

带有中心刃的多功能铣刀
带有中心切削能力的多功能铣刀实现超常的加工通用性

应用 & 特点
应用












特点
1. 多功能
– 带中心切削能力,单支铣刀可以完成各种应用,实现工艺和刀具集成,以实现最大生产效率。燕尾槽锁紧方式能够确保较高的加工安全性。

DoMultiRec的应用功能


| 刀片尺寸 | APMX (mm) | 刀具直径DC (mm) |
|---|---|---|
| 08 | 7 | ø16 |
| ø17 | ||
| 10 | 9 | ø20 |
| ø21 | ||
| 12 | 11 | ø25 |
| ø26 |
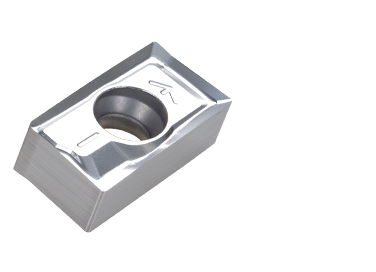
2. 带有中心刃方肩铣刀最大的单刃成本效益
– 单个刀片既可以用于中心刃也可以用于外周刃位置,并且可以在每个位置使用两个刀尖-总共4个刀尖实现了最高的刀片经济性。

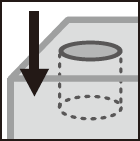
3. 平孔底
– 易于使孔底尽可能平坦。也适用于锪孔。

12 尺寸
| 刀杆 | : EVLX12M025C25.0R02 (ø25 mm, z = 2) |
| 刀片 | : LXMU120408PER-MM AH3225 |
| 切削速度 | : Vc = 150 m/min |
| 每齿进给 | : fz = 0.07 mm/t |
| 孔深 | : 5 mm |
| 悬伸长度 | : 45 mm |
| 冷却方式 | : 干切 |
优化的底刃设计使孔底平整。
刀片 & 材质
刀片

主要材质
刀体


实际案例
案例 #1
| 零件: | 设备零件 |
| 材料: | 铸造不锈钢 |
| 刀杆: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| 刀片: | LXMU120408PER-MM |
| 材质: | AH3225 |
| 加工条件: | Vc = 60 (m/min) fz = 0.07 (mm/t) Vf = 102.8 (mm) ap = 5 (mm) ae =26 (mm) 应用: 锪孔,铣槽 冷却方式: 外冷 悬伸长度: 40 (mm) 机床: 立式加工中心, BT40 |

案例 #2
| 零件: | 设备零件 |
| 材料: | SCM420/18CrMo4 |
| 刀杆: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| 刀片: | LXMU120408PER-MM |
| 材质: | AH3225 |
| 加工条件: | Vc = 118 (m/min) fz = 0.31 (mm/t) Vf = 900 (mm) ap = 2 (mm) ae = 5 (mm) 应用: 方肩铣削 冷却方式: 压缩空气 悬伸长度: 100 (mm) 机床: 立式加工中心, BT50 |

标准加工条件
| ISO | 工件材料 | 硬度 | 断屑槽 | 材质 | 切削速度 Vc (m/min) | 开孔 (ZEFP = 1)(1) |
方肩铣 / 螺旋插补铣(1),(2) |
|||
|---|---|---|---|---|---|---|---|---|---|---|
| 每转进给量 f (mm/rev) |
每齿进给量 fz (mm/t) |
|||||||||
| 06 | 08 | 10 / 12 / 16 / 19 | ||||||||
|
|
低碳钢 S15C、SS400 等 C15E4、E275A 等 |
– 200 HB | MM | AH3225 | 100 – 300 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| 碳钢和合金钢 S55C、SCM440 等 C55、42CrMo4 等 |
– 300 HB | MM | AH3225 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| 淬火钢 NAK80、PX5 等 |
30 – 40 HRC | MM | AH3225 | 80 – 180 | 0.03 – 0.06 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
不锈钢 SUS304、SUS316 等 X5CrNi18-9、X5CrNiMo17-12-3 等 |
– | MM | AH3225 | 80 – 180 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.22 | |
|
|
灰口铸铁 FC250、FC300 等 250、300 等 |
150 – 250 HB | MM | AH120 | 100 – 300 | 0.03 – 0.1 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| 球墨铸铁 FCD400、FCD600 等 400-15S、600-3 等 |
150 – 250 HB | MM | AH120 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
铝合金 Si < 13% |
– | AM | DS2005 KS05F |
400 – 800 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| 铝合金 Si ≥ 13% |
– | AM | DS2005 KS05F |
100 – 200 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
|
|
钛合金 Ti-6AI-4V, 等 |
– | MM | AH3225 | 20 – 60 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | |
| 超级合金 铬镍铁合金 718 等 |
– | MM | AH8015 | 20 – 40 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||
|
|
淬火钢 | SKD61 等 X40CrMoV5-1 等 |
40 – 50 HRC | MM | AH8015 | 50 – 150 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 |
| SKD11 等 X153CrMoV12 等 |
50 – 60 HRC | MM | AH8015 | 40 – 70 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||






- (1)在下列情况下,进给时应将刀体视为只有一个有效切削刃 (ZEFP = 1):
- 开孔
- 用于孔直径 (øD) ≤ 1.25 倍刀具直径 (DC) 的螺旋插补孔
- 轴向偏差超过 APMX2
- (2)当刀具悬伸超过 3.5xD 时,刀具容易发生振刀,导致工件质量差。确保使用的轴向切削深度 (ap) 不超过 APMX2 栏中指示的值。同时将切削速度和进给速度降至推荐速度的 50%。
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.