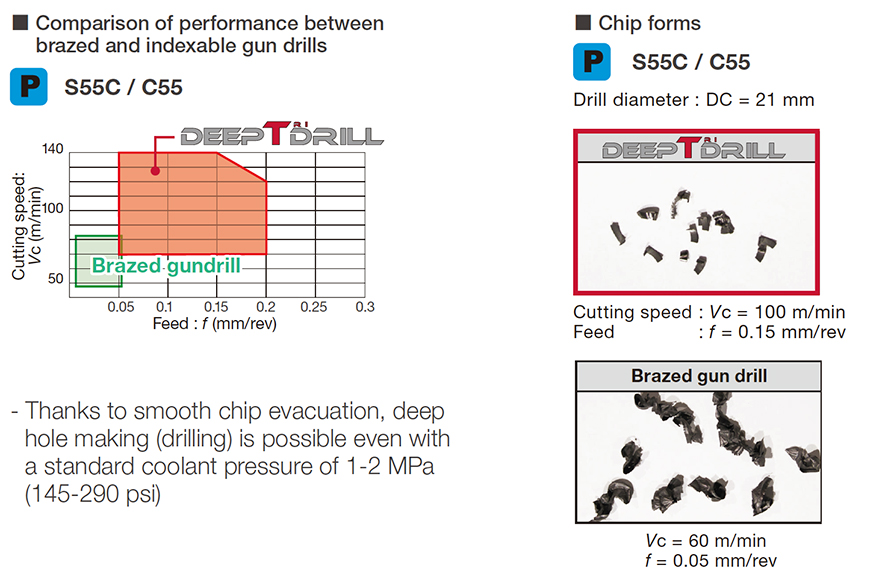
- El exclusivo rompevirutas y divisor de virutas en la arista de corte permite un impresionante control de viruta en cualquier velocidad de avance, especialmente en los avances más altos
- Gracias a la suave evacuación de viruta, es posible realizar agujeros profundos (taladrado) incluso con una presión de refrigerante estándar de 1-2 MPa (145-290 psi)
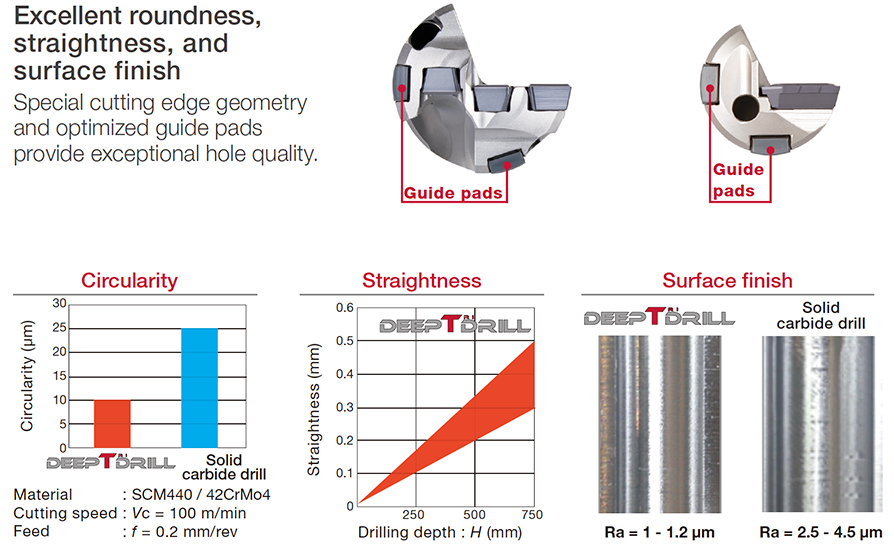
3. Excelente redondez, rectitud y acabado superficial
- La geometría especial de la arista de corte y los patines guía optimizados proporcionan una calidad de agujero excepcional.
Plaquitas y calidades
Plaquitas

TOHT-NDJ/NDL
- 3 aristas de corte con separador de virutas
LOGT-NDJ
- 2 aristas de corte con separador de virutas
ZSGT-NDJ
- 1 arista de corte con separador de virutas

FBM/FBH
- Diseño optimizado del rompevirutas para el taladrado de agujeros profundos

Patín guia
Calidades principales
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Gran resistencia al desgaste
- Diseñada para el taladrado de diversos materiales
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Buen equilibrio entre la resistencia al desgaste y al astillado
- Adecuada para el mecanizado de acero y acero inoxidable en condiciones de corte estándar
FH3125 (Para patines guia)
- Primera opción
- Gran durabilidad de la herramienta gracias a un sustrato y a un recubrimiento único
FH3135 (Para patines guia)
- Gran resistencia a la rotura
- Primera opción cuando se utiliza un refrigerante soluble en agua
Cuerpos de broca
Taladrado en general

MCTR (ø8 – ø40 mm)
• Para tornos y centros de mecanizado
• L/D = 8 – 45

Ejemplos prácticos
Ejemplo #01
Indústria energética
| Pieza: | Tubo |
| Material: | SUS304 / X5CrNi18-9 |
| Broca: | MCTR20.00XM32-10 |
| Plaquita: | TOHT090305R-NDL |
| Calidad: | AH725 |
| Condiciones corte: | Vc = 80 (m/min) f = 0.04 (mm/rev) Vf = 53 (mm/min) H = 200 (mm) Refrigeración: Taladrina Máquina: Horizontal M/C |

Example #2
Molde y matriz
| Pieza: | Molde de plástico |
| Material: | SKD61 / X40CrMoV5-1 (45 HRC) |
| Broca: | TRLGCH18.00X1500-36A |
| Plaquita: | TOHT080305R-NDJ |
| Calidad: | AH725 |
| Condiciones corte: | Vc = 62 (m/min) f = 0.04 (mm/rev) Vf = 44 (mm/min) H = 700 (mm) Refrigeración: Taladrina Máquina: Horizontal M/C |

Ejemplo #03
Industria automovilística
| Pieza: | Eje |
| Material: | SCM420H |
| Broca: | MCTR12.00XM20-20 |
| Plaquita: | LOGT060204R-NDJ |
| Calidad: | AH725 |
| Condiciones corte: | Vc = 150 (m/min) f = 0.13 (mm/rev) Vf = 517 (mm/min) øDc = 12 (mm) H = 233 (mm) Refrigeración: Taladrina Máquina: Vertical M/C |

Condiciones de corte estándar
Drill diameter: DC = ø7.94 – ø9.99 mm
| ISO | Workpiece material | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feedf (mm/rev) |
|---|---|---|---|---|---|
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Grey cast iron FC250, GG25, 250, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Ductile cast iron FCD700, 700-2, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Aluminium alloys | NDJ | AH9130 | 60 – 100 | 0.05 – 0.18 | |
| Heat-resistant alloys Inconel 718, etc. |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | |
| Titanium alloys Ti-6Al-4V, etc. |
NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | |
| Hardened steel ≥ 40HRC |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 |
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø10 – ø28 mm
| ISO | Workpiece material | Priority | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| ø10 – ø11.8 | ø11.81 – ø13.99 | ø14 – ø18 | ø18.01 – ø28 | ||||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.12 | 0.08 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 120 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Aluminium alloys | Lower feed | NDL | AH725 | 80 – 160 | – | – | 0.03 – 0.15 | 0.03 – 0.15 | |
| First choice | NDJ | AH9130 | 100 – 200 | 0.05 – 0.18 | 0.05 – 0.2 | 0.08 – 0.22 | 0.1 – 0.25 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | NDL | AH725 | 20 – 50 | – | – | 0.03 – 0.06 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | NDL | AH725 | 30 – 60 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.15 | ||
| Hardened steel ≥ 40HRC |
Lower feed | NDL | AH725 | 40 – 100 | – | – | 0.03 – 0.08 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 50 – 100 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø28.01 – ø40 mm
| ISO | Workpiece material | Priority | For central | For intermediate | For peripheral | Cutting speed Vc (m/min) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Chip-breaker | Grade | Chip-breaker | Grade | Chip-breaker | Grade | ø28.01 – ø40 | ||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.3 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 120 | 0.1 – 0.3 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Aluminium alloys | Lower feed | G | AH725 | DL | AH725 | G | AH725 | 80 – 160 | 0.03 – 0.2 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 100 – 200 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 20 – 50 | 0.03 – 0.08 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 20 – 50 | 0.06 – 0.13 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 30 – 60 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 30 – 60 | 0.1 – 0.18 | ||
| Hardened steel ≥ 40HRC |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 40 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 50 – 100 | 0.06 – 0.13 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Para más información sobre este producto, visita nuestro catálogo online o descarga el catálogo de producto:
Métrico
Cuerpo de broca
Patín guia
Imperial
Cuerpo de broca
Cómo ajustar el diámetro de DeepTri-Drill con placas de ajuste
Ver vídeo


Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla.
Informes de Éxito de TungaloyExplore la plataform TSR de Tungaloy para obtener información sobre casos específicos de mecanizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.