


Various type of tools for thread milling
Highly suitable for threading of heat-resistant alloys or hardened steels
Also, applicable for large sized threading with low cutting forces


Applications & Features
Applications
Features
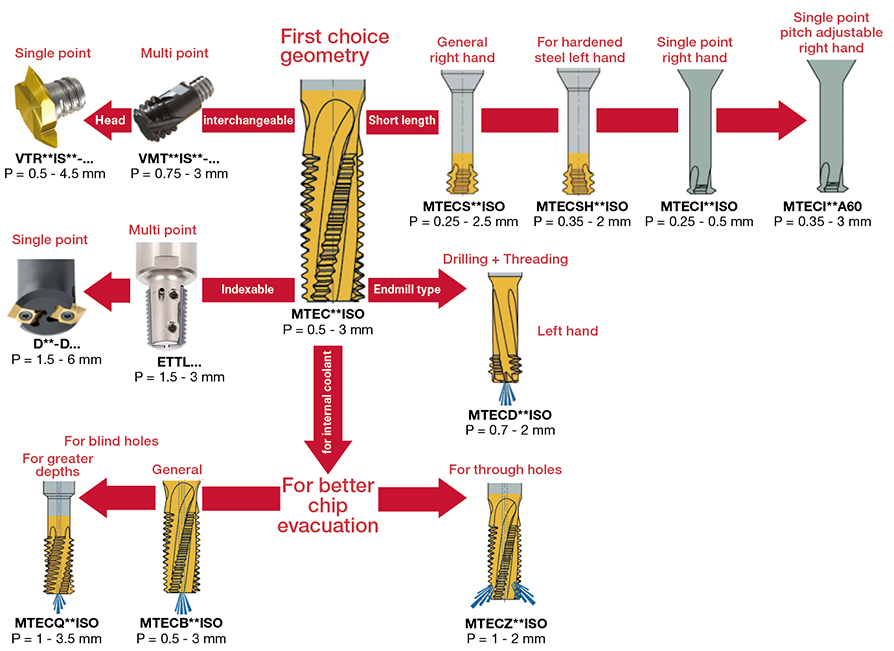
Tool selection guide for internal ISO metric threads
Inserts, Heads, Solid Carbide Endmills & Grades
Inserts, Heads, Solid Carbide Endmills
Solid Carbide Endmills

SolidThread
- Pitch 0.25 mm – 3.5 mm, Tool diameter 0.72mm
- Machining small diameter threads, such as M1x0.25 and 0-80UNF
Heads

TungMeister Heads for threading (VMT / VTR)
- Pitch 0.5 mm – 4.5 mm, Tool diameter 10 mm
- Head-changeable Thread-milling tools for less down-time than a solid tapping tool
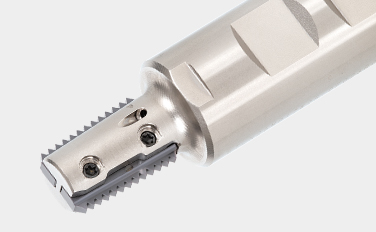
Inserts

Inserts for Indexable Thread Milling
- Pitch 1.5 mm – 6.0 mm, Tool diameter 17 mm
- Able to incorporate multiple inserts for various threading diameters and pitches
Grades
AH725
![]()
![]()
![]()
![]()
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
GH330
![]()
![]()
![]()
- High resistance to wear and fracture
- Suitable for continuous to medium interrupted cutting
Cutter bodies
Shank Type
Indexable Thread Milling (ø17- ø80 mm)
Cylindrical type holders for counter boring

Practical examples
Standard cutting conditions
SolidThread
| ISO | Material | Condition | Tensile strength [N/mm2] |
Hardness HB |
Cutting speed (m/min) |
Tool dia: DC(mm) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed: f (mm/t) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
 |
Non-alloy steel and cast steel, free cutting stee |
< 0.25 %C | Annealed | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≧ 0.25 %C | Annealed | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Quenched and tempered | 850 | 250 | 65 – 170 | ||||||||||||||
| ≧ 0.55 %C | Annealed | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Quenched and tempered | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Low alloy steel and cast steel (less than 5% of alloying elements) |
Annealed | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| High alloyed steel, cast steel, and tool steel |
Annealed | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Stainless steel and cast steel | Ferritic/martensitic | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitic | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
 |
Stainless steel | Austenitic | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
 |
Cast iron nodular (GGG) | Ferritic/martensitic | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Pearlitic | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Grey cast iron (GG) | Ferritic | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Malleable cast iron | Ferritic | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
 |
Aluminum- wrought alloy | Not cureable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 100 | |||||||||||||||||
| Aluminum-cast, alloyed |
≦12% Si | Not cureable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 90 | |||||||||||||||||
| >12% Si | High temperature | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.12 | |||
| Copper alloys | >1% Pb | Free cutting | 110 | |||||||||||||||
| Brass | 90 | |||||||||||||||||
| Electrolitic copper | 100 | |||||||||||||||||
| Non-metallic | Duroplastics, fiber plastics | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Hard rubber | ||||||||||||||||||
 |
High temp. alloys | Fe based | Annealed | 200 | ||||||||||||||
| Cured | 280 | |||||||||||||||||
| Ni or Co based | Annealed | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Cured | 350 | |||||||||||||||||
| Cast | 320 | |||||||||||||||||
| Titanium Ti alloys | RM 400 | |||||||||||||||||
| Alpha+beta alloys cured | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
 |
Hardened steel | Hardened | 55 HRC | 55 – 65 | ||||||||||||||
| Hardened | 60 HRC | 45 – 55 | ||||||||||||||||
| Chilled cast iron | Cast | 400 | 90 – 105 | |||||||||||||||
| Cast iron | Hardened | 55 HRC | 55 – 65 | |||||||||||||||
- When using long edge type tools, Feed should be reduced to 40% of above table.
MTECS – Small diameter, Short type
| ISO | Workpiece material | Cutting speedCutting speed Vc (m/min) |
Tool diameter | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed per tooth fz (mm/t) | |||||||||||||||
| ø1.5 | ø2 | ø3 | ø4 | ø5 | ø6 | ø7 | ø8 | ø9 | ø10 | ø12 | ø14 | ø15 | |||
| Low & mediumLow & medium carbon steels |
60 – 120 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| High carbonHigh carbon steels |
60 – 90 | 0.04 | 0.05 | 0.06 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | 0.14 | 0.16 | 0.17 | 0.18 | |
| Alloy steels,Alloy steels, treated steels |
50 – 80 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Cast steels | 70 – 90 | 0.04 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.13 | 0.14 | |
| Stainless steels | 60 – 90 | 0.03 | 0.03 | 0.04 | 0.05 | 0.06 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | |
| Cast iron | 40 – 80 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Aluminum | 80 – 150 | 0.05 | 0.05 | 0.07 | 0.09 | 0.11 | 0.13 | 0.14 | 0.15 | 0.16 | 0.16 | 0.17 | 0.18 | 0.18 | |
| Synthetics, duroplastics, thermoplastics | 50 – 200 | 0.1 | 0.11 | 0.12 | 0.14 | 0.16 | 0.18 | 0.19 | 0.19 | 0.19 | 0.19 | 0.19 | 0.2 | 0.2 | |
| Nickel alloys,Nickel alloys, titanium alloys |
20 – 40 | 0.03 | 0.03 | 0.04 | 0.04 | 0.05 | 0.06 | 0.06 | 0.06 | 0.07 | 0.07 | 0.07 | 0.08 | 0.08 | |
ETTL/ETLN
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|
| Low carbon steel | AH725 | 100 – 200 | 0.1 – 0.3 | |
| High carbon steel | AH725 | 70 – 150 | 0.1 – 0.3 | |
| High carbon steels | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Cast steel | AH725 | 70 – 170 | 0.1 – 0.3 | |
| Stainless steel | AH725 | 90 – 140 | 0.1 – 0.3 | |
| Cast iron | AH725 | 60 – 130 | 0.05 – 0.3 | |
| Aluminium alloys | AH725 | 80 – 400 | 0.1 – 0.4 | |
| Heat-resistant alloys | AH725 | 10 – 30 | 0.02 – 0.1 | |
| Titanium alloy | AH725 | 20 – 90 | 0.02 – 0.1 |
- Climb milling is recommended.
Single tooth threading mills
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|
| Mild steels / Unhardened steels < 200HB | GH330 | 150 – 200 | 0.3 – 0.4 | |
| Carbon steels / Alloy steels < 300HB | GH330 | 150 – 200 | 0.17 – 0.26 | |
| Die steels < 50HRC | GH330 | 30 – 50 | 0.14 – 0.2 | |
| Stainless steels < 300HB | GH330 | 150 – 200 | 0.05 – 0.12 |
- Climb milling is recommended.
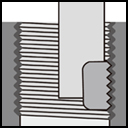
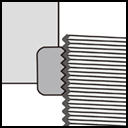
- When threading a blind hole, use a right hand cutter in right-hand rotation. Cut up from the bottom to prevent chip recutting.
- When machining internal threads from the mouth, use the left-hand cutter in left-hand rotation.
TungMeister
| ISO | Workpiece material | Condition | Tensile strength [N/mm2] |
Hardness HB | Cutting speed Vc (m/min) |
Tool diameter | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Feed per tooth fz (mm/t) | ||||||||||||||||||
| AH725 | ø2 | ø3 | ø4 | ø6 | ø8 | ø10 | ø12 | ø14 | ø16 | ø20 | ø25 | ø30 | ||||||
| |
Non-alloy steel and cast steel, free cutting steel | < 0.25 %C | Annealed | 420 | 125 | 100 – 250 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 |
| ≥ 0.25 %C | Annealed | 650 | 190 | 80 – 210 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| < 0.55 %C | Quenched and tempered | 850 | 250 | 65 – 170 | ||||||||||||||
| ≥ 0.55 %C | Annealed | 750 | 220 | 110 – 180 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | ||
| Quenched and tempered | 1000 | 300 | 95 – 160 | 0.02 | 0.03 | 0.03 | 0.05 | 0.06 | 0.07 | 0.08 | 0.09 | 0.1 | 0.12 | 0.15 | 0.18 | |||
| Low alloy steel and cast steelLow alloy steel and cast steel (less than 5% of alloying elements) |
Annealed | 600 | 200 | 90 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 930 | 275 | 65 – 200 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| 1000 | 300 | 70 – 210 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| 1200 | 350 | 95 – 160 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||||
| High alloyed steel, cast steel, and tool steel | Annealed | 680 | 200 | 130 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Quenched and tempered | 1100 | 325 | 75 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| Stainless steel and cast steel | Ferritic/martensitic | 680 | 200 | 110 – 170 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | ||
| Martensitic | 820 | 240 | 70 – 155 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |||
| |
Stainless steel | Annealed | 600 | 180 | 85 – 100 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.1 | 0.11 | |
| |
Cast iron nodular (GGG) | Ferritic/martensitic | 180 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Pearlitic | 260 | 75 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Grey cast iron (GG) | Ferritic | 160 | 70 – 150 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 250 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||||
| Malleable cast iron | Ferritic | 130 | 120 – 160 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | |||
| Pearlitic | 230 | 110 – 140 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.21 | 0.15 | 0.18 | 0.21 | ||||
| |
Aluminum- wrought alloy | Not cureable | 60 | 160 – 300 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 100 | |||||||||||||||||
| Aluminum-cast,Aluminum-cast, alloyed |
=<12% Si | Not cureable | 75 | 150 – 350 | 0.03 | 0.04 | 0.04 | 0.06 | 0.07 | 0.08 | 0.09 | 0.11 | 0.12 | 0.15 | 0.18 | 0.21 | ||
| Cured | 90 | |||||||||||||||||
| >12% Si | High temperature | 130 | 100 – 250 | 0.02 | 0.02 | 0.03 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | 0.08 | 0.10 | 0.12 | |||
| Copper alloys | >1% Pb | Free cutting | 110 | |||||||||||||||
| Brass | 90 | |||||||||||||||||
| Electrolitic copper | 100 | |||||||||||||||||
| Non-metallic | Duroplastics, fiber plastics | 100 – 400 | 0.05 | 0.06 | 0.07 | 0.09 | 0.1 | 0.11 | 0.12 | 0.13 | 0.15 | 0.18 | 0.22 | 0.25 | ||||
| Hard rubber | ||||||||||||||||||
| |
High temp. alloys | Fe based | Annealed | 200 | ||||||||||||||
| Cured | 280 | |||||||||||||||||
| Ni or Co based | Annealed | 250 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | |||
| Cured | 350 | |||||||||||||||||
| Cast | 320 | |||||||||||||||||
| Titanium Ti alloys | RM 400 | |||||||||||||||||
| Alpha+beta alloys cured | RM 1050 | 20 – 80 | 0.02 | 0.02 | 0.02 | 0.03 | 0.03 | 0.03 | 0.03 | 0.04 | 0.04 | 0.04 | 0.05 | 0.05 | ||||
| |
Hardened steel | Hardened | 55 HRC | 55 – 65 | ||||||||||||||
| Hardened | 60 HRC | 45 – 55 | ||||||||||||||||
| Chilled cast iron | Cast | 400 | 90 – 105 | |||||||||||||||
| Cast iron | Hardened | 55 HRC | 55 – 65 | |||||||||||||||
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial
CNC Program generator


Online shop |
|
Online shop Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system