

用于钻孔和车削加工的多功能刀具
可以提高生产效率和多功能刀具

应用 & 特点
应用



特点
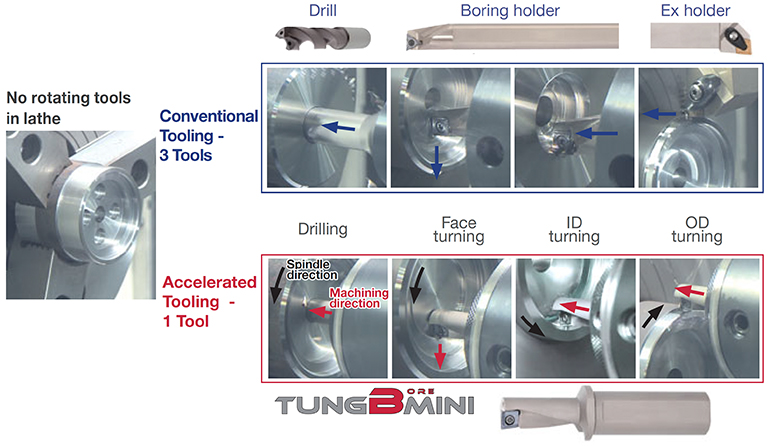
1. M最少的刀具实现最高的生产效率
• 一支TungBoreMini 刀具可以应对多项加工任务,如无需更换刀具就可以完成钻孔和后续的内孔车削加工。
• 可用于各种材料的钻孔和扩孔加工,取代使用钻头和车刀。
• 可以当做标准车刀使用,用于内孔,外圆和/或端面车削加工。
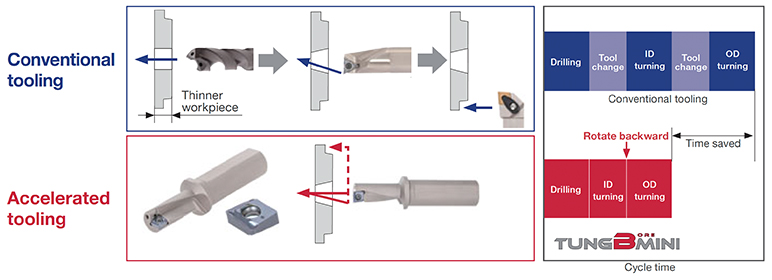
2. 减少机床停机时间
多功能TungBoreMini 节约了换刀时间,大幅缩短了循环时间-特别适合用于单个工序加工时间短而快的工况,从而大大缩短了循环时间。
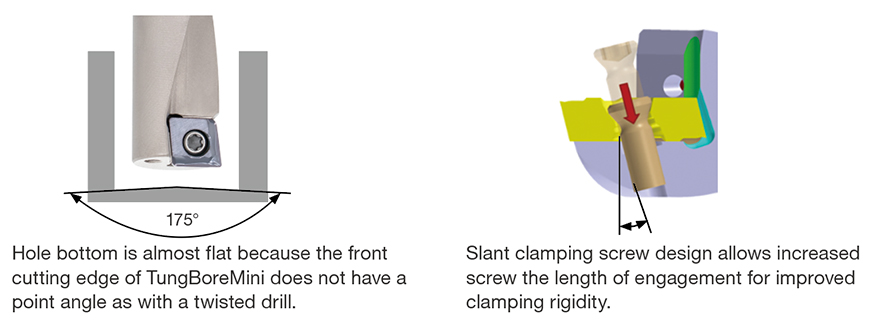
3.特点
刀片 & 材质

刀杆

实际案例
案例 #1
通用工程
| 零件: | 设备零件 |
| 材料: | SUS440 |
| 刀杆: | TBM12R/LF16-2.25 |
| 刀片: | XOMU06H204-PS |
| 材质: | AH725 |
| 加工条件: | Vc = 80 (m/min) f = 0.15 (mm/rev) ap = 2.5 (mm) 冷却方式: 冷却液 |

案例 #2
通用工程
| 零件: | 设备零件 |
| 材料: | SUS304 / X5CrNi18-9 |
| 刀杆: | TBM12R/LF16-2.25 |
| 刀片: | XOMU06H204-PS |
| 材质: | AH725 |
| 加工条件: | Vc = 100 (m/min) f = 钻孔: 0.03, 内孔车削:0.1 – 0.15 (mm/rev) ap = 0.5 (mm) 冷却方式: 冷却液 |

标准加工条件
Drilling
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
|
|
Low carbon steel Carbon steel |
50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Stainless steel | 50 – 160 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Cast iron | 50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Aluminium alloys | 100 – 300 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |




Internal Turning
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Low carbon steel Carbon steel |
50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Stainless steel | 50 – 160 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Cast iron | 50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Aluminium alloys | 100 – 300 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


更多連結
 Tungaloy APP
Tungaloy APP TUNG Navi刀具搜尋小幫手
TUNG Navi刀具搜尋小幫手 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解
Tungaloy Success Report透過輕鬆搜尋探索 Tungaloy 的 TSR,獲取客製化加工見解 技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。
技術指南請造訪 Tungaloy 的技術指南,獲取寶貴的見解、參考和資源。 Matrix刀具管理系統
Matrix刀具管理系統