

Schaftfräser mit austauschbaren Köpfen für kürzere Werkzeugwechselzeiten
Wählen Sie die beste Kopf-Schaft-Kombination für Ihre Fräsanwendung
Minimieren Sie die Rüstzeit und maximieren Sie Ihre Produktivität

Anwendungen & Eigenschaften
Anwendungen












Eigenschaften
1. Große Auswahl an Geometrien
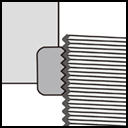
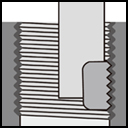
• 45 verschiedene Geometrien sind verfügbar. Mit dem Präzisionsgewinde ist der Austausch des Fräskopfs einfach und hochgenau.

2. Drei Arten von Schaftmaterial
• Der Anwender kann die für ihn am besten geeignete Kombination je nach den Bearbeitungsparametern, der Länge und der gewünschten Anwendung auswählen.

3. Keine Einrichtungszeit
Die Stillstandszeit der Maschine wird erheblich reduziert. Vereinfachtes Einrichten, da nur der Kopf indexiert wird.

4. Hohe Genauigkeit und Wiederholbarkeit
Wiederholbarkeit und Genauigkeit werden durch den vollständigen Kontakt von Kegel und Fläche gewährleistet.

Köpfe & Sorten
Wendeschneidplatten

Quadratische Köpfe

Planfräsköpfe

Fräsköpfe zum Hochvorschub-Fräsen









Sorten
AH725
![]()
![]()
![]()
![]()
- Nano-Multilayer-Beschichtung
- Priorität auf Vermeidung von Abplatzen und Bruchsicherheit
AH715
![]()
![]()
![]()
![]()
![]()
- Nano-Multilayer-Beschichtung
- Hervorragende längere Standzeit als bestehende Sorten
GH130
![]()
![]()
![]()
- Hohe Zerspanungs- und Bruchsicherheit
- Geeignet für Stahl, rostfreien Stahl und Gusseisen
GH730
![]()
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Erste Wahl für das Schlitzen von verschiedenen Materialien
Zubehör
Schaft

Gerader Hals und zylindrischer Schaft

Gerader Schaft und Hals mit Kühlmittelbohrung

Gerader Hals und Weldon Schaft

Schaft mit hoher Stabilität

Gerader Schaft und konischer Hals

Zylinderschaft und Kegelhals mit Kühlmittelbohrung
Praxis-Beispiele
Beispiel 1
| Werkstück: | Getriebe |
| Material: | SCM420 / 18CrMo4 |
| Schaft: | VSSD16L100S10-S (Steel, ø16 mm) |
| Kopf: | VEE160L12.0C60I04S10 (ø16 mm) |
| Sorte: | AH715 |
| Schnittbedingungen: | Vc = 100 (m/min) fz = 0.09 (mm/Z) ap = 10 (mm) ae = 0.1 (mm) Kühlmittel: Nass |

Beispiel 2
| Werkstück: | Welle |
| Material: | S45C / C45 |
| Schaft: | VSSD10L075S06-S (Steel, ø10 mm) |
| Kopf: | VEH100L15.0R10I04S06 (ø10 mm) |
| Sorte: | AH715 |
| Schnittbedingungen: | Vc = 100 (m/min) fz = 0.05 (mm/Z) ap = 1 (mm) ae = 6 (mm) Kühlmittel: Nass |

Beispiel 3
| Werkstück: | Zahnstange |
| Material: | SCM440 / 42CrMo4 |
| Schaft: | VSSD25L075S12-S (Steel, ø25 mm) |
| Kopf: | VEH200L30.0R05I04S12 (ø20 mm) |
| Sorte: | AH715 |
| Schnittbedingungen: | Vc = 140 (m/min) fz = 0.08 (mm/Z) ap = 24 (mm) ae = 5.5 (mm) Kühlmittel: Nass |

Standard-Schnittbedingungen
Quadratisch - Schulterfräsen
VEH, VEE: 3 Flöten, VED / VEE: 4 Flöten, VEE-A, VEE-I, VEE-R, VED-R, VEE-C
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | Zahnvorschub: fz (mm/Z) | Schnitttiefe ap (mm) |
Schnittbreite ae(mm) |
||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | ||||||||||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | ||||||
 |
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 180 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 60 – 140 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 60 – 120 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC | |
 |
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 40 – 100 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC |
 |
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 80 – 200 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC |
| Kugrlgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 80 – 200 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC | |
 |
Aluminium-Legierungen Si < 13% |
– | 200 – 700 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC |
| Aluminium-LegierungenSi ≥ 13% | – | 100 – 300 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC | |
 |
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 40 – 80 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 20 – 40 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC | |
 |
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 40 – 80 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 60 | 0.03 – 0.07 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.1 – 0.18 | 0.6 x DC | 0.25 x DC | |
VED / VEE: 6 Flöten, VED / VEE: 8, 10 Flöten, VED: 7, 9 Flöten
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Zahnvorschub: fz (mm/Z) | Schnitttiefe ap (mm) |
Schnittbreite ae(mm) |
|||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | |||||||||||
| 8 | 10 | 12 | 16 | 20 | 25 | ||||||
|
Titan-Legierungen Ti-6Al-4V, etc. |
– | 60 – 120 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.6 x DC | 0.02 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– | 30 – 60 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.6 x DC | 0.02 x DC | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 80 – 160 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.6 x DC | 0.02 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 40 – 90 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 0.6 x DC | 0.02 x DC | |
Quadratisch - Schlitzen
VEH, VEE: 3 Flöten, VED/VEE: 4 Flöten, VEE-A, VEE-I, VEE-R, VEE-C
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | Zahnvorschub: fz (mm/Z) | Schnitttiefe ap (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | |||||||||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | |||||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 50 – 70 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 40 – 80 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 40 – 70 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 30 – 60 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 50 – 120 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 50 – 120 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC | |
|
Aluminium-Legierungen Si < 13% |
– | 130 – 400 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC |
| Aluminium-Legierungen Si ≥ 13% |
– | 70 – 200 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 20 – 40 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 10 – 20 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 25 – 60 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 10 – 30 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.07 – 0.1 | 0.07 – 0.1 | 0.5 x DC | |
VED-RS
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) | Shoulder milling | Slotting | Depth of cut ap (mm) |
Width of cut ae (mm) |
||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed per tooth: fz (mm/t) | |||||||||||
| Tool diameter: DC (mm) | |||||||||||
| 6 | 8 | 10 | 6 | 8 | 10 | ||||||
|
Carbon steel S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 140 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.5 x DC | 0.15 x DC |
| Alloy steel SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 60 – 120 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.5 x DC | 0.15 x DC | |
| Prehardened steel PX5, NAK80, etc. |
30 – 40 HRC | 60 – 100 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.5 x DC | 0.15 x DC | |
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 40 – 80 | 0.03 – 0.05 | 0.05 – 0.07 | 0.05 – 0.07 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.5 x DC | 0.15 x DC |
|
Grey cast iron FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 80 – 140 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.5 x DC | 0.15 x DC |
| Ductile cast iron FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 80 – 140 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.5 x DC | 0.15 x DC | |
|
Aluminium alloys Si < 13% |
– | 200 – 500 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.5 x DC | 0.15 x DC |
| Aluminium alloys Si ≧ 13% |
– | 100 – 200 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | 0.5 x DC | 0.15 x DC | |
|
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 40 – 60 | 0.03 – 0.05 | 0.05 – 0.07 | 0.05 – 0.07 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.5 x DC | 0.15 x DC |
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | 20 – 30 | 0.03 – 0.05 | 0.05 – 0.07 | 0.05 – 0.07 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.5 x DC | 0.15 x DC | |
|
Hardened steel SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 40 – 60 | 0.03 – 0.05 | 0.05 – 0.07 | 0.05 – 0.07 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.5 x DC | 0.15 x DC |
| Hardened steel SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 40 | 0.03 – 0.05 | 0.03 – 0.05 | 0.05 – 0.07 | 0.03 – 0.04 | 0.03 – 0.04 | 0.03 – 0.04 | 0.5 x DC | 0.15 x DC | |
Planfräsen
VFM
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | Zahnvorschub: fz (mm/Z) | Schnitttiefe
ap (mm) |
Schnittbreite
ae(mm) |
||||
|---|---|---|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | ||||||||||
| 12 | 16 | 20 | 25 | |||||||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 180 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 60 – 140 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 60 – 120 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 40 – 100 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 80 – 200 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 80 – 200 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC | |
|
Aluminium-Legierungen Si < 13% |
– | 200 – 700 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC |
| Aluminium-Legierungen Si ≥ 13% |
– | 100 – 300 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 40 – 80 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 20 – 40 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 40 – 80 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 60 | 0.05 – 0.1 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.1 – 0.17 | 1 | 0.7 x DC | |
Hochvorschub-Fräsen
VFX: 2, 4, 6 Flöten
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | ø10 | ø12 | ø16 | ø20 | Schnittbreite ae (mm) |
||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Zahnvorschub fz (mm/Z) |
Schnitttiefe ap (mm) |
Zahnvorschub fz (mm/Z) |
Schnitttiefe ap (mm) |
Zahnvorschub fz (mm/Z) |
Schnitttiefe ap (mm) |
Zahnvorschub fz (mm/Z) |
Schnitttiefe ap (mm) |
|||||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 100 – 200 | 0.3 – 0.7 | 0.5 | 0.4 – 0.8 | 0.5 | 0.5 – 0.9 | 0.75 | 0.6 – 1 | 1 | 0.6 x DC |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 80 – 180 | 0.2 – 0.6 | 0.5 | 0.3 – 0.7 | 0.5 | 0.4 – 0.8 | 0.75 | 0.5 – 0.9 | 1 | 0.6 x DC | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 80 – 160 | 0.2 – 0.5 | 0.4 | 0.2 – 0.5 | 0.4 | 0.3 – 0.6 | 0.5 | 0.3 – 0.6 | 0.75 | 0.6 x DC | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 60 – 100 | 0.2 – 0.6 | 0.4 | 0.2 – 0.6 | 0.4 | 0.3 – 0.7 | 0.5 | 0.3 – 0.7 | 0.75 | 0.6 x DC |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 100 – 220 | 0.3 – 0.7 | 0.5 | 0.4 – 0.8 | 0.75 | 0.5 – 0.9 | 0.75 | 0.6 – 1 | 1 | 0.6 x DC |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 100 – 220 | 0.2 – 0.6 | 0.5 | 0.3 – 0.7 | 0.75 | 0.4 – 0.8 | 0.75 | 0.5 – 0.9 | 1 | 0.6 x DC | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 40 – 80 | 0.2 – 0.5 | 0.4 | 0.2 – 0.5 | 0.4 | 0.2 – 0.6 | 0.5 | 0.2 – 0.6 | 0.5 | 0.25 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 20 – 40 | 0.1 – 0.3 | 0.3 | 0.1 – 0.3 | 0.3 | 0.1 – 0.3 | 0.4 | 0.1 – 0.3 | 0.4 | 0.25 x DC | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 40 – 80 | 0.2 – 0.4 | 0.3 | 0.2 – 0.4 | 0.3 | 0.3 – 0.5 | 0.4 | 0.3 – 0.5 | 0.4 | 0.45 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 60 | 0.1 – 0.2 | 0.2 | 0.1 – 0.2 | 0.2 | 0.1 – 0.3 | 0.3 | 0.1 – 0.3 | 0.3 | 0.25 x DC | |
Bitte beachten Sie, dass der Vorschub pro Schneide den maximalen Vorschub pro Schneide für jedes Produkt nicht überschreiten sollte.
Kugel - Profilieren zum Schruppen
VBB-BM / BG / SG, VBD-BG, VBE-BGA
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | Zahnvorschub: fz (mm/Z) | Schnitttiefe
ap (mm) |
Taktvorschub Pf (mm) |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | |||||||||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | ||||||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 100 – 200 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.4 x DC |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 80 – 180 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.4 x DC | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 80 – 160 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.4 x DC | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 60 – 100 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.4 x DC |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 100 – 220 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.4 x DC |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 100 – 220 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.4 x DC | |
|
Aluminium-Legierungen Si < 13% |
– | 200 – 700 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.4 x DC |
| Aluminium-Legierungen Si ≥ 13% |
– | 100 – 300 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.4 x DC | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 40 – 80 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.2 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 20 – 40 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.2 x DC | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 40 – 80 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.2 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 60 | 0.03 – 0.07 | 0.03 – 0.07 | 0.04 – 0.08 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.08 – 0.15 | 0.08 – 0.15 | 0.3 x DC | 0.2 x DC | |
Kugel - Profilieren für Vorschlichten und Schlichten
VBB-BM / BG / SG, VBD-BG, VBE-BGA
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Zahnvorschub: fz (mm/Z) | Schnitttiefe ap (mm) |
Taktvorschub Pf (mm) |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | |||||||||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | ||||||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 120 – 250 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.1 x DC | 0.15 x DC |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 100 – 220 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.1 x DC | 0.15 x DC | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 100 – 200 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.1 x DC | 0.15 x DC | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 80 – 120 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.1 x DC | 0.15 x DC |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 120 – 280 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.1 x DC | 0.15 x DC |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 120 – 280 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.1 x DC | 0.15 x DC | |
|
Aluminium-Legierungen Si < 13% |
– | 300 – 1000 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.1 x DC | 0.15 x DC |
| Aluminium-Legierungen Si ≥ 13% |
– | 150 – 400 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.1 x DC | 0.15 x DC | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 50 – 100 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.08 x DC | 0.1 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 30 – 50 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.08 x DC | 0.1 x DC | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 50 – 100 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.08 x DC | 0.1 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 30 – 80 | 0.04 – 0.09 | 0.04 – 0.09 | 0.06 – 0.11 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.16 | 0.1 – 0.18 | 0.1 – 0.18 | 0.08 x DC | 0.1 x DC | |
Radius - Schulterfräsen
VRB, VRC, VRD
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | Zahnvorschub: fz (mm/Z) | Schnitttiefe ap (mm) |
Schnittbreite ae(mm) |
||||
|---|---|---|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | ||||||||||
| 8 | 10 | 12 | 16 | 20 | ||||||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 180 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 60 – 140 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 60 – 120 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 40 – 100 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 80 – 200 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 80 – 200 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC | |
|
Aluminium-Legierungen Si < 13% |
– | 200 – 700 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC |
| Aluminium-Legierungen Si ≥ 13% |
– | 100 – 300 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 40 – 80 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 20 – 40 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 40 – 80 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 60 | 0.05 – 0.09 | 0.07 – 0.12 | 0.08 – 0.13 | 0.09 – 0.15 | 0.1 – 0.17 | 0.6 x DC | 0.25 x DC | |
Radius - Schlitzen
VRB, VRC, VRD
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | Zahnvorschub: fz (mm/Z) | Schnitttiefe ap (mm) |
||||
|---|---|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | |||||||||
| 8 | 10 | 12 | 16 | 20 | |||||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 50 – 70 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 40 – 80 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 40 – 70 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 30 – 60 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 50 – 120 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 50 – 120 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC | |
|
Aluminium-Legierungen Si < 13% |
– | 130 – 400 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC |
| Aluminium-Legierungen Si ≥ 13% |
– | 70 – 200 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 20 – 40 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 10 – 20 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 25 – 60 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 10 – 30 | 0.03 – 0.04 | 0.04 – 0.05 | 0.05 – 0.06 | 0.06 – 0.08 | 0.07 – 0.1 | 0.5 x DC | |
Faß, Bull Nose, Linse - Profilierung
VBO, VBN, VBL
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | Zahnvorschub: fz (mm/Z) | Cusp-Höhe (mm) | ||
|---|---|---|---|---|---|---|---|
| Werkzeug-Durchmesser: DC (mm) | |||||||
| 10 | 12 | 16 | |||||
|
Stahl mit niedrigem Kohlenstoffgehalt S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 100 – 200 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 |
| Stahl mit hohem Kohlenstoffgehalt SCM440, SCr415, etc. 42CrMo4, 15Cr3, etc. |
– 300 HB | 80 – 180 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 80 – 160 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 60 – 100 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 |
|
Grauguss FC250, FC300, etc. 250, 300, etc. |
150 – 250 HB | 100 – 220 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 |
| Kugelgraphitguss FCD400, etc. 400-15S, etc. |
150 – 250 HB | 100 – 220 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 | |
|
Aluminium-Legierungen Si < 13% |
– | 200 – 700 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 |
| Aluminium-Legierungen Si ≥13% |
– | 100 – 300 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 40 – 80 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 |
| Hitzebeständige Legierungen Inconel718, etc. |
– 40 HRC | 20 – 40 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 | |
|
Gehärteter Stahl SKD61, SKT4, etc. X40CrMoV5-1, 55NiCrMoV6, etc. |
– 40 HRC | 40 – 80 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 |
| Gehärteter Stahl SKD11, SKH, etc. X153CrMoV12, HS18-0-1, etc. |
50 – 60 HRC | 20 – 60 | 0.05 – 0.1 | 0.06 – 0.11 | 0.07 – 0.13 | 0.1 | |
Anfasen und Ansenken (Fräsen, Z-Vorschub-Fasen)
VCA, VCW, VCR
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|---|---|---|---|---|
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 60 – 100 | 0.03 – 0.06 |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 50 – 80 | 0.03 – 0.06 | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 40 – 70 | 0.03 – 0.06 | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 30 – 50 | 0.03 – 0.06 |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 80 – 120 | 0.03 – 0.06 |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 80 – 120 | 0.03 – 0.06 | |
|
Aluminium-Legierungen | – | 100 – 200 | 0.04 – 0.08 |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 30 – 50 | 0.025 – 0.05 |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 20 – 40 | 0.02 – 0.04 | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 30 – 50 | 0.025 – 0.05 |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 40 | 0.02 – 0.04 |
Anbohren
VCP, VDS
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Vorschub f (mm/U) |
|---|---|---|---|---|
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 60 – 100 | 0.06 – 0.12 |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 50 – 80 | 0.06 – 0.12 | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 40 – 70 | 0.06 – 0.12 | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 30 – 50 | 0.06 – 0.12 |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 80 – 120 | 0.06 – 0.12 |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 80 – 120 | 0.06 – 0.12 | |
|
Aluminium-Legierungen | – | 100 – 200 | 0.08 – 0.16 |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 30 – 50 | 0.05 – 0.1 |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 20 – 40 | 0.04 – 0.08 | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 30 – 50 | 0.05 – 0.1 |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 40 | 0.04 – 0.08 |
Zentrierbohren
VDP
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) | Vorschub: f (mm/U) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| VDP107 | VDP165 | VDP2 | VDP3 | VDP4 | VDP5 | VDP6 | ||||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 40 – 80 | 0.02 – 0.04 | 0.025 – 0.05 | 0.025 – 0.05 | 0.04 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.06 – 0.12 |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 30 – 50 | 0.02 – 0.04 | 0.025 – 0.05 | 0.025 – 0.05 | 0.04 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.06 – 0.12 | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 20 – 30 | 0.02 – 0.04 | 0.025 – 0.05 | 0.025 – 0.05 | 0.04 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.06 – 0.12 | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 15 – 25 | 0.015 – 0.03 | 0.02 – 0.04 | 0.02 – 0.04 | 0.04 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.06 – 0.12 |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 60 – 100 | 0.02 – 0.04 | 0.025 – 0.05 | 0.025 – 0.05 | 0.05 -0.09 | 0.07 – 0.012 | 0.07 – 0.12 | 0.12 – 0.18 |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 60 – 100 | 0.02 – 0.04 | 0.025 – 0.05 | 0.025 – 0.05 | 0.04 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.1 – 0.15 | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 15 – 25 | 0.01 – 0.02 | 0.01 – 0.02 | 0.015 – 0.03 | 0.04 – 0.07 | 0.04 – 0.07 | 0.04 – 0.07 | 0.04 – 0.07 |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 10 – 20 | 0.01 – 0.02 | 0.01 – 0.02 | 0.015 – 0.03 | 0.03 – 0.06 | 0.03 – 0.06 | 0.03 – 0.06 | 0.03 – 0.06 | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 15 – 25 | – | – | – | 0.04 – 0.07 | 0.04 – 0.07 | 0.04 – 0.07 | 0.04 – 0.07 |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 10 – 20 | – | – | – | 0.03 – 0.06 | 0.03 – 0.06 | 0.03 – 0.06 | 0.03 – 0.06 | |
—0.03 – 0.060.03 – 0.060.03 – 0.060.03 – 0.06
Senkerodieren
VGC
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|---|---|---|---|---|
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 40 – 80 | 0.04 – 0.08 |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 30 – 50 | 0.04 – 0.08 | |
| Vorgehärteter Stahl PX5, NAK80, etc. |
30 – 40 HRC | 20 – 30 | 0.04 – 0.08 | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 15 – 25 | 0.04 – 0.08 |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 60 – 100 | 0.05 – 0.09 |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 60 – 100 | 0.04 – 0.08 | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 15 – 25 | 0.04 – 0.07 |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 10 – 20 | 0.03 – 0.06 | |
|
Gehärteter Stahl SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 15 – 25 | 0.04 – 0.07 |
| Gehärteter Stahl SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 10 – 20 | 0.03 – 0.06 |
Beim Bohren sollte mit einer Tiefe von 0,3 – 0,5 mm pro Schritt gebohrt werden.
Wenden Sie beim Schulterfräsen oder Schlitzen die gleichen Schnittbedingungen wie beim VEE-Kopf an.
Schlitzen
| ISO | Material des Werkstücks | Härte | VST | VTB | ||
|---|---|---|---|---|---|---|
| Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|||
|
Kohlenstoffstahl S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 180 | 0.05 – 0.15 | 80 – 180 | 0.08 – 0.18 |
| Legierter Stahl SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 60 – 120 | 0.04 – 0.12 | 60 – 120 | 0.05 – 0.15 | |
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 50 – 120 | 0.04 – 0.12 | 50 – 120 | 0.05 – 0.15 |
|
Grauguss FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 100 – 200 | 0.05 – 0.15 | 100 – 200 | 0.08 – 0.18 |
| Kugelgraphitguss FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 100 – 200 | 0.04 – 0.12 | 100 – 200 | 0.05 – 0.15 | |
|
Aluminium-Legierungen Si < 13% |
– | 200 – 600 | 0.05 – 0.15 | 200 – 600 | 0.08 – 0.18 |
| Aluminium-Legierungen Si ≥ 13% |
– | 100 – 300 | 0.03 – 0.13 | 100 – 300 | 0.05 – 0.15 | |
|
Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 40 – 60 | 0.04 – 0.12 | 40 – 60 | 0.05 – 0.15 |
| Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 15 – 35 | 0.02 – 0.1 | 15 – 35 | 0.02 – 0.1 | |
modularer Wechsel-Kopf
HPAV06-S
| ISO | Werkstoffe des Werkstücks | Härte | Priorität | Sorte | Schnittgeschw. Vc (m/min) | Zahnvorschub fz (mm/Z) |
|
|---|---|---|---|---|---|---|---|
|
Stahl mit niedrigem Kohlenstoffgehalt S15C / C15E4, SS400 / E275A, etc. |
– 200 HB | Erste Wahl | AH3225 | 230 – 430 | 0.07 – 0.12 | |
| Kohlenstoffstahl und legierter Stahl S55C / C55, SCM440 / 42CrMo4, etc. |
– 300 HB | Erste Wahl | AH3225 | 150 – 350 | 0.07 – 0.12 | ||
| Vorgehärteter Stahl NAK80, PX5, etc. |
30 – 40 HRC | Erste Wahl | AH3225 | 100 – 230 | 0.07 – 0.12 | ||
|
Rostfreier Stahl SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, etc. |
– | Erste Wahl | AH3135 | 150 – 220 | 0.06 – 0.1 | |
|
Grauguss FC250 / 250, FC300 / 300, etc. |
150 – 250 HB | Erste Wahl | AH120 | 200 – 330 | 0.07 – 0.12 | |
| Kugelgraphitguss FCD400, FCD600 / 600-3, etc. |
150 – 250 HB | Erste Wahl | AH120 | 150 – 240 | 0.07 – 0.12 | ||
|
Aluminium-Legierungen Si < 13% |
– | Erste Wahl | KS05F | 650 – 1000 | 0.07 – 0.12 | |
| Aluminium-Legierungen Si ≥ 13% |
– | Erste Wahl | KS05F | 100 – 230 | 0.04 – 0.12 | ||
|
Titan-Legierungen Ti-6AI-4V, etc. |
– 40 HRC | Erste Wahl | AH130 | 40 – 90 | 0.04 – 0.1 | |
| Superlegierungen Inconel718, etc. |
– 40 HRC | Erste Wahl | AH130 | 45 – 65 | 0.04 – 0.09 | ||
|
Gehärteter Stahl | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | Erste Wahl | AH120 | 45 – 70 | 0.04 – 0.08 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | Erste Wahl | AH120 | 40 – 65 | 0.04 – 0.06 | ||
Gewindeschneiden
VMT, VTR
| ISO | Material | Zustand | Zugfestigkeit [N/mm2] | Härte HB |
Schnittgeschw. (m/min) |
Werkzeug-Ø(mm) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Vorschub (mm/Z) | ||||||||||
| AH725 | ø10 | ø12 | ø15.4, ø15.7, ø16 | ø21.7 | ||||||
|
Unlegierter Stahl und Stahlguss, Automatenstahl | < 0.25 %C | Geglüht | 420 | 125 HB | 100 – 250 | 0.08 | 0.09 | 0.12 | 0.15 |
| ≥ 0.25 %C | Geglüht | 650 | 190 HB | 80 – 210 | 0.08 | 0.09 | 0.12 | 0.15 | ||
| < 0.55 %C | Abgeschreckt und vergütet | 850 | 250 HB | 65 – 170 | ||||||
| ≥ 0.55 %C | Geglüht | 750 | 220 HB | 110 – 180 | 0.07 | 0.08 | 0.1 | 0.12 | ||
| Abgeschreckt und vergütet | 1000 | 300 HB | 95 – 160 | 0.07 | 0.08 | 0.1 | 0.12 | |||
| Niedrig legierter Stahl und Stahlguss (weniger als 5 % an Legierungselementen) |
Geglüht | 600 | 200 HB | 90 – 160 | 0.05 | 0.05 | 0.07 | 0.08 | ||
| Abgeschreckt und vergütet | 930 | 275 HB | 65 – 200 | 0.05 | 0.05 | 0.07 | 0.08 | |||
| 1000 | 300 HB | 70 – 210 | 0.05 | 0.05 | 0.07 | 0.08 | ||||
| 1200 | 350 HB | 95 – 160 | 0.05 | 0.05 | 0.07 | 0.08 | ||||
| Hochlegierter Stahl, Stahlguss und Werkzeugstahl | Geglüht | 680 | 200 HB | 130 – 170 | 0.05 | 0.05 | 0.07 | 0.08 | ||
| Abgeschreckt und vergütet | 1100 | 325 HB | 75 – 100 | 0.05 | 0.05 | 0.07 | 0.08 | |||
| Rostfreier Stahl und Stahlguss | Ferritisch/martensitisch | 680 | 200 HB | 110 – 170 | 0.05 | 0.05 | 0.07 | 0.08 | ||
| Martensitisch | 820 | 240 HB | 70 – 155 | 0.05 | 0.05 | 0.07 | 0.08 | |||
|
Rostfreier Stahl | Geglüht | 600 | 180 HB | 85 – 100 | 0.05 | 0.05 | 0.07 | 0.08 | |
|
Sphäroguss (GGG) | Ferritisch/martensitisch | 180 HB | 120 – 160 | 0.08 | 0.09 | 0.12 | 0.15 | ||
| Perlitisch | 260 HB | 75 – 160 | 0.08 | 0.09 | 0.12 | 0.15 | ||||
| Grauguss (GG) | Ferritisch | 160 HB | 70 – 150 | 0.08 | 0.09 | 0.12 | 0.15 | |||
| Perlitisch | 250 HB | 110 – 140 | 0.08 | 0.09 | 0.12 | 0.15 | ||||
| Verformbares Grauguss | Ferritisch | 130 HB | 120 – 160 | 0.08 | 0.09 | 0.12 | 0.15 | |||
| Perlitisch | 230 HB | 110 – 140 | 0.08 | 0.09 | 0.21 | 0.15 | ||||
|
Aluminium-Knetlegierung | Nicht härtbar | 60 HB | 160 – 300 | 0.08 | 0.09 | 0.12 | 0.15 | ||
| Gehärtet | 100 HB | |||||||||
| Aluminium-Guss, legiert | ≤12% Si | Nicht härtbar | 75 HB | 150 – 350 | 0.08 | 0.09 | 0.12 | 0.15 | ||
| Gehärtet | 90 HB | |||||||||
| >12% Si | Hohe Temperatur | 130 HB | 100 – 250 | 0.05 | 0.05 | 0.07 | 0.08 | |||
| Kupferlegierungen | >1% Pb | Freies Schneiden | 110 HB | |||||||
| Messing | 90 HB | |||||||||
| Elektrolitisches Kupfer | 100 HB | |||||||||
| Nicht-metallisch | Duroplaste, Faserkunststoffe | 100 – 400 | 0.11 | 0.12 | 0.15 | 0.18 | ||||
| Hartgummi | ||||||||||
|
Hochtemperatur-Legierungen | Fe-Basis | Geglüht | 200 HB | ||||||
| Gehärtet | 280 HB | |||||||||
| Ni- oder Co-Basis | Geglüht | 250 HB | 20 – 80 | 0.03 | 0.03 | 0.04 | 0.04 | |||
| Gehärtet | 350 HB | |||||||||
| Cast | 320 HB | |||||||||
| Titanium Ti-Legierungen | RM 400 | |||||||||
| Alpha+beta-Legierungen gehärtet | RM 1050 | 20 – 80 | 0.03 | 0.03 | 0.04 | 0.04 | ||||
|
Gehärteter Stahl | Gehärtet | 55 HRC | 55 – 65 | ||||||
| Gehärtet | 60 HRC | 45 – 55 | ||||||||
| Gekühltes Grauguss | Gießen | 400 HB | 90 – 105 | |||||||
| Grauguss | Gehärtet | 55 HRC | 55 – 65 | |||||||
Multi Functional
VVFH
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) | Drilling | Shoulder milling | Slotting | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Feed per revolution: f (mm/rev) | Feed per tooth: fz (mm/t) | |||||||||
| Tool diameter: DC (mm) | ||||||||||
| 6 | 8 | 10 | 6 | 8 | 10 | |||||
|
Carbon steel S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 180 | 0.12 – 0.18 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 |
| Alloy steel SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 60 – 140 | 0.12 – 0.18 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | |
| Prehardened steel PX5, NAK80, etc. |
30 – 40 HRC | 60 – 120 | 0.12 – 0.18 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | |
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 40 – 100 | 0.09 – 0.15 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 |
|
Grey cast iron FC250, FC300, etc. 250, 300, etc., GG250, GG300, etc. |
150 – 250 HB | 80 – 200 | 0.12 – 0.18 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 |
| Ductile cast iron FCD450, etc. 450-10S, etc., GGG450, etc. |
150 – 250 HB | 80 – 200 | 0.12 – 0.18 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | |
|
Aluminium alloys Si < 13% |
– | 200 – 700 | 0.09 – 0.15 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 |
| Aluminium alloys Si ≧ 13% |
– | 100 – 300 | 0.09 – 0.15 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | |
|
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | 40 – 80 | 0.02 – 0.05 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 |
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | 20 – 40 | 0.02 – 0.05 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 | |
|
Hardened steel SKD6, SKT4, etc. 55NiCrMoV7, etc. |
40 – 50 HRC | 40 – 80 | 0.06 – 0.09 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.03 – 0.04 | 0.03 – 0.04 | 0.04 – 0.05 |
| Hardened steel SKD11, SKH51, etc. HS6-5-2, etc. |
50 – 60 HRC | 20 – 60 | 0.06 – 0.09 | 0.03 – 0.07 | 0.05 – 0.09 | 0.07 – 0.12 | 0.04 – 0.05 | 0.04 – 0.05 | 0.04 – 0.05 | |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Catalog
- Haupt-Broschüre: PDF (englisch)
- Haupt-Broschüre_Apr.2025: PDF (deutsch)
Erweiterungen
- Erweiterungs-Broschüre: AH715, PDF (englisch)
- Erweiterungs-Broschüre: Lange Schneiden, hochstabile Schäfte,VFM-Planfräskopf, PDF (deutsch)
- Erweiterungs-Broschüre: VBO VBN, PDF (deutsch)
- Erweiterungs-Broschüre: Erweiterungs-Sorte und Kopf-Sortiment
- Erweiterungs-Broschüre: VER shank
- Erweiterungs-Broschüre: AH715 grade heads




Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.