航空航太 – Blisk
整體葉盤 是飛機噴氣發動機的一個結構部件,它集成了葉片和圓盤。整體葉盤由 5 軸控制的銑床加工,因為加工過程複雜且要求高品質。
高強度、耐熱合金,如 Inconel 和 Waspaloy,具有出色的強度和高溫特性,但難以加工。在加工這些先進材料時,刀具磨損很嚴重,因此有必要使用最新的切削工具和技術。
泰珂洛最新的刀具幾何形狀和材質技術即使在重型加工條件下也能提供穩定和較長的使用壽命,為難切削材料提供有效的解決方案。

工具概念
- 靈活的刀具設計,適用於複雜的加工形狀
- 使用 TungCap 工具最大限度地減少機器停機時間
- 防止薄壁和深零件區域的顫振,提高加工效率
- 使用用於 5 軸加工的桶形刀具提高半精加工工藝的生產效率
- 使用刀頭可更換工具,減少機器停機時間以及工具更換和管理的工作量
特色工藝



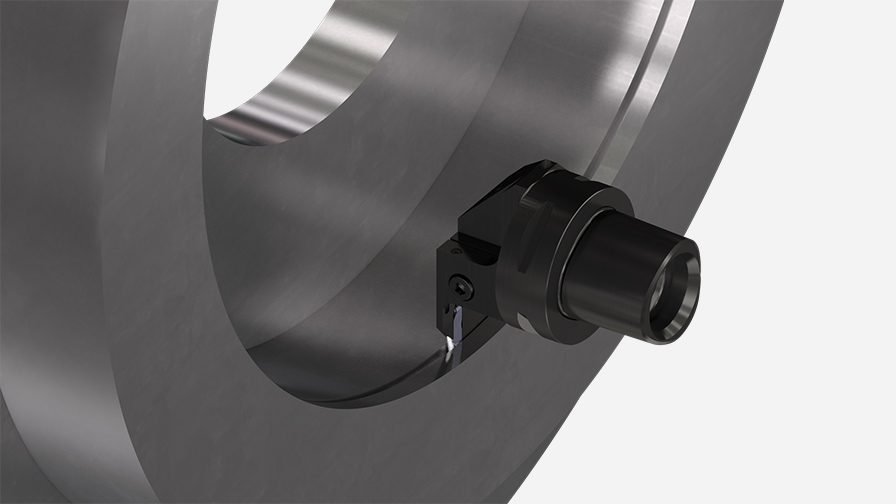
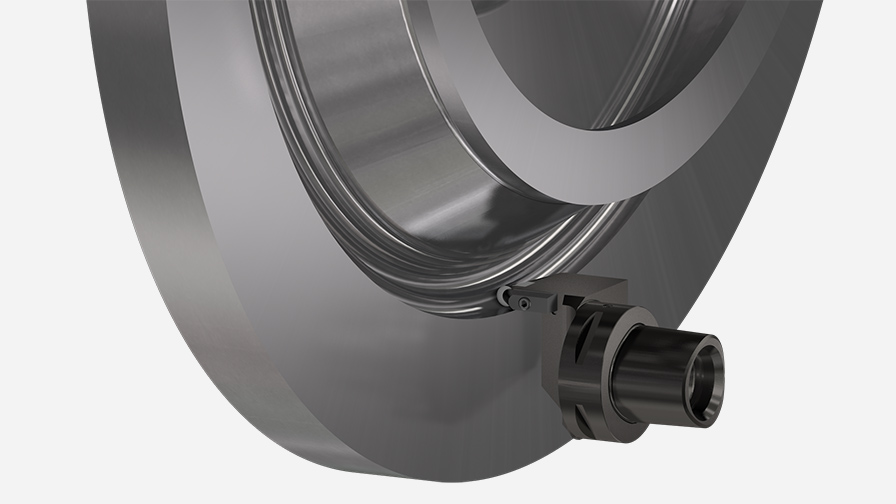
工藝 1:內圓切槽
好處
- 帶 斷屑槽,即使在全 R 刀片下也能實現出色的切屑控制
- 通過將冷卻液直接供應到切削刃上,切屑控制問題 (切槽中往往是一個問題) 得到改善,刀片壽命得到延長
- TungCut 獨特的弧形刀片座提高了夾緊剛度。不僅在切槽中實現高穩定性,而且在車削過程中實現高穩定性


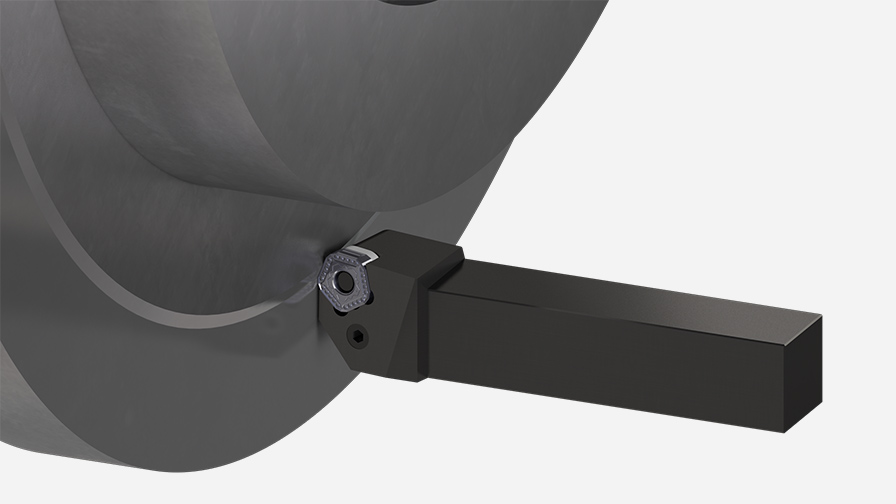
工藝 2:粗車削
好處
- 通過生成小主偏角的薄切屑實現高進給加工
- 通過槓桿鎖定夾具和燕尾榫夾緊機構實現高夾具剛度
- 切屑肯定由刀片前刀面上的突起控制
- 經濟型雙面 10 刀尖刀片
- 根據加工要求,有兩種類型的刀柄可供選擇,HD 型用於高 D.O.C 型和 HF 型用於高進給車削。相同的刀片可以安裝在兩個刀柄上


工藝 3:粗車外圓車削 / 粗面切槽
好處
- TS300 牌號是一種具有高韌性的陶瓷牌號,即使在陶瓷牌號中,也可以在更高的 D.O.C. 下應用
- 通過減少加工路徑的數量,減少了材料加工硬化的影響並延長了刀具壽命
- TungCap 模具顯著減少機器停機時間
- TungCap 具有兩個端面接觸,可確保高刀具剛性,有助於提高粗加工效率
粗車外圓車削
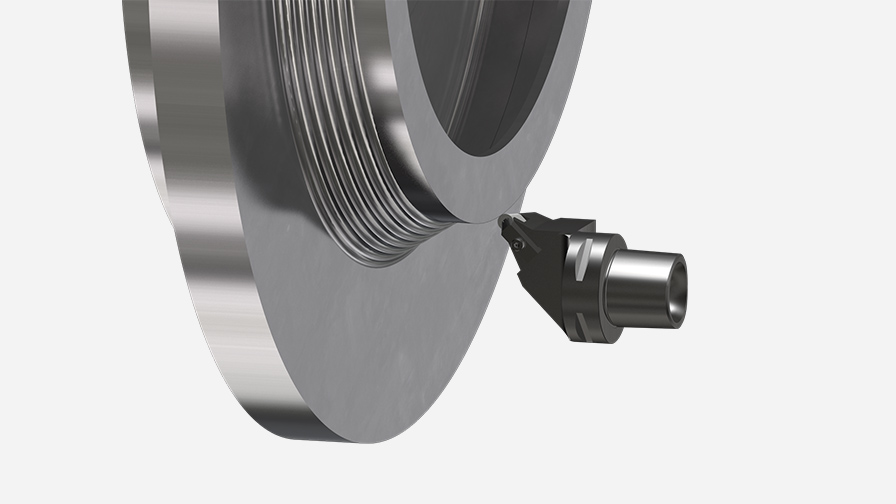
粗面切槽


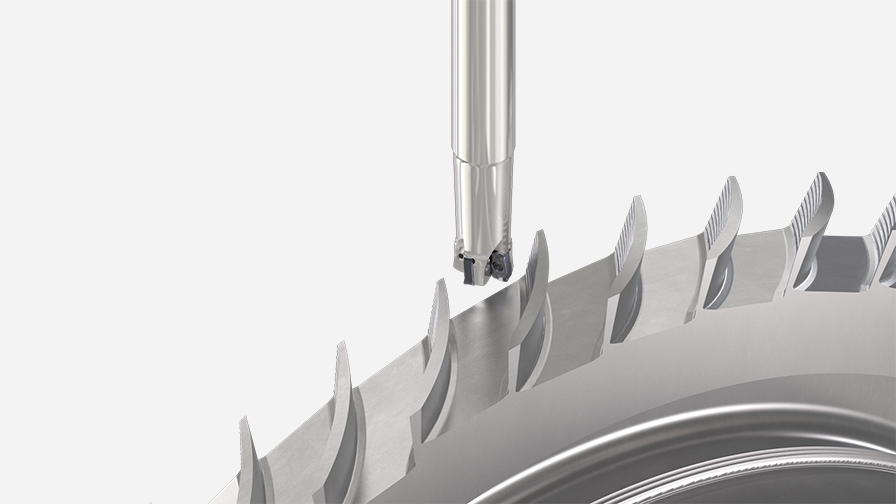
工藝 4:銑槽
好處
- DoFeed 是高密度的高進給銑刀系列,可提供無顫振的高生產率加工
- 獨特的深傾角切削刃幾何形狀減少了難切削材料的加工硬化效應,並延長了刀具壽命
- 通過使用低主偏角的UER型刀片,減少了切屑厚度並減輕了切削刃上的負載。在難切削材料的高進給加工中表現出出色的刀具壽命性能
- 經濟型雙面 4 角刀片


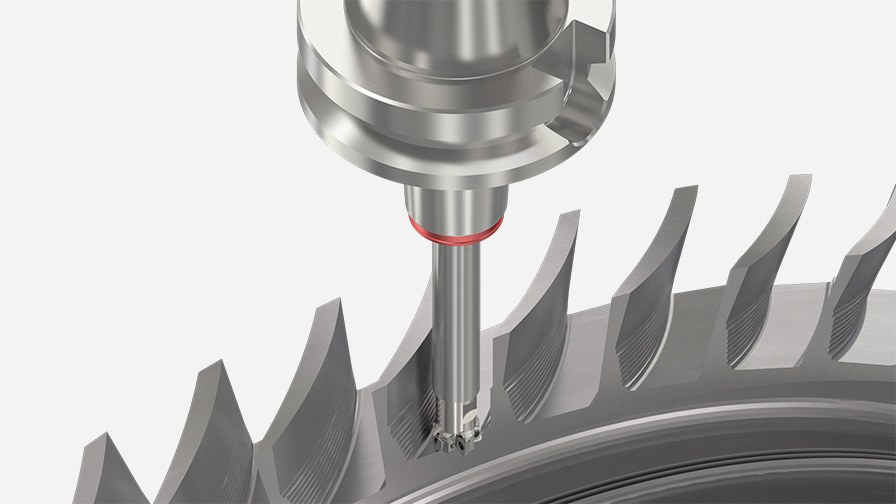
工藝 5:長懸伸槽銑
好處
- 切屑流向由正傾角切削刃可靠控制。
即使在可能發生咬屑的型腔銑削和開槽中也具有出色的穩定性 - 通過使用抗振振的低主偏角高進給銑刀,即使在長懸伸工序中也能提高加工效率並穩定刀具壽命
- 帶有小尺寸刀片的高密度刀具可以大大提高加工效率


工藝 6:使用 5 軸加工進行半精加工仿形
好處
- 用於 5 軸加工的桶形刀具,帶有“桶形”切削刃,具有大半徑的弧形切削刃。
與傳統的球頭立銑刀相比,通過應用大螺距減少了走刀次數,並顯著縮短了加工時間 - 由於使用刀具的外周切削刃,提高了切削刃上的實際切削速度,延長了刀具壽命
- 通過使用可換頭工具減少工具管理的麻煩




