

带有中心刃的多功能铣刀
带有中心切削能力的多功能铣刀实现超常的加工通用性

应用 & 特点
应用












特点
1. 多功能
– 带中心切削能力,单支铣刀可以完成各种应用,实现工艺和刀具集成,以实现最大生产效率。燕尾槽锁紧方式能够确保较高的加工安全性。

DoMultiRec的应用功能


| 刀片尺寸 | APMX (mm) | 刀具直径DC (mm) |
|---|---|---|
| 08 | 7 | ø16 |
| ø17 | ||
| 10 | 9 | ø20 |
| ø21 | ||
| 12 | 11 | ø25 |
| ø26 |
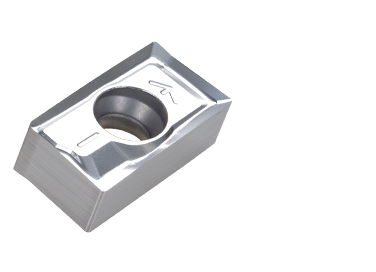
2. 带有中心刃方肩铣刀最大的单刃成本效益
– 单个刀片既可以用于中心刃也可以用于外周刃位置,并且可以在每个位置使用两个刀尖-总共4个刀尖实现了最高的刀片经济性。

3. 平孔底
– 易于使孔底尽可能平坦。也适用于锪孔。

12 尺寸
| 刀杆 | : EVLX12M025C25.0R02 (ø25 mm, z = 2) |
| 刀片 | : LXMU120408PER-MM AH3225 |
| 切削速度 | : Vc = 150 m/min |
| 每齿进给 | : fz = 0.07 mm/t |
| 孔深 | : 5 mm |
| 悬伸长度 | : 45 mm |
| 冷却方式 | : 干切 |
优化的底刃设计使孔底平整。
刀片 & 材质
刀片

主要材质
刀体


实际案例
案例 #1
| 零件: | 设备零件 |
| 材料: | 铸造不锈钢 |
| 刀杆: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| 刀片: | LXMU120408PER-MM |
| 材质: | AH3225 |
| 加工条件: | Vc = 60 (m/min) fz = 0.07 (mm/t) Vf = 102.8 (mm) ap = 5 (mm) ae =26 (mm) 应用: 锪孔,铣槽 冷却方式: 外冷 悬伸长度: 40 (mm) 机床: 立式加工中心, BT40 |

案例 #2
| 零件: | 设备零件 |
| 材料: | SCM420/18CrMo4 |
| 刀杆: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| 刀片: | LXMU120408PER-MM |
| 材质: | AH3225 |
| 加工条件: | Vc = 118 (m/min) fz = 0.31 (mm/t) Vf = 900 (mm) ap = 2 (mm) ae = 5 (mm) 应用: 方肩铣削 冷却方式: 压缩空气 悬伸长度: 100 (mm) 机床: 立式加工中心, BT50 |

标准加工条件
| ISO | 工件材料 | 硬度 | 断屑槽 | 材质 | 切削速度 Vc (m/min) | 开孔 (ZEFP = 1)(1) |
方肩铣 / 螺旋插补铣(1),(2) |
|||
|---|---|---|---|---|---|---|---|---|---|---|
| 每转进给量 f (mm/rev) |
每齿进给量 fz (mm/t) |
|||||||||
| 06 | 08 | 10 / 12 / 16 / 19 | ||||||||
|
|
低碳钢 S15C、SS400 等 C15E4、E275A 等 |
– 200 HB | MM | AH3225 | 100 – 300 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| 碳钢和合金钢 S55C、SCM440 等 C55、42CrMo4 等 |
– 300 HB | MM | AH3225 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| 淬火钢 NAK80、PX5 等 |
30 – 40 HRC | MM | AH3225 | 80 – 180 | 0.03 – 0.06 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
不锈钢 SUS304、SUS316 等 X5CrNi18-9、X5CrNiMo17-12-3 等 |
– | MM | AH3225 | 80 – 180 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.22 | |
|
|
灰口铸铁 FC250、FC300 等 250、300 等 |
150 – 250 HB | MM | AH120 | 100 – 300 | 0.03 – 0.1 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| 球墨铸铁 FCD400、FCD600 等 400-15S、600-3 等 |
150 – 250 HB | MM | AH120 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
铝合金 Si < 13% |
– | AM | DS2005 KS05F |
400 – 800 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| 铝合金 Si ≥ 13% |
– | AM | DS2005 KS05F |
100 – 200 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
|
|
钛合金 Ti-6AI-4V, 等 |
– | MM | AH3225 | 20 – 60 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | |
| 超级合金 铬镍铁合金 718 等 |
– | MM | AH8015 | 20 – 40 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||
|
|
淬火钢 | SKD61 等 X40CrMoV5-1 等 |
40 – 50 HRC | MM | AH8015 | 50 – 150 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 |
| SKD11 等 X153CrMoV12 等 |
50 – 60 HRC | MM | AH8015 | 40 – 70 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||






- (1)在下列情况下,进给时应将刀体视为只有一个有效切削刃 (ZEFP = 1):
- 开孔
- 用于孔直径 (øD) ≤ 1.25 倍刀具直径 (DC) 的螺旋插补孔
- 轴向偏差超过 APMX2
- (2)当刀具悬伸超过 3.5xD 时,刀具容易发生振刀,导致工件质量差。确保使用的轴向切削深度 (ap) 不超过 APMX2 栏中指示的值。同时将切削速度和进给速度降至推荐速度的 50%。
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统