电动汽车电机壳体
随着电动汽车(EV)和混合动力汽车的普及,对牵引电机的需求也在增加。
牵引电机是替代发动机汽车的核心,目前正在努力提高其效率,减小其尺寸和重量,以扩大决定汽车动态性能和巡航范围的扭矩特性。此外,为了理想的汽车寿命,对诸如静音和高可靠性等质量的需求正在迅速增加。
电机外壳是构成牵引电机的主要部件之一,由于需要减轻重量,电机外壳变得越来越薄,形状也越来越复杂。由于工件和夹具的刚性降低,这种薄壁和复杂形状工件的加工往往是非常困难。泰珂洛提出了电机壳体加工的最佳刀具组合和加工方法,有助于解决问题和提高生产效率。

刀具加工方案理念
- 通过提供高密齿刀盘提高生产效率;
- 铣刀包含去毛刺刀片能够在平面铣削精加工中防止毛刺产生。有助于减少去毛刺过程的工作强度并提高产品质量;
- 通过使用带三维断屑槽的PCD刀片可以解决铝合金车削加工中的切屑问题;
- 使用可换刀头式刀具可以缩短停机时间和换刀时间,并简化刀具管理;

主要工艺






工序1:粗铣平面
优点
- TungForce-Rec的高密齿刀盘适用于高效的粗铣加工;
- 在铝合金铣削加工中使用AM断屑槽,改善铝合金加工中的切屑处理;
- V形刀片底部设计有助于实现铝合金的高速加工;

![]()
")
AM刀片(用于非铁金属)
- 安装带特殊V形底部刀片的方肩铣刀能够使加工效率最大化;
- 高密齿刀盘有助于提高加工效率;

工序2:精铣平面
优点
- 高密齿刀盘提高平面精铣加工的效率,尤其适合铸件的加工;
- 通过使用特殊的高度调节机构能够轻松调整刀尖高度。显著减少了刀片高度调整所需的时间,这在高密齿铣刀中是很困难的;
- 可选择去毛刺修光刃刀片。防止毛刺的产生并提高已加工表面质量,这在表面精铣加工中非常重要;
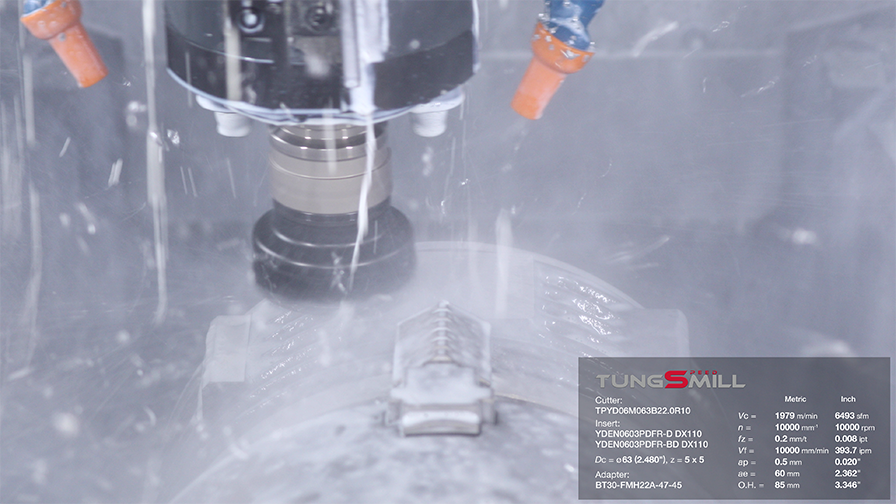
![]()
")
D刀片(标准刀片)
BD刀片(去毛刺刀片)
- 通过增加齿数实现高效加工;
- 使用特殊的锁紧机构,防止刀片飞散,实现高速旋转;
- 新的“凸轮调整”的调节机构缩短了刀尖高度调整所用的时间;

工序3:方肩铣削
优点
- 特殊的V形刀片底部以及比其它品牌方肩铣刀更多的齿数提高了加工效率;
- 在铝合金铣削加工中使用AM断屑槽,改善铝合金加工中的切屑处理;
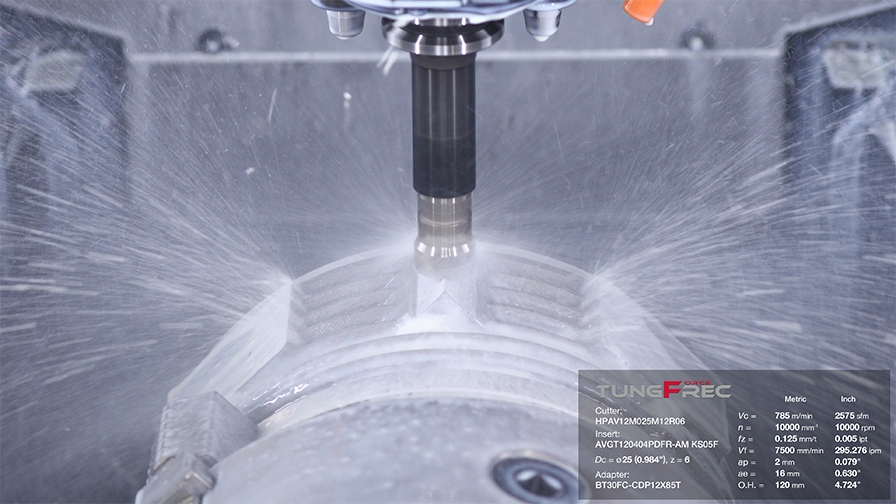
![]()
")
AM断屑槽(用于非铁金属)
- 安装特殊V形底部刀片的方肩铣刀实现加工效率的最大化;
- 高密齿刀盘有助于提高加工效率;

工序4:精车外圆和内孔
优点
- PSC刀柄适用于多任务机床上的车削刀具。即使在多任务机床的车削加工中,也能确保较高的刀具刚性,因为这些机床往往需要较长的悬伸长度;
- 使用带新型3D断屑槽的PCD刀片。通过应用3D断屑槽设计,即使使用PCD刀片,也具有优异的切屑控制性能;
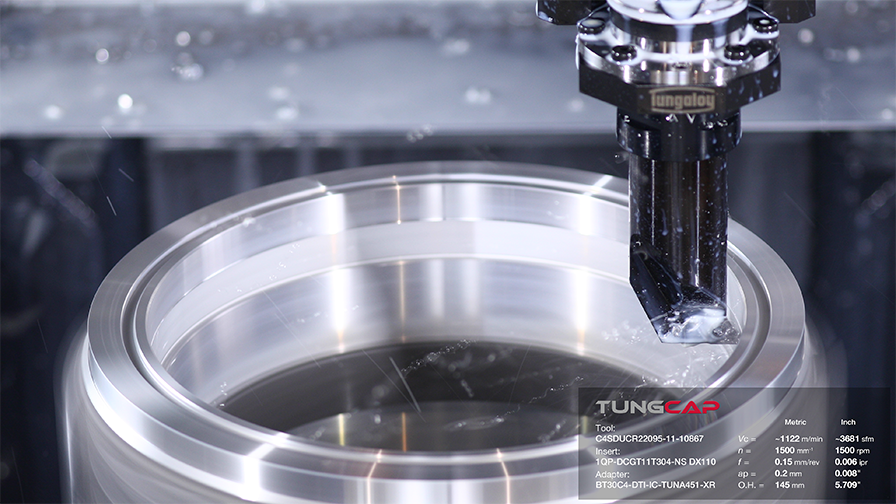
![]()

- 特殊的三维断屑槽形状改善了铝合金车削加工中的切屑问题;
- 在宽阔的切削范围内可以实现良好的切屑控制;
- 也适用于切深变化的复杂形状铝合金部件的车削加工;

工序5:铰孔
优点
- BL型铰刀头向前排屑;
- 向前排屑可防止排屑过程中切屑损坏加工表面导致的孔表面质量恶化;
- 向前排屑可防止切屑处理问题,如刀具缠屑的发生;
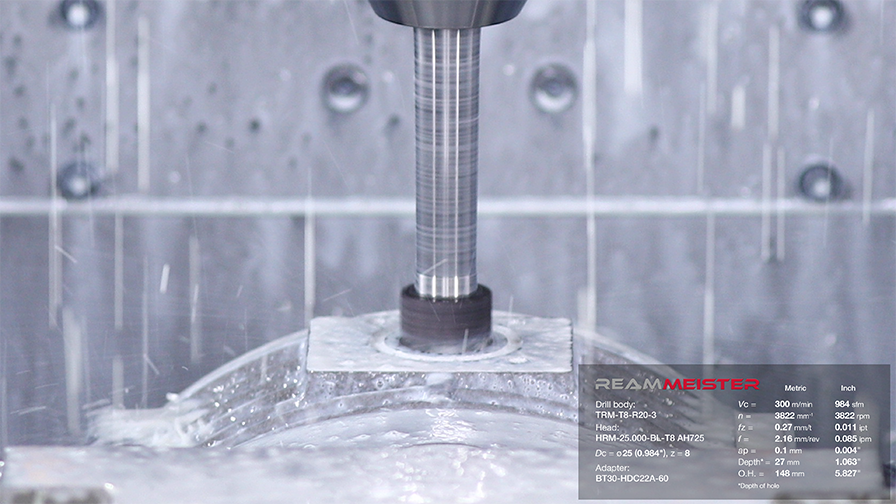

")
BL型铰刀头(用于通孔)
- 可换刀头式铰刀可实现H7级的孔精度;
- 阵容中2中类型的铰刀头:用于盲孔的AS型铰刀头和用于通孔的BL型铰刀头;
- 用于通孔的BL型铰刀头向前排出切屑,有助于防止切屑控制造成的问题;

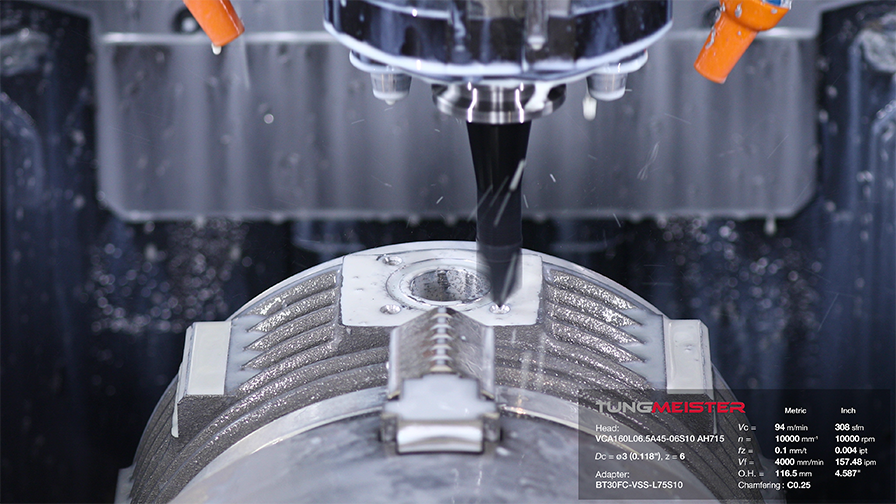
工序6:倒角加工
优点
- 采用可换头立铣刀“TungMeister”进行倒角加工;
- 可从多种刀柄长度和形状中选择最佳刀具;
- 通过使用高密齿VCA刀头,有助于提高倒角加工的效率;
![]()
")
VCA 刀头
- 可换刀头式立铣刀,具有多种刀头和刀杆的组合;
- 丰富的刀头阵容,包括方肩、大进给、球形、倒角、钻孔和开槽几何形状;
- 简单而高精度的安装机构大大缩短了刀具更换时间;



相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.