คุณยังใช้ Solid EndMill ในการกัดปาดหน้าอยู่หรือไม่?
คัตเตอร์กัดปาดหน้าไม่สามารถเข้าถึงได้เนื่องจากการรบกวน คุณจึงต้องใช้คมตัดด้านล่างแทน ผิวงานแมชชีนนิ่งแคบเกินไป คุณจึงใช้เอ็นมิลในการกัดปาดหน้า การแมชชีนนิ่งผิวเรียบบนเครื่องกลึงประเภท Swiss-type ก็ต้องอาศัยคมตัดด้านล่างเช่นกัน คมตัดด้านล่างของเอ็นมิลเป็นตัวเลือกที่ถูกต้องสำหรับการกัดปาดหน้าของคุณจริงๆ หรือ? รอยคัตเตอร์, คุณภาพผิวงานที่ไม่ดี, รอยขีดข่วนที่ปรากฏหลังการชุบเคลือบ — ปัญหาเหล่านี้เกิดจากการที่คมตัดด้านล่างของเอ็นมิลไม่ได้ถูกปรับแต่งมาเพื่อการกัดปาดหน้า TungMeister VFM Head ซึ่งเป็นเอ็นมิลแบบเปลี่ยนหัวได้ของ Tungaloy มีการออกแบบมาเพื่อการกัดปาดหน้าโดยเฉพาะ พร้อมด้วย wiper edge และ คมตัด 6 ฟลุตที่คมกริบ มีจำหน่ายในขนาด φ12 ถึง φ25 — 4 ขนาด และครอบคลุม กลุ่มวัสดุชิ้นงาน ISO ทั้ง 6 กลุ่ม ซึ่งจะมาสร้างนิยามใหม่ให้กับการกัดปาดหน้าด้วยเอ็นมิล บทความนี้จะวิเคราะห์คุณลักษณะทางเทคนิคของ VFM อย่างละเอียด พร้อมด้วย กรณีศึกษาการแมชชีนนิ่งจากผู้ใช้งาน 3 ราย
สิ่งที่คุณจะได้เรียนรู้ในบทความนี้
- การกัดปาดหน้าด้วยเอ็นมิล — กลายเป็นค่า “เริ่มต้น” ของคุณไปแล้วหรือยัง?
- เหนือขีดจำกัดของคมตัดด้านล่าง — ทางเลือกด้วย VFM Head
- ประสิทธิภาพที่ยืนยันด้วยข้อมูล — การเปรียบเทียบเชิงปริมาณของคุณภาพผิวงาน, ประสิทธิภาพ และอายุการใช้งานเครื่องมือ
- กรณีศึกษาการแมชชีนนิ่งจากผู้ใช้งาน — ผลการประเมินระดับ “ชนะ” ในทั้ง 3 กรณี
- สรุป — พลิกโฉมการกัดปาดหน้าของคุณด้วย VFM
1. การกัดปาดหน้าด้วยเอ็นมิล — กลายเป็นค่า “เริ่มต้น” ของคุณไปแล้วหรือยัง?
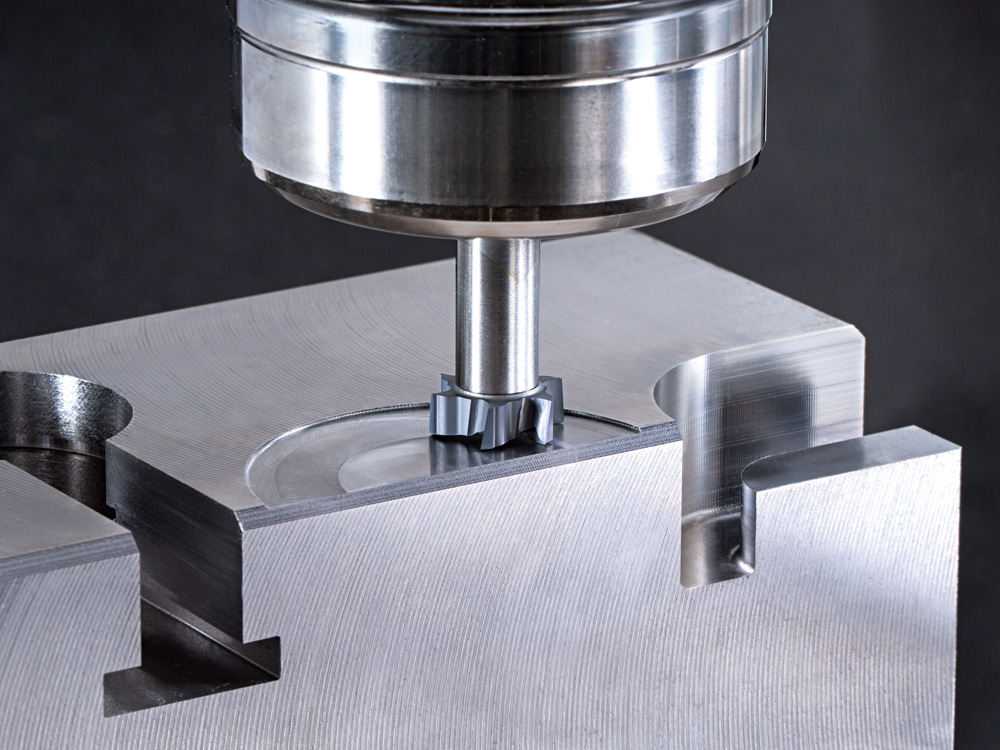
สำหรับการกัดปาดหน้าและการเก็บผิวละเอียดที่ผิวหน้าด้านล่าง เครื่องมือที่เหมาะสมที่สุดคือคัตเตอร์กัดปาดหน้า (face milling cutter) อย่างไรก็ตาม ในหน้างานจริง การใช้คมตัดด้านล่างของเอ็นมิลในการกัดปาดหน้าได้กลายเป็นค่า “เริ่มต้น” ไปแล้วใช่หรือไม่?
เบื้องหลังเรื่องนี้มีข้อจำกัดทั่วไป 3 ประการ
ข้อจำกัดที่ 1: การรบกวนทำให้ไม่สามารถใช้คัตเตอร์กัดปาดหน้าได้


การรบกวนจากผนังโดยรอบ, แคลมป์ และฟิกซ์เจอร์ มักทำให้ไม่สามารถใช้คัตเตอร์กัดปาดหน้าได้ในทางปฏิบัติ ในสถานการณ์เช่นนี้ การใช้คมตัดด้านล่างของ Solid EndMill ขนาดเส้นผ่านศูนย์กลางเล็กในการกัดปาดหน้า จึงเป็นวิธีการแก้ไขปัญหาที่พบบ่อย
ข้อจำกัดที่ 2: ผิวงานแมชชีนนิ่งแคบเกินไป ทำให้ขนาดเส้นผ่านศูนย์กลางเครื่องมือใหญ่เกินไป — จึงใช้เอ็นมิลแทน
ข้อจำกัดที่ 3: ข้อจำกัดด้านขนาดเส้นผ่านศูนย์กลางด้ามบนเครื่องกลึงประเภท Swiss-type และเครื่องกลึงทั่วไป
เมื่อทำการแมชชีนนิ่งผิวเรียบ (cotter milling) บนชิ้นงานเพลากลมโดยใช้เครื่องกลึงประเภท Swiss-type หรือเครื่องกลึงทั่วไป ขนาดเส้นผ่านศูนย์กลางด้ามที่สามารถติดตั้งบนชุดสปินเดิลสำหรับการกัดจะมีจำกัด นอกจากนี้ ความแข็งแรงที่ต่ำของสปินเดิลสำหรับการกัดยังทำให้ ยากต่อการเพิ่มเงื่อนไขการตัด ส่งผลให้คุณภาพผิวงานไม่เสถียร
ปัญหาที่พบบ่อย — ข้อจำกัดของคมตัดด้านล่างของ Solid EndMill
คมตัดด้านล่างของ Solid EndMill เป็นทางออกที่นิยมใช้ในสถานการณ์เหล่านี้ทั้งหมด อย่างไรก็ตาม โดยธรรมชาติแล้ว Solid EndMill ถูก ออกแบบมาเพื่อการตัดรอบวงเป็นหลัก (การกัดบ่าฉาก, การกัดร่อง) และไม่ได้ถูกปรับแต่งมาเพื่อการเก็บผิวละเอียดที่ผิวหน้าด้านล่าง ส่งผลให้เกิดปัญหาต่อไปนี้ซ้ำแล้วซ้ำเล่า
- รอยคัตเตอร์ — ความแตกต่างของระดับเพียงเล็กน้อยและความคลาดเคลื่อนของความแม่นยำของรัศมีที่คมตัดด้านล่างจะส่งผลโดยตรงต่อผิวงานที่แมชชีนนิ่ง ทำให้เห็นรอยคัตเตอร์ได้ด้วยตาเปล่า
- คุณภาพผิวหน้าด้านล่างไม่ดี — หากไม่มี wiper edge เอ็นมิลจะทำความเรียบผิวได้ยาก ผิวงานไม่เงางาม ไม่สามารถตอบสนองความต้องการด้านคุณภาพการเก็บผิวละเอียดได้
- ผลกระทบต่อกระบวนการขั้นปลาย — รอยขีดข่วนบนผิวงานแมชชีนนิ่งจะปรากฏให้เห็นหลังการชุบเคลือบ ทำให้ต้องมีกระบวนการเพิ่มเติม เช่น การเจียระไนหรือการเก็บงานด้วยมือ
การกัดปาดหน้าด้วยคมตัดด้านล่างของเอ็นมิลได้กลายเป็นค่า “เริ่มต้น” — TungMeister VFM Head จึงถูกสร้างขึ้นเพื่อเปลี่ยนค่าเริ่มต้นนั้น
2. เหนือขีดจำกัดของคมตัดด้านล่าง — ทางเลือกด้วย VFM Head
แนวคิดการออกแบบ VFM
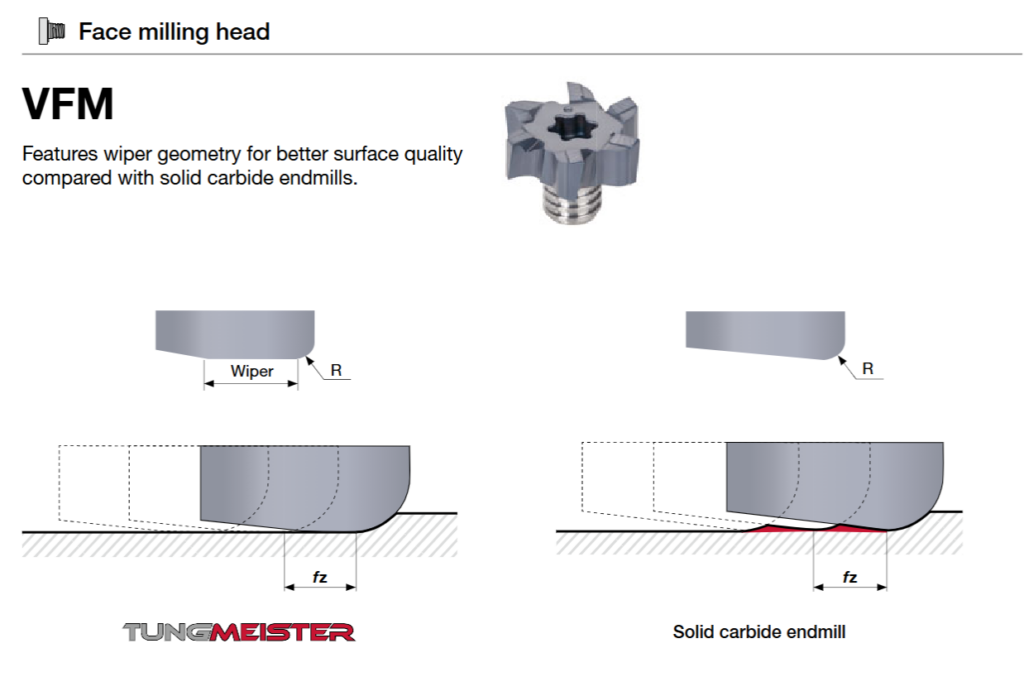
“ไม่มีทางเลือกอื่นนอกจากต้องกัดปาดหน้าด้วยเอ็นมิล” — หัวกัดสำหรับการกัดปาดหน้าโดยเฉพาะ VFM จากซีรีส์เอ็นมิลแบบเปลี่ยนหัวได้ TungMeister ของ Tungaloy จะมาลบล้างสมมติฐานนี้ ให้คุณภาพผิวงานที่การกัดปาดหน้าด้วยคมตัดด้านล่างแบบเดิมไม่สามารถทำได้ ผ่าน การผสมผสานระหว่าง wiper edge และคมตัดที่คมกริบ
VFM ประกอบด้วย คุณลักษณะทางเทคนิค 4 ประการ ที่ออกแบบมาโดยเฉพาะสำหรับการเก็บผิวละเอียดในการกัดปาดหน้า
- ติดตั้ง wiper edge — wiper edge ที่หน้าด้านล่างช่วยให้ผิวงานที่ขรุขระเรียบเนียนขึ้น คุณภาพผิวงานที่เหนือกว่า Solid EndMill มีระบุไว้ในข้อมูลจำเพาะของแคตตาล็อก
- คมตัดคมกริบ × 6 ฟลุต — มี 6 ฟลุตในทุกขนาด ผสมผสานอัตราป้อนสูงจากการออกแบบแบบหลายฟลุตเข้ากับแรงต้านการตัดต่ำจากคมตัดที่คมกริบ ช่วยปรับปรุงทั้งคุณภาพผิวงานและประสิทธิภาพไปพร้อมกัน
- มุมเฮลิกซ์ต่ำ 10° × ความยาวคมตัดสั้น 0.3×D — มุมเฮลิกซ์ 10° ช่วยลดแรงตัดในแนวแกน เมื่อรวมกับความยาวคมตัดที่สั้นลงเหลือ 0.3 เท่าของเส้นผ่านศูนย์กลางเครื่องมือ จะให้ รูปทรงคมตัดที่ปรับแต่งมาเพื่อการกัดปาดหน้าโดยเฉพาะ
- ติดตั้งรัศมีมุม (R0.2–R0.4) — ป้องกันการบิ่นของคมตัดพร้อมทั้งยับยั้งการเกิดครีบ (burr) บนผิวงานแมชชีนนิ่ง
ประเด็นสำคัญ
หัวเอ็นมิลที่ออกแบบมาเพื่อ “การเก็บผิวละเอียดที่ผิวหน้าด้านล่าง” โดยเฉพาะ
การกัดปาดหน้าด้วยคมตัดด้านล่างของเอ็นมิล — นี่คือ การออกแบบที่แตกต่างอย่างสิ้นเชิง จากค่า “เริ่มต้น” นั้น แนวคิดของ “wiper edge” ของคัตเตอร์กัดปาดหน้าที่ย่อส่วนลงมาเหลือขนาดเอ็นมิล — นั่นคือหัวใจสำคัญของ VFM
φ10 ถึง φ25 — ไลน์อัป 5 ขนาด
VFM มีจำหน่ายใน 5 ขนาด เพื่อให้เหมาะกับความกว้างของผิวงานแมชชีนนิ่งและสภาพแวดล้อมของเครื่องจักรที่แตกต่างกัน ทุกขนาดใช้เกรด AH715 (การเคลือบผิวล่าสุด ทนทานต่อการสึกหรอและการพอกติดของเศษตัดได้ดีเยี่ยม)
| รหัสสินค้า | ขนาดเส้นผ่านศูนย์กลางเครื่องมือ | ฟลุต | สูงสุด ความลึกการตัด | รัศมีมุม R | เกลียวเชื่อมต่อ |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3.6 มม. | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3.6 มม. | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4.8 มม. | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6.0 มม. | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7.5 มม. | R0.4 | S10 |

ISO P/M/K/N/S/H — ครอบคลุมกลุ่มวัสดุชิ้นงานทั้งหมด
จุดแข็งที่สำคัญประการหนึ่งของ VFM คือ ความสามารถในการครอบคลุมวัสดุชิ้นงานที่หลากหลาย ตั้งแต่เหล็กกล้าคาร์บอนไปจนถึงสแตนเลส, เหล็กหล่อ, อลูมิเนียมอัลลอยด์ และแม้แต่ไทเทเนียมอัลลอยด์, อัลลอยด์ทนความร้อน และเหล็กชุบแข็ง — มีการกำหนดเงื่อนไขการตัดมาตรฐานสำหรับกลุ่ม ISO ทั้ง 6 กลุ่ม
| ISO | วัสดุชิ้นงาน | Vc (ม./นาที) | fz φ12 (มม./ฟัน) |
|---|---|---|---|
| P | เหล็กกล้าคาร์บอน, เหล็กกล้าผสม (S45C, SCM440 เป็นต้น) | 60–180 | 0.08–0.13 |
| เอ็ม | สแตนเลส (SUS304, SUS316 เป็นต้น) | 40–100 | 0.08–0.13 |
| K | เหล็กหล่อ (FC250, FCD450 เป็นต้น) | 80–200 | 0.08–0.13 |
| เอ็น | อลูมิเนียมอัลลอยด์ | 100–700 | 0.08–0.13 |
| ส | ไทเทเนียมอัลลอยด์, อัลลอยด์ทนความร้อน (Ti-6Al-4V, Inconel 718 เป็นต้น) | 20–80 | 0.08–0.13 |
| ชม | เหล็กชุบแข็ง (SKD11, SKH51 เป็นต้น สูงสุด 60HRC) | 20–80 | 0.08–0.13 |
ไม่ต้องสงสัยว่า “ฉันจะใช้กับวัสดุนี้ได้ไหม?” — นั่นคือข้อดีที่สำคัญอีกประการของ VFM
3 กรณีการใช้งานที่ VFM ทำได้ดีเยี่ยม
นี่คือวิธีที่ VFM จัดการกับข้อจำกัด 3 ประการที่ทำให้โรงงานต้องพึ่งพาเอ็นมิล
| ข้อจำกัด | วิธีการแบบเดิม | โซลูชัน VFM |
|---|---|---|
| คัตเตอร์ขนาดใหญ่เข้าไม่ได้เนื่องจากการรบกวน | ใช้คมตัดด้านล่างของ Solid EndMill แทน → เกิดรอยคัตเตอร์ | คุณภาพผิวงานระดับคัตเตอร์กัดปาดหน้าในขนาดเส้นผ่านศูนย์กลางเล็ก φ12–φ25 wiper edge ช่วยให้ผิวงานแมชชีนนิ่งเรียบเนียน ปรับปรุงการเก็บผิวละเอียดอย่างมากในขณะที่หลีกเลี่ยงการรบกวน |
| ผิวงานแมชชีนนิ่งแคบเกินไปสำหรับขนาดเส้นผ่านศูนย์กลางเครื่องมือที่ใหญ่เกินไป | ใช้คัตเตอร์กัดปาดหน้าขนาดใหญ่ต่อไป หรือยอมลดคุณภาพด้วยการใช้คมตัดด้านล่าง | เลือกขนาดเส้นผ่านศูนย์กลางที่เหมาะสมกับความกว้างของผิวงานแมชชีนนิ่ง การออกแบบ 6 ฟลุตพร้อม wiper edge ช่วยให้มั่นใจในคุณภาพผิวงานที่ยอดเยี่ยมแม้ในขนาดเส้นผ่านศูนย์กลางเล็ก การติดตั้งก็ทำได้ง่ายขึ้นเช่นกัน |
| ข้อจำกัดด้านขนาดเส้นผ่านศูนย์กลางด้ามบนเครื่องกลึงประเภท Swiss-type / เครื่องกลึงทั่วไป | ยอมลดคุณภาพด้วยการใช้ Solid EndMill ขนาดเล็ก คุณภาพผิวงานไม่เสถียร | ใช้เส้นผ่านศูนย์กลางเครื่องมือที่ใหญ่กว่าเมื่อเทียบกับเส้นผ่านศูนย์กลางด้าม (เช่น หัวกัด φ12 บนด้าม φ8) ด้าม VER (ER collet) ช่วยลดระยะยื่นให้น้อยที่สุดเพื่อ การแมชชีนนิ่งที่เสถียรแม้บนสปินเดิลสำหรับการกัดที่มีความแข็งแรงต่ำ |
ประเด็นสำคัญ
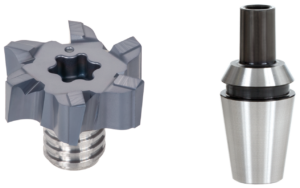
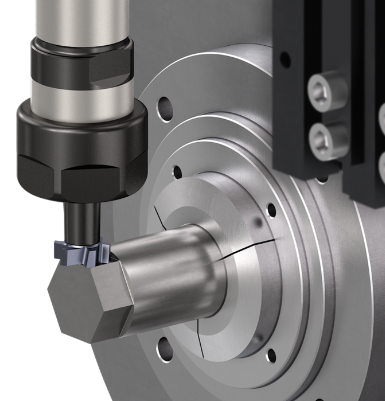
การผสมผสานด้าม VER — เหมาะสำหรับเครื่องกลึงประเภท Swiss-type และเครื่องกลึงทั่วไป
ด้วยด้าม VER (ตัวแปลง ER collet) ของ TungMeister เครื่องมือสามารถติดตั้งเข้ากับหัวจับ ER collet ของเครื่องจักรได้โดยตรง ด้วยการลดระยะยื่นให้น้อยที่สุด จะช่วยให้การแมชชีนนิ่งเสถียรและลดการสั่นสะเทือนได้ แม้บนชุดสปินเดิลสำหรับการกัดที่มีความแข็งแรงต่ำ คุณภาพผิวงานที่ยอดเยี่ยมของ wiper edge ยังอาจช่วยลดหรือกำจัดกระบวนการขั้นปลาย (การเจียระไน ฯลฯ) บนผิวงานแมชชีนนิ่งเรียบได้
ข้อมูลความเรียบผิว — Ra ที่เหนือกว่า Solid EndMill
คุณภาพผิวงานของ VFM เหนือกว่าแค่ไหน? มาตรวจสอบด้วยข้อมูลที่วัดได้ซึ่งตีพิมพ์ในแคตตาล็อก
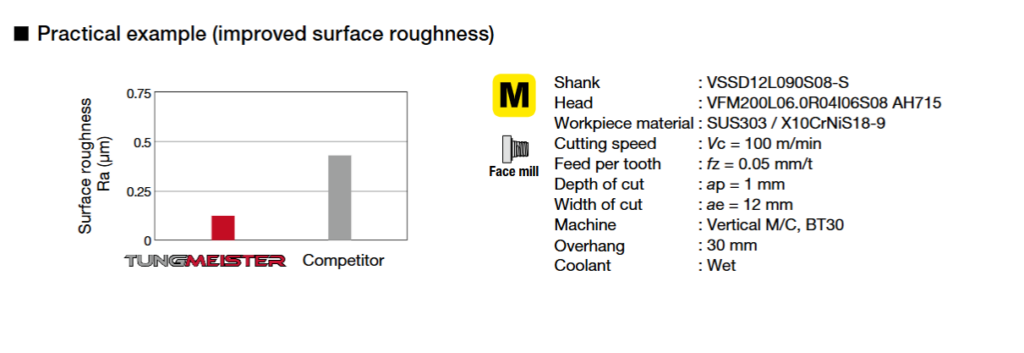
| วัสดุชิ้นงาน | SUS303 |
|---|---|
| เครื่องจักร | Vertical M/C (BT30) |
| หัวกัด | VFM200L06.0R04I06S08 AH715 (φ20) |
| สภาวะการตัด | Vc=100 ม./นาที, fz=0.05 มม./ฟัน, ap=1 มม., ae=12 มม. |
| ระยะยื่น | 30 มม. (แบบเปียก) |
ภายใต้เงื่อนไขการทดสอบเหล่านี้ VFM บันทึกค่า ความเรียบผิว Ra ที่เหนือกว่าทั้ง Solid EndMill ของคู่แข่งและผลิตภัณฑ์ที่ติดตั้ง wiper edge ของคู่แข่ง สิ่งที่น่าสังเกตเป็นพิเศษคือผลลัพธ์เหล่านี้เกิดขึ้นได้แม้ในสภาพแวดล้อม BT30 ที่มีความแข็งแรงต่ำ
ข้อมูลสำคัญ
ความเรียบผิวที่เหนือกว่า Solid EndMill แม้บน BT30
wiper edge ของ VFM ให้คุณภาพผิวงานที่เสถียรแม้ในสภาพแวดล้อม BT30 ที่มีความแข็งแรงต่ำ จุดแข็งที่แท้จริงของ VFM จะฉายแววในสภาพแวดล้อมที่มีความแข็งแรงจำกัด — เครื่องกลึงประเภท Swiss-type, แมชชีนนิ่งเซ็นเตอร์ขนาดกะทัดรัด และการตั้งค่าที่คล้ายคลึงกัน
3. ประสิทธิภาพที่ยืนยันด้วยข้อมูล — การเปรียบเทียบเชิงปริมาณของคุณภาพผิวงาน, ประสิทธิภาพ และอายุการใช้งานเครื่องมือ
จากนี้ไป เราจะตรวจสอบประสิทธิภาพของ VFM ในเชิงปริมาณผ่านสามแกนหลัก — “คุณภาพผิวงาน”, “ประสิทธิภาพ” และ “อายุการใช้งานเครื่องมือ” — โดยอ้างอิงจาก กรณีศึกษาการแมชชีนนิ่งจากผู้ใช้งาน 3 ราย และ ข้อมูลในแคตตาล็อก
การเปรียบเทียบข้ามกรณีศึกษาทั้ง 3 กรณี
กรณีการนำไปใช้งานทั้ง 3 กรณีได้รับผลการประเมินระดับ “ชนะ” แม้จะมีวัสดุชิ้นงานและสภาพแวดล้อมของเครื่องจักรที่แตกต่างกัน VFM ก็มีประสิทธิภาพเหนือกว่าเครื่องมือที่มีอยู่อย่างมาก ทั้งในด้านคุณภาพผิวงานและประสิทธิภาพ
| การเปรียบเทียบ | กรณีที่ 1: แฮสเตลอยด์-X | กรณีที่ 2: SUS440C | กรณีที่ 3: SS |
|---|---|---|---|
| วัสดุชิ้นงาน | แฮสเตลอยด์-X (งานฟอร์จ) | SUS440C | SS400 |
| เครื่องจักร | Horizontal MC / BT50 | Vertical MC / BT30 | Vertical MC / BT40 |
| เครื่องมือเดิม | φ12 Solid EndMill | φ12 Solid EndMill | φ10 Solid EndMill |
| ประสิทธิภาพที่เพิ่มขึ้น | +50% | +50% | +67% |
| คุณภาพผิวงาน | ดี (ผิวเงางาม) | ดีมาก | ดี |
| อายุการใช้งานเครื่องมือ | — (สิ้นสุดเวลาทดสอบ) | +50% (240 ชิ้น/หัว) | — (การสาธิต) |
| ผลลัพธ์ | ชนะ | ชนะ | ชนะ |
นี่คือประเด็นสำคัญจากข้อมูลนี้
ประเด็นที่ 1: คุณภาพผิวงานได้รับการประเมินในระดับ “ดี” หรือดีกว่าในทุกกรณี — ปัญหารอยคัตเตอร์และรอยขีดข่วนได้รับการแก้ไขอย่างสิ้นเชิง
ในกรณีที่ 1 รอยคัตเตอร์ที่เกิดจากคมตัดด้านล่างของ Solid EndMill หายไป และผิวงานแมชชีนนิ่งมีความเงางาม กรณีที่ 2 ได้รับการประเมินในระดับ “ดีมาก” ในกรณีที่ 3 ปัญหารอยขีดข่วนที่ปรากฏหลังการชุบเคลือบได้หมดไป ผลลัพธ์ทั้งหมด เกิดขึ้นได้จากการที่ wiper edge ช่วยให้ผิวงานแมชชีนนิ่งเรียบเนียน
ประเด็นที่ 2: ประสิทธิภาพดีขึ้น 50–67% — ไม่ใช่แค่คุณภาพผิวงาน แต่ยังเพิ่มผลผลิตด้วย
VFM ไม่เพียงแต่ปรับปรุงคุณภาพผิวงานเท่านั้น แต่ยังมี ประสิทธิภาพเหนือกว่าเครื่องมือเดิมในด้านอัตราป้อนและอัตราการขจัดเศษ ความสามารถในการป้อนสูงแบบ 6 ฟลุต ผสมผสานกับแรงต้านการตัดต่ำจากคมตัดที่คมกริบ ช่วยให้สามารถปรับปรุงทั้งคุณภาพผิวงานและประสิทธิภาพได้พร้อมกัน
ประเด็นที่ 3: พิสูจน์แล้วตั้งแต่ BT30 ถึง BT50 — ครอบคลุมสภาพแวดล้อมเครื่องจักรที่หลากหลาย
ตั้งแต่เครื่องจักร BT30 ที่มีความแข็งแรงต่ำสุดไปจนถึง BT50 ได้ผลลัพธ์ที่เสถียรโดยไม่คำนึงถึงสภาพแวดล้อมของเครื่องจักร ประสิทธิภาพของ VFM ยังคงอยู่แม้ในเครื่องจักรที่มีความแข็งแรงต่ำ
ข้อมูลในแคตตาล็อก — ประสิทธิภาพ 1.5 เท่า, อายุการใช้งานเครื่องมือ 1.4 เท่า
นอกจากกรณีศึกษาจากผู้ใช้งานแล้ว ความสามารถของ VFM ยังได้รับการสนับสนุนจากข้อมูลในแคตตาล็อก
| กรณีในแคตตาล็อก | วัสดุ | การปรับปรุง | ผลลัพธ์ |
|---|---|---|---|
| กรณี A (φ20) | SUS303 | การเปรียบเทียบความเรียบผิว | Ra ที่เหนือกว่าผลิตภัณฑ์ Solid ของคู่แข่ง |
| กรณี B (φ16) | A5052 | การเปรียบเทียบประสิทธิภาพ | ประสิทธิภาพ 1.5 เท่า (รักษาคุณภาพผิวงานไว้ได้) |
| กรณี C (AH715) | FCD400 | การเปรียบเทียบอายุการใช้งานเครื่องมือ | อายุการใช้งานเครื่องมือ 1.4 เท่า (คุณภาพผิวงานก็ดีขึ้นด้วย) |
สรุปส่วนที่ 3
ประสิทธิภาพเหนือกว่าเครื่องมือเดิมในด้านคุณภาพผิวงาน, ประสิทธิภาพ และอายุการใช้งานเครื่องมือ
VFM มีประสิทธิภาพเหนือกว่าเครื่องมือเดิมในด้านคุณภาพผิวงาน, ประสิทธิภาพ หรืออายุการใช้งานเครื่องมืออย่างใดอย่างหนึ่งหรือมากกว่านั้น การปรับปรุงคุณภาพผิวงานไปพร้อมกับการเพิ่มประสิทธิภาพ — ไม่ใช่การแลกเปลี่ยนอย่างใดอย่างหนึ่ง แต่เป็นผลลัพธ์ที่เป็นไปได้ด้วยการออกแบบที่เน้นแนวคิด wiper edge โดยเฉพาะ
4. กรณีศึกษาการแมชชีนนิ่งจากผู้ใช้งาน
จะเกิดอะไรขึ้นเมื่อโรงงานที่เคยกัดปาดหน้าด้วยคมตัดด้านล่างของเอ็นมิลเปลี่ยนมาใช้ VFM? ผลลัพธ์เป็นบวกในทั้ง 3 กรณี ตั้งแต่อัลลอยด์ทนความร้อนไปจนถึงสแตนเลสและเหล็กทั่วไป VFM ได้รับการนำไปใช้กับวัสดุชิ้นงานที่หลากหลาย
กรณีที่ 1 การเก็บผิวละเอียดที่ผิวหน้าด้านล่างของแฮสเตลอยด์-X — นำมาใช้เพื่อให้ได้ผิวที่เงางาม

รายละเอียดการตัดเฉือน
- ชิ้นส่วน: Case — outlet seal surface (การเก็บผิวละเอียดที่ผิวหน้าด้านล่าง)
- วัสดุชิ้นงาน: แฮสเตลอยด์-X (งานฟอร์จ)
- เครื่องจักร: Horizontal MC / BT50
ความท้าทาย
- เอ็นมิลของคู่แข่ง — ซึ่งเดิมไม่เหมาะสำหรับการเก็บผิวละเอียดที่ผิวหน้าด้านล่าง — ถูกนำมาใช้เป็นมาตรการชั่วคราว
- ต้องแก้ไขงานเก็บผิวละเอียดที่ผิวหน้าด้านล่างบ่อยครั้ง รูปลักษณ์ที่มองเห็นเป็นปัญหาใหญ่กว่าค่าความเรียบผิว
การเปรียบเทียบเงื่อนไขการตัด
| เดิม (เอ็นมิลของคู่แข่ง) | VFM (AH715) | |
|---|---|---|
| เส้นผ่านศูนย์กลางเครื่องมือ | φ12 (6 ฟลุต) | φ12 (6 ฟลุต) |
| ระยะกินลึก | 20 ม./นาที | 30 ม./นาที |
| อัตราป้อนต่อฟัน | 0.05 มม./ฟัน | 0.1 มม./ฟัน |
| ระยะกินลึก | 2 มม. | 1 มม. |
| อัตราป้อน | 159 มม./นาที | 477 มม./นาที |
| อัตราการขจัดเศษ | 3.82 ซม.³/นาที | 5.73 ซม.³/นาที (+50%) |
| คุณภาพผิวงาน | เหมือนเดิม | ดี (เงางาม) |
ประเด็นสำคัญ
นำมาใช้เพื่อให้ได้ผิวที่เงางาม — ไม่ต้องแก้ไขงานอีกต่อไป
VFM ให้ผิวงานแมชชีนนิ่งที่เงางาม โดยรูปลักษณ์ที่มองเห็นได้รับการปรับปรุงให้ดีขึ้นกว่าค่าความเรียบผิวเพียงอย่างเดียวมาก ไม่ต้องแก้ไขงานเก็บผิวละเอียดที่ผิวหน้าด้านล่างอีกต่อไป และ ได้รับการยืนยันให้นำไปใช้งาน การประเมินเชิงบวกของ VFM ที่นำไปใช้กับคุณลักษณะอื่นๆ แล้ว ได้ขยายมาสู่การเก็บผิวละเอียดที่ผิวหน้าด้านล่างด้วยเช่นกัน
กรณีที่ 2 การเก็บผิวละเอียดในการกัดปาดหน้า SUS440C — นำมาใช้หลังจากรอยคัตเตอร์หายไป
รายละเอียดการตัดเฉือน
- ชิ้นส่วน: ชิ้นงานบล็อก
- วัสดุชิ้นงาน: SUS440C
- เครื่องจักร: Vertical MC / BT30
- การทำงาน: การกัดปาดหน้า (การเก็บผิวละเอียด)
ความท้าทาย
- การกัดปาดหน้าทำโดยใช้คมตัดด้านล่างของ Solid EndMill (4 ฟลุต)
- เกิดรอยคัตเตอร์ ทำให้เกิดปัญหาด้านความเชื่อมั่นในกระบวนการแมชชีนนิ่ง
การเปรียบเทียบเงื่อนไขการตัด
| เดิม (เอ็นมิลของคู่แข่ง) | VFM (AH715) | |
|---|---|---|
| เส้นผ่านศูนย์กลางเครื่องมือ / ฟลุต | φ12 / 4 ฟลุต | φ12 / 6 ฟลุต |
| ระยะกินลึก | 34 ม./นาที (เงื่อนไขเดียวกัน) | |
| อัตราป้อนต่อฟัน | 0.06 มม./ฟัน (เงื่อนไขเดียวกัน) | |
| อัตราป้อน | 216 มม./นาที | 325 มม./นาที (+50%) |
| อัตราการขจัดเศษ | 2.6 ซม.³/นาที | 3.9 ซม.³/นาที (+50%) |
| จำนวนชิ้นต่อหัว | 160 ชิ้น | 240 ชิ้น (+50%) |
| คุณภาพผิวงาน | ไม่ดี (มีรอยคัตเตอร์) | ดีมาก (รอยคัตเตอร์หมดไป) |
ประเด็นสำคัญ
รอยคัตเตอร์หมดไป + ประสิทธิภาพเพิ่มขึ้น 50% + อายุการใช้งานเครื่องมือเพิ่มขึ้น 50%
การเปลี่ยนจาก Solid EndMill 4 ฟลุต มาเป็น VFM แบบ 6 ฟลุต ช่วยเพิ่มอัตราป้อนได้ 50% ที่ค่า fz เท่าเดิม (ผลจากการเพิ่มจำนวนฟลุต) นอกจากนี้ รอยคัตเตอร์ยังหมดไปอย่างสิ้นเชิง และจำนวนชิ้นงานต่อหัวเพิ่มขึ้น 50% คุณภาพผิวงาน, ประสิทธิภาพ และอายุการใช้งานเครื่องมือ — ทั้งสามอย่างนี้เกิดขึ้นจริง นำไปสู่การนำไปใช้งานแม้ในสภาพแวดล้อม BT30 ที่มีความแข็งแรงต่ำ
กรณีที่ 3 การกัดปาดหน้า SS400 — แก้ไขปัญหารอยขีดข่วนหลังการชุบเคลือบ

รายละเอียดการตัดเฉือน
- ชิ้นส่วน: ชิ้นส่วนเครื่องจักร (การกัดปาดหน้า → กระบวนการชุบเคลือบ)
- วัสดุชิ้นงาน: SS400
- เครื่องจักร: Vertical MC / BT40
- การทำงาน: การกัดปาดหน้า (การเก็บผิวละเอียด)
ความท้าทาย
- การกัดปาดหน้าด้วยโซลิดเอ็นมิลของคู่แข่ง (φ10, 4 ฟลุต)
- ชิ้นงานต้องผ่านการชุบเคลือบผิวหลังการตัดเฉือน โดยพบรอยขีดข่วนบนพื้นผิวที่ผ่านการตัดเฉือนอย่างชัดเจนหลังการชุบ
การเปรียบเทียบเงื่อนไขการตัด
| เครื่องมือเดิม (เอ็นมิลของคู่แข่ง) | VFM (AH715) | |
|---|---|---|
| ขนาดเส้นผ่านศูนย์กลางเครื่องมือ / จำนวนฟลุต | φ10 / 4 ฟลุต | φ12 / 6 ฟลุต |
| ระยะกินลึก | 150 ม./นาที (เงื่อนไขเดียวกัน) | |
| อัตราป้อนต่อฟัน | 0.06 มม./ฟัน | 0.08 มม./ฟัน |
| อัตราป้อน | 1,146 มม./นาที | 1,910 มม./นาที (+67%) |
| อัตราการขจัดเศษ | 0.34 ซม.³/นาที | 0.57 ซม.³/นาที (+67%) |
| คุณภาพพื้นผิว | ไม่ดี (พบรอยขีดข่วนหลังการชุบ) | ดี |
ประเด็นสำคัญ
แก้ปัญหารอยขีดข่วนหลังการชุบ — ปรับปรุงคุณภาพในกระบวนการถัดไป
คมตัดไวเปอร์ของ VFM ช่วยให้พื้นผิวงานกัดเรียบเนียน ซึ่งส่งผลโดยตรงต่อคุณภาพของกระบวนการถัดไป เช่น การชุบและการเคลือบผิว เมื่อไม่พบรอยขีดข่วน ความเสี่ยงในการต้องแก้ไขงานและข้อร้องเรียนด้านคุณภาพในกระบวนการถัดไปจึงลดลงด้วย สิ่งนี้มีส่วนช่วยในการ “ปรับปรุงกระบวนการทั้งหมด” ซึ่งครอบคลุมมากกว่าแค่การทำงานตัดเฉือนเพียงอย่างเดียว
สรุป — พลิกโฉมการกัดปาดหน้าของคุณด้วย VFM
“คุณยังคงใช้เอ็นมิลในการกัดปาดหน้าอยู่หรือไม่?” — บทความนี้ได้นำเสนอคุณลักษณะทางเทคนิค ข้อมูล และกรณีศึกษาของหัวกัด TungMeister VFM เพื่อเป็นคำตอบสำหรับคำถามนี้ นี่คือประเด็นสำคัญ
- การกัดปาดหน้าด้วยเอ็นมิล — ปัญหาที่เกิดจากการใช้งานแบบเดิม — โรงงานหลายแห่งไม่มีทางเลือกอื่นนอกจากต้องพึ่งพาเอ็นมิล เนื่องจากข้อจำกัดด้านการรบกวน ความกว้างของพื้นผิวที่แคบ และข้อจำกัดของขนาดเส้นผ่านศูนย์กลางด้าม
- VFM คือหัวกัดที่ออกแบบมาสำหรับการกัดปาดหน้าโดยเฉพาะ — คมตัดไวเปอร์ + คมตัดที่คมชัด + 6 ฟลุต × มุมเกลียวต่ำ × ความยาวคมตัดสั้น แนวทางที่แตกต่างอย่างสิ้นเชิงจากคมตัดด้านล่างของเอ็นมิลอเนกประสงค์
- คุณภาพพื้นผิวที่เหนือกว่าโซลิดเอ็นมิล — ยืนยันด้วยข้อมูลในแคตตาล็อก — จากการเปรียบเทียบค่า Ra บนวัสดุ SUS303 พบว่า VFM มีประสิทธิภาพเหนือกว่าทั้งโซลิดเอ็นมิลของคู่แข่งและผลิตภัณฑ์ที่มีคมตัดไวเปอร์อื่นๆ
- ผลลัพธ์ระดับ “ชนะ” ในกรณีศึกษาจากผู้ใช้ทั้ง 3 ราย — ประสิทธิภาพเพิ่มขึ้น 50–67% คุณภาพพื้นผิวอยู่ในระดับ “ดี” ถึง “ดีมาก” ในทุกกรณี กำจัดรอยคัตเตอร์ พื้นผิวเงางาม และแก้ปัญหารอยขีดข่วนหลังการชุบได้สำเร็จ
- พิสูจน์แล้วตั้งแต่ BT30 ถึง BT50 — การตัดเฉือนที่มีความเสถียรบนเครื่องจักรที่มีความแข็งแรงต่ำและเครื่องกลึงอัตโนมัติประเภท Swiss ด้าม VER ช่วยลดระยะยื่นให้เหลือน้อยที่สุด
- ครอบคลุมวัสดุชิ้นงาน ISO P/M/K/N/S/H ทั้งหมด — ผ่านการพิสูจน์แล้วกับแฮสเตลอยด์-X, SUS440C, SS, A5052, FCD400 และอื่นๆ
- ระบบเปลี่ยนหัวกัดช่วยลดต้นทุนการดำเนินงาน — แทนที่จะต้องเปลี่ยนเครื่องมือโซลิดทั้งชิ้น เปลี่ยนเพียงแค่หัวกัดเท่านั้น ด้ามสามารถนำกลับมาใช้ใหม่ได้
- มีให้เลือก 4 ขนาด ตั้งแต่ φ12 ถึง φ25 — เลือกขนาดเส้นผ่านศูนย์กลางที่เหมาะสมกับความกว้างของพื้นผิวงานตัดเฉือน
คุณไม่จำเป็นต้องทนใช้คมตัดด้านล่างของเอ็นมิลในการกัดปาดหน้าอีกต่อไป หากคุณพบปัญหารอยคัตเตอร์ คุณภาพพื้นผิวไม่ดี หรือปัญหาด้านรูปลักษณ์หลังการชุบ โปรดลองใช้หัวกัด VFM