พื้นฐานของหน้าลายหักเศษ — จากทฤษฎีเบื้องต้นสู่การเลือกใช้งาน
เมื่อผู้คนได้ยินคำว่า “หน้าลายหักเศษ” หลายคนอาจนึกถึงร่องที่ออกแบบมาเพื่อหักเศษ
อย่างไรก็ตาม ในทางปฏิบัติ หน้าลายหักเศษหมายถึงชุด ข้อมูลจำเพาะของคมตัด ทั้งหมด ซึ่งรวมถึงมุมคาย (rake angle), แลนด์ (land) และการปรับสภาพคมตัด (honing)
นี่คือองค์ประกอบสำคัญสำหรับความเสถียรของกระบวนการ ซึ่งไม่เพียงแต่รับผิดชอบในการควบคุมเศษเท่านั้น แต่ยังรวมถึง การควบคุมแรงต้านการตัด และ การรักษาความแข็งแรงของคมตัด ไปพร้อมๆ กัน
บทความนี้จะอธิบายอย่างเป็นระบบตั้งแต่หลักการของหน้าลายหักเศษไปจนถึงวิธีการเลือก ข้อควรพิจารณาตามวัสดุชิ้นงาน และการแก้ไขปัญหา
สิ่งที่คุณจะได้เรียนรู้ในบทความนี้
- หน้าลายหักเศษคืออะไร? — คำนิยามในฐานะข้อมูลจำเพาะของคมตัด
- ทำไมหน้าลายหักเศษจึงจำเป็น?
- เมื่อการไม่ใช้หน้าลายหักเศษเป็นทางเลือกที่ดีกว่า
- เศษหักได้อย่างไร: หลักการ
- รูปร่างของเศษที่เหมาะสมที่สุดคืออะไร?
- เกณฑ์พื้นฐานในการเลือกหน้าลายหักเศษ
- ความแตกต่างระหว่างหน้าลายหักเศษสำหรับงานเก็บละเอียด งานตัดปานกลาง และงานหยาบ
- หน้าลายหักเศษทำงานร่วมกับเงื่อนไขการตัด
- ข้อควรพิจารณาตามวัสดุชิ้นงาน (ISO P/M/K/N/S/H)
- จุดที่ควรตรวจสอบเมื่อการทำงานไม่เป็นไปตามที่คาดหวัง
- สรุป
1. หน้าลายหักเศษคืออะไร?
ในความหมายอย่างแคบ คำว่าหน้าลายหักเศษหมายถึงร่องหรือรูปทรงที่ยื่นออกมาซึ่งจัดเตรียมไว้บนหน้าคายของเม็ดมีดเพื่อหักเศษ
อย่างไรก็ตาม ในการออกแบบเม็ดมีดจริง หน้าลายหักเศษหมายถึงชุด ข้อมูลจำเพาะของคมตัด ทั้งหมด ซึ่งไม่เพียงแต่รวมถึงการหักเศษเท่านั้น แต่ยังรวมถึงการควบคุมแรงต้านการตัดและความแข็งแรงของคมตัดด้วย บทความนี้จะอธิบายหน้าลายหักเศษตามคำนิยามที่กว้างขึ้นนี้
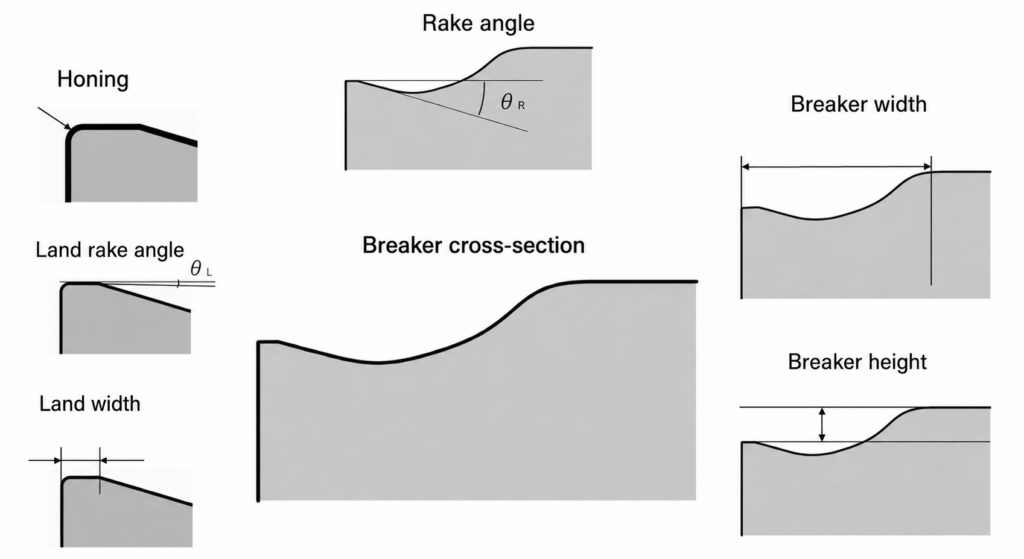
องค์ประกอบที่ประกอบขึ้นเป็นหน้าลายหักเศษ
- ความกว้างของหน้าลายหักเศษ — ความกว้างของร่องที่กำหนดระยะทางที่เศษจะม้วนตัว
- ความสูงของผนังหน้าลายหักเศษ — ความสูงของผนังที่รับและดัดเศษ
- มุมคาย — มุมที่มีผลต่อทิศทางการไหลของเศษและแรงต้านการตัด
- ความกว้างของแลนด์ — ความกว้างของพื้นที่ราบด้านหลังคมตัดทันที
- มุมคายของแลนด์ — มุมเอียงของพื้นผิวแลนด์
- การปรับสภาพคมตัด (Honing) — การลบคมเล็กน้อยที่ใช้กับคมตัด
ความสัมพันธ์ระหว่างปัจจัยพารามิเตอร์และผลกระทบ
ตารางด้านล่างสรุปว่าการเปลี่ยนแปลงในแต่ละองค์ประกอบส่งผลต่อปัจจัยสามประการอย่างไร: “ประสิทธิภาพการควบคุมเศษ” “แรงต้านการตัด” และ “ความแข็งแรงของคมตัด”
| ปัจจัยพารามิเตอร์ | ทิศทางการเปลี่ยนแปลง | ประสิทธิภาพการควบคุมเศษ | แรงต้านการตัด | ความแข็งแรงของคมตัด |
|---|---|---|---|---|
| ความกว้างของหน้าลายหักเศษ | ทำให้แคบลง | ↑ หักเศษได้ง่ายขึ้น | ↑ เพิ่มขึ้น | – |
| ความสูงของผนังหน้าลายหักเศษ | ทำให้สูงขึ้น | ↑ หักเศษได้ง่ายขึ้น | ↑ เพิ่มขึ้นเล็กน้อย | – |
| มุมคาย | เพิ่มมุมบวก | ↑ ม้วนตัวได้ง่ายขึ้น | ↓ ลดลง | ↓ ลดลง |
| ความกว้างของแลนด์ | ทำให้กว้างขึ้น | ↓ แย่ลงเล็กน้อย | ↑ เพิ่มขึ้น | ↑ ดีขึ้น |
| มุมคายของแลนด์ | เพิ่มมุมลบ | ↓ แย่ลงเล็กน้อย | ↑ เพิ่มขึ้น | ↑ ดีขึ้น |
| การปรับสภาพคมตัด (Honing) | ทำให้ใหญ่ขึ้น | ↓ แย่ลงเล็กน้อย | ↑ เพิ่มขึ้น | ↑ ดีขึ้น |
ประเด็นสำคัญ
“การเลือกหน้าลายหักเศษ” เทียบเท่ากับการเลือกความสมดุลโดยรวมของข้อมูลจำเพาะของคมตัดเหล่านี้
ประสิทธิภาพการควบคุมเศษ แรงต้านการตัด และความแข็งแรงของคมตัดมีความสัมพันธ์แบบได้อย่างเสียอย่าง ดังนั้นจึงเป็นเรื่องสำคัญที่จะต้องหาความสมดุลที่เหมาะสมที่สุดสำหรับวัตถุประสงค์ของการตัดเฉือน
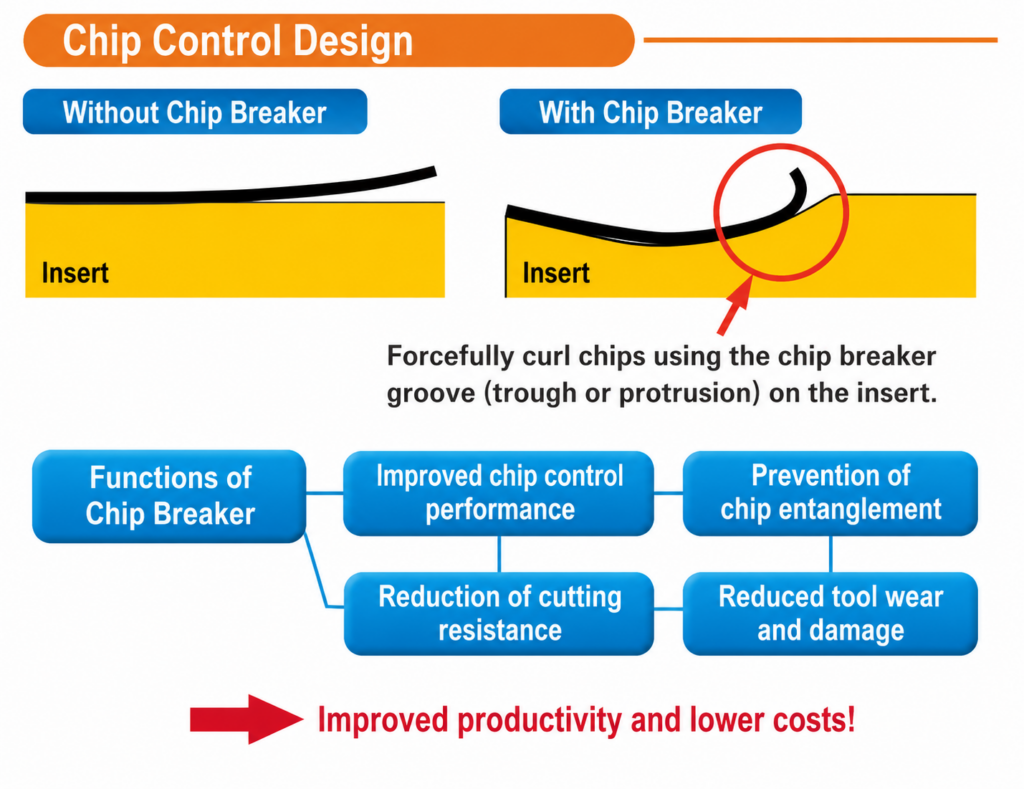
2. ทำไมหน้าลายหักเศษจึงจำเป็น?
ปัญหาเมื่อไม่มีหน้าลายหักเศษ
- เศษยาวต่อเนื่อง → เศษพันรอบชิ้นงานหรือเครื่องมือ
- ความเสี่ยงที่พื้นผิวที่ตัดเฉือนจะเป็นรอยและการหยุดทำงานของเครื่องจักร
- ความกังวลด้านความปลอดภัยของผู้ปฏิบัติงาน เนื่องจากเศษที่ยาวนั้นคมและเป็นอันตราย
- โดยเฉพาะอย่างยิ่งในเครื่องจักรอัตโนมัติและการตัดเฉือนแบบต่อเนื่อง การคายเศษที่ไม่ดีสามารถนำไปสู่การหยุดชะงักของกระบวนการได้โดยตรง
ข้อดีของการมีหน้าลายหักเศษ
- ประสิทธิภาพการตัดเฉือนที่ดีขึ้น — เศษถูกหักและคายออกอย่างเหมาะสม
- อายุการใช้งานเครื่องมือยาวนานขึ้น — ป้องกันภาระที่ผิดปกติซึ่งเกิดจากเศษพันกัน
- คุณภาพการตัดเฉือนที่เสถียร — ลดการสัมผัสของเศษที่อาจทำให้ผิวสำเร็จเสียหาย
มากกว่าการควบคุมเศษ — สามบทบาทหลัก
หน้าลายหักเศษไม่เพียงแต่รับผิดชอบในการควบคุมเศษเท่านั้น แต่ยังรวมถึง การควบคุมแรงต้านการตัด และ การรักษาความแข็งแรงของคมตัด ไปพร้อมๆ กัน
- การควบคุมเศษ — หักและคายเศษอย่างเหมาะสมผ่านการออกแบบความกว้างและความสูงของผนังหน้าลายหักเศษ
- แรงต้านการตัด — ลดแรงต้านผ่านการออกแบบมุมคายและความกว้างของหน้าลายหักเศษ ซึ่งช่วยในการประหยัดพลังงานและยับยั้งการสั่นสะท้าน
- ความแข็งแรงของคมตัด — รักษาความแข็งแรงของคมตัดผ่านการออกแบบความกว้างของแลนด์ มุมคายของแลนด์ และการปรับสภาพคมตัด เพื่อป้องกันการแตกหักและการสึกหรอที่ผิดปกติ
ประเด็นสำคัญ
หน้าลายหักเศษคือองค์ประกอบที่ออกแบบ “การควบคุมเศษ” “แรงต้านการตัด” และ “ความแข็งแรงของคมตัด” ไปพร้อมๆ กัน
การเลือกหน้าลายหักเศษหมายถึงการเลือกความสมดุลที่เหมาะสมที่สุดของปัจจัยทั้งสามนี้ การมองเพียงแค่การควบคุมเศษเพียงอย่างเดียวอาจนำไปสู่การเลือกที่ผิดพลาดได้
3. เมื่อการไม่ใช้หน้าลายหักเศษเป็นทางเลือกที่ดีกว่า
หน้าลายหักเศษไม่ได้ “จำเป็นเสมอไป” และไม่ใช่เรื่องจริงที่ว่า “ยิ่งทำงานได้แรงเท่าไหร่ก็ยิ่งดีเท่านั้น” ขึ้นอยู่กับวัตถุประสงค์ของการตัดเฉือน วัสดุชิ้นงาน และเงื่อนไขการตัด อาจมีกรณีที่การไม่มีหน้าลายหักเศษหรือการใช้หน้าลายหักเศษที่มีผลการหักเศษต่ำนั้นให้ผลดีกว่า
■ เมื่อเลือกแบบหน้าเรียบ (flat top)
วัสดุชิ้นงานที่เศษหักสั้นตามธรรมชาติ เช่น เหล็กหล่อและทองเหลือง
เนื่องจากฟังก์ชันการหักเศษของหน้าลายหักเศษนั้นไม่จำเป็น จึงสามารถใช้หน้าเรียบเพื่อจัดลำดับความสำคัญของความแข็งแรงของคมตัดได้
การตัดงานหนักมากหรือการตัดกระแทก
เนื่องจากร่องหน้าลายหักเศษอาจกลายเป็นจุดอ่อนในด้านความแข็งแรงของคมตัด การเลือกหน้าเรียบจึงสามารถลดความเสี่ยงของการแตกหักได้
■ เมื่อเลือกหน้าลายหักเศษที่มีผลการหักเศษต่ำ
เมื่อคุณต้องการลดแรงต้านการตัด
หน้าลายหักเศษที่จำกัดเศษจะเพิ่มแรงต้าน เมื่อให้ความสำคัญกับแรงต้านต่ำมากกว่าการควบคุมเศษ การเลือกหน้าลายหักเศษที่มีการจำกัดเศษต่ำจะมีประสิทธิภาพในการยับยั้งแรงต้าน
เมื่อคุณต้องการคุณภาพพื้นผิวที่ตัดเฉือนดีเยี่ยม
เมื่อเน้นการหักเศษ การจำกัดเศษโดยหน้าลายหักเศษจะเพิ่มความหนาของเศษ ทำให้เกิดเศษที่มีโอกาสขูดขีดผนังที่ตัดเฉือนได้มากขึ้น หน้าลายหักเศษที่มีการจำกัดเศษต่ำสามารถสร้างเศษที่มีโอกาสทำลายพื้นผิวที่ตัดเฉือนได้น้อยกว่า ทำให้สามารถให้ความสำคัญกับคุณภาพพื้นผิวได้
ประเด็นสำคัญ
ขึ้นอยู่กับวัตถุประสงค์ของการตัดเฉือน วัสดุชิ้นงาน และเงื่อนไข “การไม่มีหน้าลายหักเศษ” หรือ “หน้าลายหักเศษที่มีผลต่ำ” ก็อาจเป็นทางเลือกที่ถูกต้องได้เช่นกัน
สิ่งสำคัญคือต้องหลีกเลี่ยงการสันนิษฐานว่าจำเป็นต้องมีหน้าลายหักเศษเสมอ และควรตัดสินใจให้เหมาะสมกับวัตถุประสงค์ของการตัดเฉือน
4. เศษหักได้อย่างไร: หลักการ
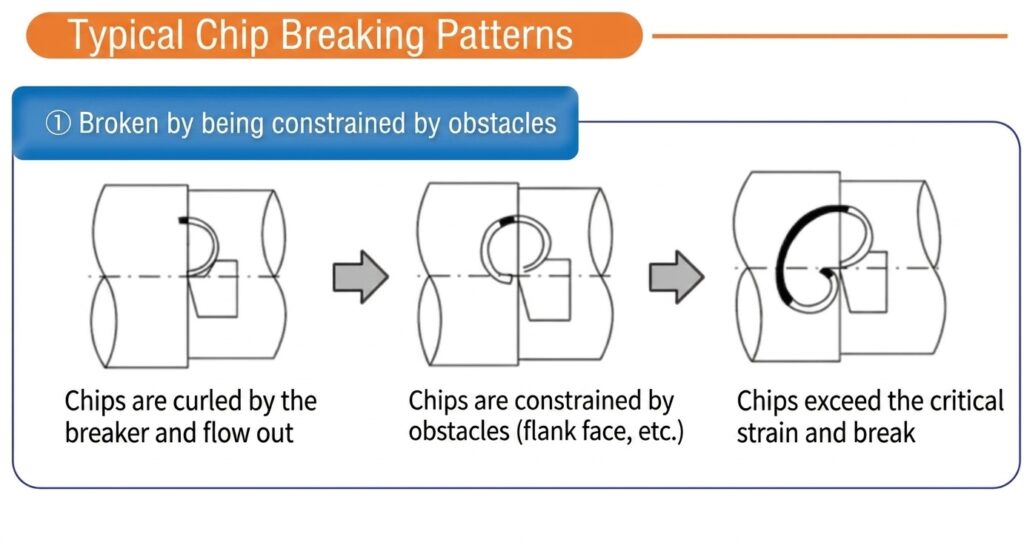
หลักการที่หน้าลายหักเศษใช้หักเศษสามารถทำความเข้าใจได้ในสี่ขั้นตอนต่อไปนี้
- การถูกเฉือนและยกขึ้น — เศษเริ่มไหลไปตามหน้าคายจากคมตัด
- การม้วนตัว — เศษถูกบังคับให้ม้วนตัวอย่างรุนแรงโดยรูปทรงของหน้าลายหักเศษ เช่น ร่องและผนัง
- ความเค้นเพิ่มขึ้น — รัศมีการม้วนตัวเล็กลง เพิ่มความเค้นในการดัดภายในเศษ
- การหัก — เศษจะหักเมื่อความเค้นเกินขีดจำกัด
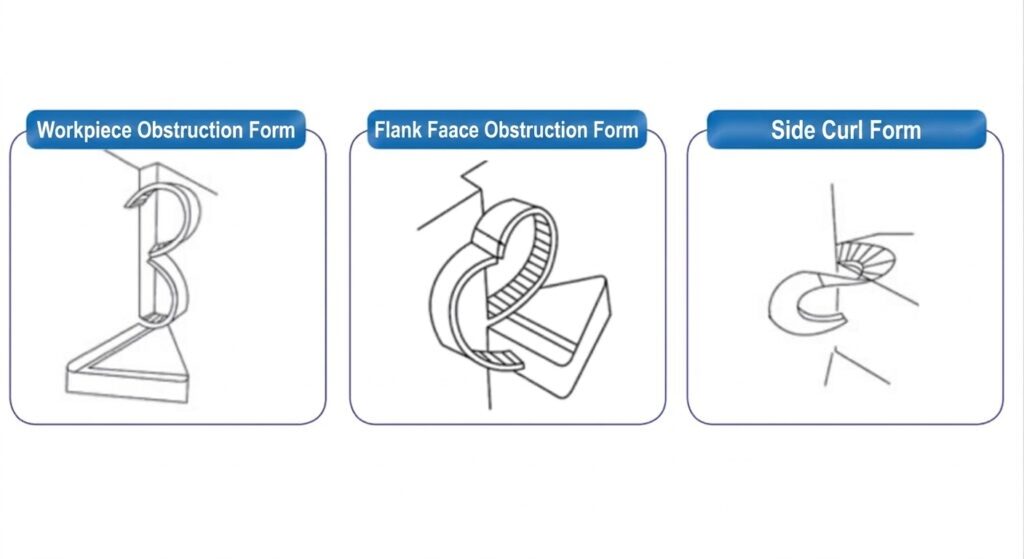
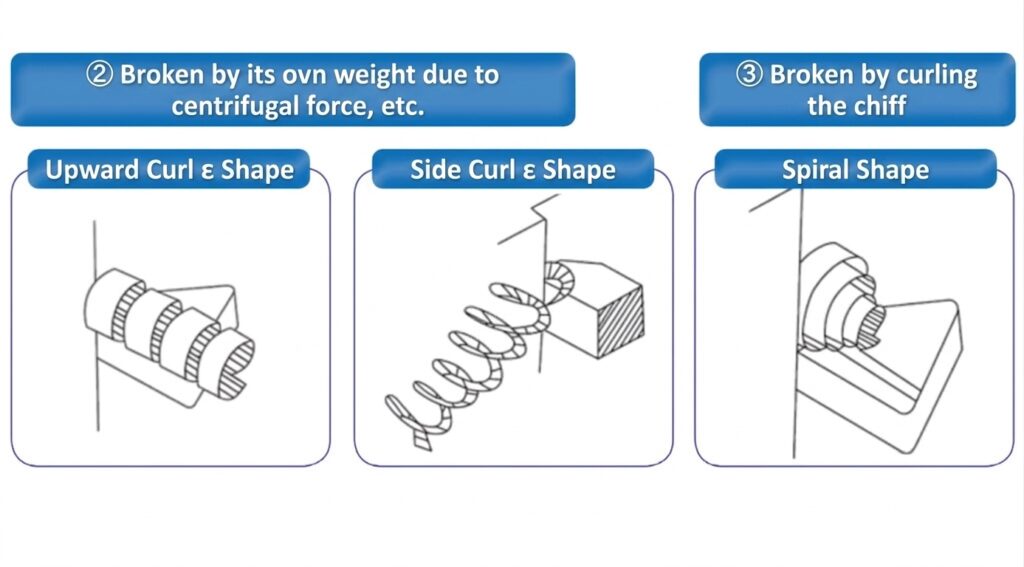
รูปแบบการหักเศษสามแบบ
- การหักกับเครื่องมือ — เศษที่ม้วนตัวชนกับผนังหน้าลายหักเศษหรือหน้าเม็ดมีดแล้วหัก
- การหักกับชิ้นงาน — เศษที่ม้วนตัวกระทบกับพื้นผิวชิ้นงานแล้วหัก
- ประเภทหักเอง — เศษหักตามธรรมชาติด้วยความเค้นในการดัดของมันเองเท่านั้น
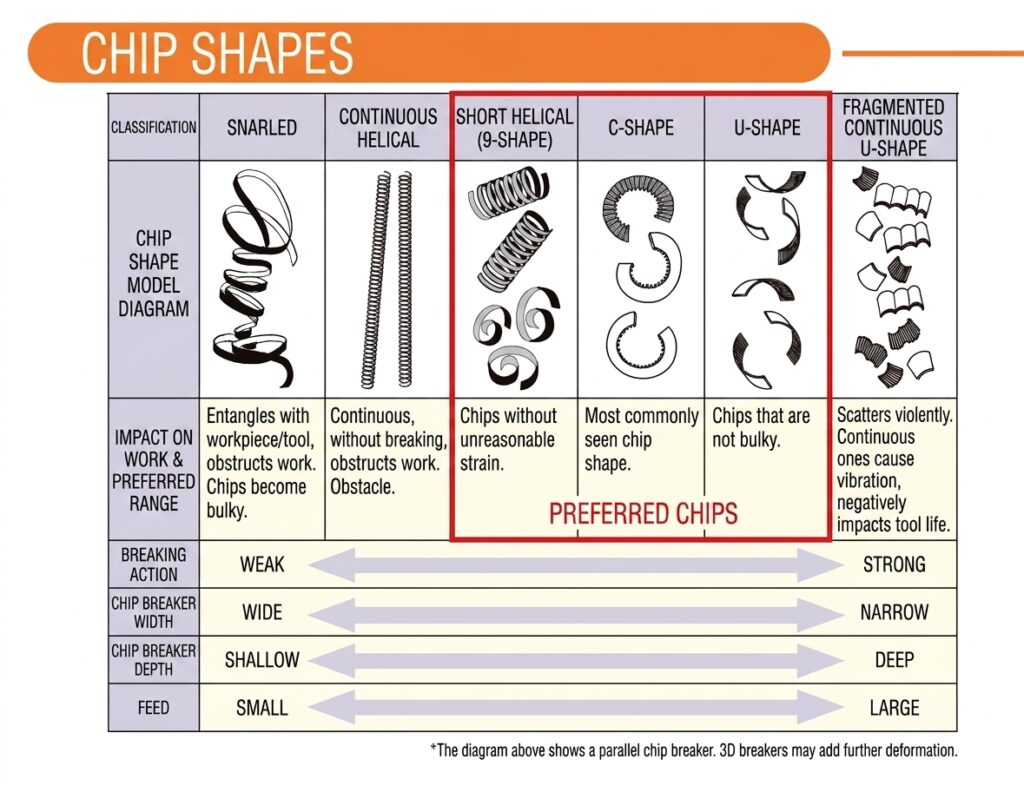
5. รูปร่างของเศษที่เหมาะสมที่สุดคืออะไร?
การรู้ว่า “เศษแบบไหนดี” จะเป็นพื้นฐานในการตัดสินใจเลือกหน้าลายหักเศษและการปรับเงื่อนไข
เศษที่เหมาะสมที่สุด
- เศษแบบขดที่มีรอบไม่กี่รอบ — ม้วนตัวปานกลางและหักตามธรรมชาติ
- เศษรูปตัว C ที่หักอย่างเหมาะสม — ไม่สั้นเกินไปและไม่ยาวเกินไป คายออกได้ง่าย
เศษที่ไม่พึงประสงค์
❌ เศษยาวต่อเนื่องมากเกินไป
เศษเหล่านี้จะพันรอบชิ้นงานหรือเครื่องมือและขูดขีดพื้นผิวที่ตัดเฉือน ในเครื่องจักรอัตโนมัติ อาจทำให้กระบวนการหยุดชะงักเนื่องจากการคายเศษไม่ดี
❌ เศษที่ละเอียดและแข็งมาก
สิ่งนี้บ่งชี้ว่าหน้าลายหักเศษจำกัดเศษแรงเกินไป มันเพิ่มภาระให้กับคมตัด นำไปสู่อายุการใช้งานเครื่องมือที่สั้นลงและความเสี่ยงในการแตกหักที่สูงขึ้น
ประเด็นสำคัญ
เศษที่เหมาะสมที่สุดคือ “ไม่สั้นเกินไป ไม่ยาวเกินไป และคายออกได้ง่าย”
เป้าหมายไม่ใช่แค่การหักเศษเท่านั้น ความสมดุลเป็นสิ่งสำคัญ
6. เกณฑ์พื้นฐานในการเลือกหน้าลายหักเศษ
มีเกณฑ์พื้นฐานหลักสามประการที่ต้องพิจารณาเมื่อเลือกหน้าลายหักเศษ
① พื้นที่การตัดเฉือน
หมายถึงหมวดหมู่ของงานเก็บละเอียด งานตัดปานกลาง และงานหยาบ เนื่องจากความคม ความแข็งแรงของคมตัด และความสามารถในการควบคุมเศษที่ต้องการนั้นแตกต่างกัน จึงควรเลือกระบบหน้าลายหักเศษที่เหมาะสมกับพื้นที่การตัดเฉือน
② วัสดุชิ้นงาน
การเกิดเศษแตกต่างกันอย่างมากตามวัสดุชิ้นงาน เช่น เหล็กกล้า เหล็กกล้าไร้สนิม เหล็กหล่อ อโลหะ และโลหะผสมทนความร้อน ผู้ผลิตแต่ละรายจะจัดเตรียมระบบหน้าลายหักเศษที่สอดคล้องกับการจัดประเภท ISO (P/M/K/N/S/H)
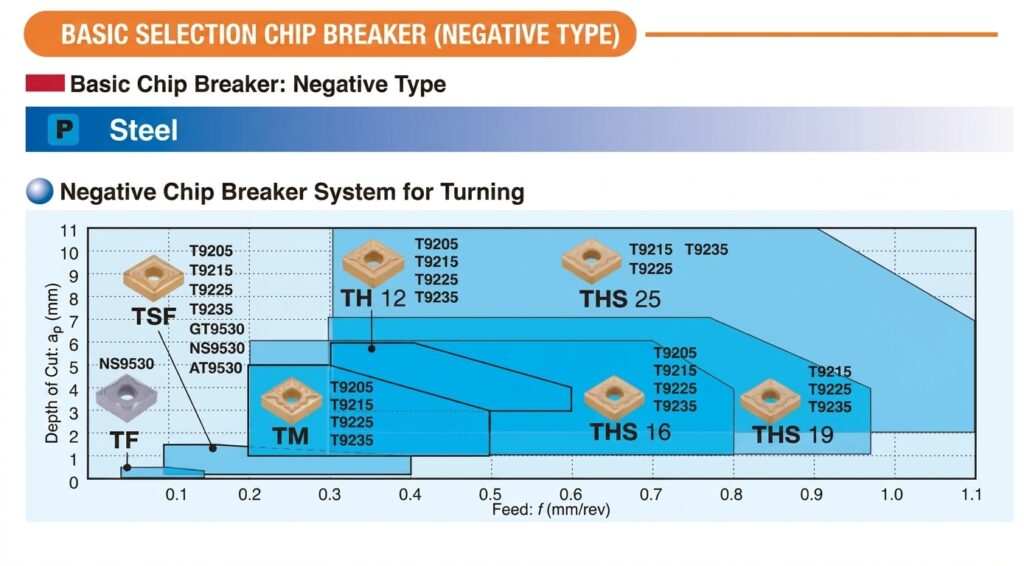
③ ช่วงระยะกินลึก (ap) และอัตราป้อน (f)
หน้าลายหักเศษแต่ละแบบมีช่วงระยะกินลึกและอัตราป้อนที่เหมาะสมของตัวเอง ใช้ แผนผังการเลือกหน้าลายหักเศษ (ap × f) ที่แสดงในแคตตาล็อกเพื่อเลือกหน้าลายหักเศษที่ตรงกับเงื่อนไขการตัดเฉือน
ประเด็นสำคัญ
วิธีอ่านแผนผังการเลือกหน้าลายหักเศษ
แกนนอนแสดงอัตราป้อน (f) แกนตั้งแสดงระยะกินลึก (ap) และช่วงที่ใช้งานได้ของหน้าลายหักเศษแต่ละแบบจะระบุเป็นพื้นที่ ตรวจสอบว่าเงื่อนไขการตัดเฉือนของคุณตกอยู่ในพื้นที่ใดและเลือกหน้าลายหักเศษที่สอดคล้องกัน
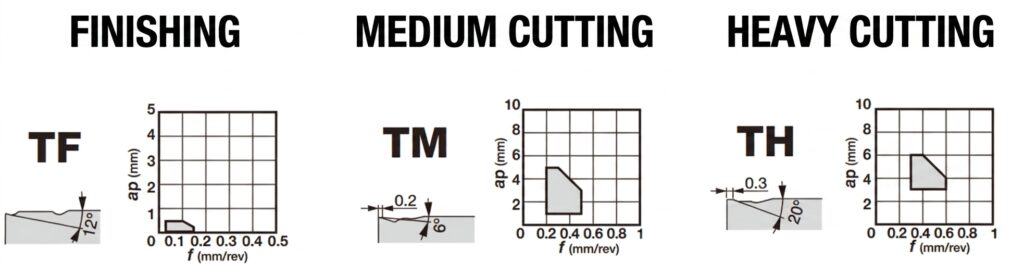
7. ความแตกต่างระหว่างหน้าลายหักเศษสำหรับงานเก็บละเอียด งานตัดปานกลาง และงานหยาบ
ประสิทธิภาพที่ต้องการของหน้าลายหักเศษแตกต่างกันอย่างมากตามพื้นที่การตัดเฉือน
| รายการ | สำหรับงานเก็บละเอียด | สำหรับงานตัดปานกลาง | สำหรับงานหยาบ |
|---|---|---|---|
| อัตราป้อนและระยะกินลึก | อัตราป้อนต่ำ ระยะกินลึกตื้น | ช่วงปานกลาง | อััตราป้้อนสููง ระยะกินลึกมาก |
| ความคม | คม (แรงต้านต่ำ) | ประเภทสมดุล | เน้นความแข็งแรง |
| ความแข็งแรงของคมตัด | ต่ำกว่า | ปานกลาง | สูง |
| คุณภาพผิวงาน | ◎ ได้เปรียบ | ○ ดี | △ เสียเปรียบ |
| การควบคุมเศษ | รองรับเศษบาง | รองรับเงื่อนไขที่หลากหลาย | หักเศษหนาได้อย่างทรงพลัง |
| ช่วงการใช้งาน | แคบ (เงื่อนไขจำกัด) | กว้าง (ตัวเลือกแรกสำหรับการผลิตจำนวนมาก) | เหมาะสำหรับการตัดงานหนักและการตัดกระแทก |
หน้าลายหักเศษสำหรับงานเก็บละเอียด
ออกแบบโดยเน้นความคมในช่วงอัตราป้อนต่ำและระยะกินลึกตื้น มีข้อดีในด้านคุณภาพพื้นผิวและรักษาแรงต้านการตัดให้ต่ำ อย่างไรก็ตาม ความแข็งแรงของคมตัดอาจไม่เพียงพอภายใต้เงื่อนไขงานหยาบหรือการตัดกระแทก
หน้าลายหักเศษสำหรับงานตัดปานกลาง
นี่คือแบบที่ใช้งานได้หลากหลายที่สุดและออกแบบมาเพื่อให้ครอบคลุมเงื่อนไขที่หลากหลายได้อย่างง่ายดาย ในโรงงานผลิตจำนวนมาก มักจะเป็นตัวเลือกแรก เมื่อมีข้อสงสัย การลองใช้หน้าลายหักเศษสำหรับงานตัดปานกลางก่อนเป็นแนวทางมาตรฐาน
หน้าลายหักเศษสำหรับงานหยาบ
การออกแบบที่แข็งแกร่งซึ่งรองรับระยะกินลึกมาก อััตราป้้อนสููง และการตัดงานหนัก พวกมันดัดเศษอย่างรุนแรงและให้ความแข็งแรงของคมตัดสูง แต่อาจเสียเปรียบในแง่ของแรงต้านต่ำและคุณภาพผิวสำเร็จ
8. หน้าลายหักเศษทำงานร่วมกับเงื่อนไขการตัด
การเลือกหน้าลายหักเศษไม่ได้เสร็จสิ้นเพียงแค่รูปทรงของหน้าลายหักเศษเท่านั้น วิธีการทำงานจะเปลี่ยนไปขึ้นอยู่กับ การผสมผสานกับเงื่อนไขการตัดเฉือน
เงื่อนไขการตัดเฉือนที่ส่งผลต่อประสิทธิภาพของหน้าลายหักเศษ
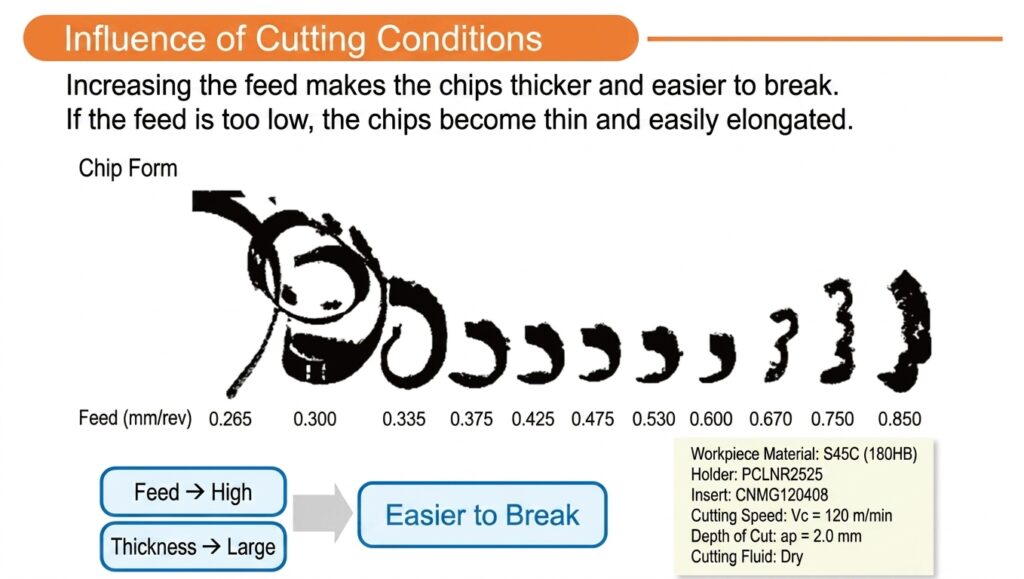
- อัตราป้อน (f) — หากอัตราป้อนต่ำเกินไป เศษจะบางและหักยาก หากสูงเกินไป การจำกัดเศษที่มากเกินไปจะเพิ่มภาระให้กับคมตัด
- ระยะกินลึก (ap) — หากตื้นเกินไป ความกว้างของเศษจะไม่เพียงพอและหน้าลายหักเศษจะมีประสิทธิภาพน้อยลง
- ความเร็วตัด (Vc) — โดยทั่วไป เมื่อความเร็วตัดเพิ่มขึ้น ช่วงที่มีประสิทธิภาพของหน้าลายหักเศษมักจะแคบลง
- ระบบหล่อเย็น — ช่วงที่มีประสิทธิภาพจะเปลี่ยนไปขึ้นอยู่กับการมีหรือไม่มีน้ำยาหล่อเย็นและวิธีการจ่าย ระบบหล่อเย็นแรงดันสูงช่วยในการคายเศษและการหักเศษ
- มุมด้ามมีด (มุมเข้างาน) — เปลี่ยนทิศทางการไหลของเศษ ความหนา และความกว้าง ซึ่งส่งผลต่อการทำงานของหน้าลายหักเศษ
ประเด็นสำคัญ
การเลือกหน้าลายหักเศษไม่ได้เสร็จสิ้นเพียงแค่ตัวหน้าลายหักเศษเอง
มันถูกกำหนดโดยการผสมผสานของอัตราป้อน ระยะกินลึก ความเร็ว และระบบหล่อเย็น โดยทั่วไป เมื่อความเร็วตัดเพิ่มขึ้น อุณหภูมิของเศษจะสูงขึ้นและเศษจะนิ่มลง ดังนั้นช่วงอัตราป้อนและระยะกินลึกที่หน้าลายหักเศษมีประสิทธิภาพจะแคบลง
9. ข้อควรพิจารณาตามวัสดุชิ้นงาน
การเกิดเศษแตกต่างกันอย่างมากตามประเภทของวัสดุชิ้นงาน และคุณลักษณะที่ต้องการของหน้าลายหักเศษก็เปลี่ยนไปเช่นกัน จุดสำคัญสำหรับวัสดุแต่ละกลุ่มสรุปได้ดังนี้ตามการจัดประเภทวัสดุชิ้นงาน ISO (P/M/K/N/S/H)
ISO P เหล็กกล้า (เหล็กกล้าคาร์บอนและเหล็กกล้าผสม)
- วัสดุตัวแทนที่ใช้หน้าลายหักเศษได้ง่าย ภายใต้เงื่อนไขที่เหมาะสม การบรรลุรูปร่างเศษที่ต้องการนั้นค่อนข้างง่าย
- โดยทั่วไป การควบคุมเศษจะดีและแรงตัดอยู่ในช่วงที่เสถียร
- เหล็กกล้าคาร์บอนต่ำ (C<0.25%) มีความเหนียวและมีแนวโน้มที่จะเกิดการยึดติด รวมถึงการพอกติดที่คมตัด (built-up edge) คมตัดที่คมและมุมคายที่เป็นบวกจะมีประสิทธิภาพ การรักษาระยะกินลึกให้เท่ากับหรือมากกว่ารัศมีปลายมีดจะช่วยปรับปรุงการควบคุมเศษ
- ในเหล็กกล้าผสมสูงและเหล็กกล้าความแข็งสูง การเกิดความร้อนจะเพิ่มขึ้นและช่วงที่มีประสิทธิภาพของหน้าลายหักเศษมักจะแคบลง
ISO M เหล็กกล้าไร้สนิม
- วัสดุตัวแทนที่มีแนวโน้มจะเกิดเศษยาวและควบคุมได้ยาก
- เหล็กกล้าไร้สนิมออสเทนนิติกมีแนวโน้มที่จะเกิดการแข็งตัวจากการทำงาน (work hardening) ทำให้เกิดเศษที่แข็งและการพอกติดที่คมตัด แนะนำให้ใช้คมตัดที่คมและรูปทรงที่เป็นบวก
- เหล็กกล้าไร้สนิมดูเพล็กซ์มีความต้านทานแรงดึงสูงและมีแรงตัดมาก เศษจะหนาและแข็ง สร้างความเสี่ยงของการกระแทกจากเศษ (chip hammering) หรือความเสียหายของคมตัดที่เกิดจากแรงกระแทกของเศษ
- การผสมผสานระหว่างระบบหน้าลายหักเศษเฉพาะสำหรับงานเก็บละเอียด งานตัดปานกลาง และงานหยาบ ร่วมกับระบบหล่อเย็นแรงดันสูงจะมีประสิทธิภาพ
- สิ่งสำคัญคือต้องตัดให้ต่ำกว่าชั้นที่แข็งตัวจากการทำงานและรักษาระยะกินลึกให้คงที่
ISO K เหล็กหล่อ
- มีลักษณะเด่นคือเศษสั้นที่หักง่าย โดยทั่วไปการควบคุมเศษจะดี
- เหล็กหล่อเทา (GCI) มีคุณสมบัติการหักเองสูงและเศษมักจะหักสั้น ความต้านทานต่อการสึกหรอจากการขัดถูมีความสำคัญมากกว่าฟังก์ชันการหักเศษของหน้าลายหักเศษ
- เหล็กหล่อเหนียว (NCI) มีแนวโน้มที่จะเกิดการพอกติดที่คมตัด และในเกรดเฟอร์ริติกที่อ่อน การสึกหรอจากการยึดติดจะเป็นปัจจัยหลัก
- CGI (compacted graphite iron) มีความต้านทานแรงดึงสูงกว่า GCI 2 ถึง 3 เท่า ส่งผลให้มีแรงตัดและการเกิดความร้อนสูงกว่า
- ADI (austempered ductile iron) ทำให้อายุการใช้งานเครื่องมือลดลง 40 ถึง 50% เมื่อเทียบกับ NCI ต้องให้ความสำคัญกับแรงตัดแบบไดนามิกที่สูง
- มักใช้เม็ดมีดมุมลบ (negative) ที่เน้นความแข็งแรงของคมตัด
ISO N อโลหะ (อลูมิเนียม, โลหะผสมทองแดง ฯลฯ)
- อลูมิเนียมผสมมีแรงตัดต่ำและมีแนวโน้มที่จะเกิดเศษยาว หากเป็นโลหะผสม การควบคุมเศษจะค่อนข้างง่าย
- อลูมิเนียมบริสุทธิ์มีการยึดติดสูง ทำให้คมตัดที่คมและความเร็วตัดสูงเป็นสิ่งจำเป็น
- อลูมิเนียมที่มีปริมาณ Si 13% หรือสูงกว่าจะมีความสามารถในการขัดถูสูง และเครื่องมือ PCD จะมีประสิทธิภาพ
- โลหะผสมทองแดง เช่น ทองเหลืองและบรอนซ์ จะสร้างเศษที่ค่อนข้างสั้น โลหะผสมทองแดงแบบตัดง่าย (free-cutting) มีการพึ่งพาหน้าลายหักเศษต่ำ
- โดยทั่วไป คมตัดที่คมและรูปทรงที่เป็นบวกเป็นข้อกำหนดพื้นฐาน หน้าลายหักเศษที่มีผลการหักเศษต่ำก็เป็นทางเลือกหนึ่งเมื่อให้ความสำคัญกับความคม
ISO S โลหะผสมทนความร้อนสูงและไทเทเนียม (HRSA)
โลหะผสมนิกเกิล เช่น Inconel
- ความแข็งแรงที่อุณหภูมิสูงนั้นสูง และเกิดเศษแบบแยกส่วนที่หักยาก
- แรงตัดแบบไดนามิกที่สูงสร้างภาระหนักให้กับคมตัด ระวังการสึกหรอแบบรอยบาก (notch wear) และการพอกติดที่คมตัด
- แนะนำให้ใช้เม็ดมีดทรงกลมที่มีมุมเข้างานขนาดใหญ่และรูปทรงที่เป็นบวก
โลหะผสมไทเทเนียม
- การนำความร้อนต่ำ ดังนั้นความร้อนจากการตัดจะกระจุกตัวอยู่ที่คมตัด
- เศษตัดที่บางจะสัมผัสกับพื้นที่แคบบนหน้าคายเศษ ทำให้เกิดภาระสะสมใกล้กับคมตัด
- หากความเร็วตัดสูงเกินไป ปฏิกิริยาทางเคมีกับวัสดุเครื่องมืออาจทำให้เกิดความเสี่ยงที่จะเกิดการแตกหักอย่างกะทันหัน
- จำเป็นต้องใช้คมตัดที่มีความคมและแข็งแรง
โลหะผสมที่มีโคบอลต์เป็นส่วนประกอบหลัก
- เป็นหนึ่งในวัสดุที่ตัดแต่งขึ้นรูปได้ยากที่สุด โดยมีความต้านทานการกัดกร่อนที่อุณหภูมิสูงได้ดีเยี่ยม แรงต้านทานการตัดจำเพาะสูงมากที่ 2700 ถึง 3100 N/มม.²
จุดร่วมที่สำคัญ
- การใช้สารหล่อเย็นแรงดันสูงร่วมกับร่องหักเศษที่ออกแบบมาโดยเฉพาะเป็นสิ่งจำเป็น
- การควบคุมเศษในช่วงความเร็วต่ำและอัตราป้อนต่ำถือเป็นความท้าทาย
- ความสามารถในการตัดแต่งขึ้นรูปมีความแตกต่างกันอย่างมากระหว่างวัสดุที่ผ่านการอบอ่อนและวัสดุที่ผ่านการชุบแข็งแบบตกตะกอน ดังนั้นควรยืนยันสภาวะการชุบแข็งด้วยความร้อนก่อนเลือกใช้ร่องหักเศษ
ISO H เหล็กชุบแข็ง (50 ถึง 68 HRc)
- ส่วนใหญ่ใช้ในการทำงานเก็บละเอียด แรงต้านทานการตัดจำเพาะสูงที่ 2550 ถึง 4870 N/มม.² แต่การควบคุมเศษค่อนข้างดี
- เครื่องมือ CBN เป็นเครื่องมือหลัก และร่องหักเศษแบบ 3D สามารถช่วยปรับปรุงการควบคุมเศษ ให้มุมคาย และลดการสั่นสะเทือนได้
- การเสียรูปถาวรที่เกิดจากอุณหภูมิการตัดที่สูงและความต้านทานต่อการสึกหรอจากการขัดสีเป็นประเด็นที่สำคัญ
10. ประเด็นที่ควรตรวจสอบเมื่อผลลัพธ์ไม่เป็นไปตามที่ต้องการ
ตารางด้านล่างสรุปอาการทั่วไป สาเหตุหลัก และมาตรการแก้ไขเมื่อเกิดปัญหาเกี่ยวกับเศษตัด
| อาการ | สาเหตุหลัก | มาตรการแก้ไข |
|---|---|---|
| เกิดเศษตัดยาว | อัตราป้อนไม่เพียงพอ / ระยะกินลึกไม่เพียงพอ / รัศมีปลายมีดใหญ่เกินไป / มุมเข้างาน (Approach angle) ไม่เหมาะสม | เพิ่มอัตราป้อน / เพิ่มระยะกินลึก / ลดรัศมีปลายมีด / ตรวจสอบมุมเข้างานใหม่ |
| เศษตัดสั้นและแข็งเกินไป ทำให้คมตัดรับภาระสูง | อัตราป้อนสูงเกินไป / รัศมีปลายมีดเล็กเกินไป / การบังคับเศษของร่องหักเศษรุนแรงเกินไป ซึ่งหมายถึงการเลือกร่องหักเศษไม่ถูกต้อง | ลดอัตราป้อน / เปลี่ยนไปใช้ร่องหักเศษสำหรับงานที่ใช้อัตราป้อนสูง / พิจารณาใช้ร่องหักเศษที่มีผลในการหักเศษน้อยลง |
| คุณภาพผิวงานที่ผ่านการตัดแต่งไม่ดี | เศษตัดกระแทกและขูดขีดผิวชิ้นงาน / ความหนาของเศษเพิ่มขึ้นเนื่องจากการบังคับของร่องหักเศษ / การเกิดพอกติดที่คมตัด (Built-up edge) | ตรวจสอบร่องหักเศษและเงื่อนไขการตัดใหม่ / เปลี่ยนไปใช้ร่องหักเศษที่มีการบังคับเศษน้อยลง / เพิ่มความเร็วตัดเพื่อยับยั้งการเกิดพอกติดที่คมตัด |
💡 ความเข้าใจผิดที่พบบ่อย
| ความเข้าใจผิด | ความเป็นจริง |
|---|---|
| การเปลี่ยนร่องหักเศษสามารถแก้ปัญหาได้ทุกอย่าง | จะไม่ได้ผลเลยหากอัตราป้อน ระยะกินลึก ความเร็ว สารหล่อเย็น และมุมของด้ามมีดไม่เหมาะสมด้วย |
| ยิ่งเศษหักละเอียดมากเท่าไหร่ยิ่งดี | หากเศษละเอียดเกินไป ภาระของคมตัดจะเพิ่มขึ้น ส่งผลให้อายุการใช้งานเครื่องมือสั้นลงและเกิดการแตกหัก |
| ตรวจสอบเฉพาะคุณภาพผิวงานก็เพียงพอแล้ว | เศษตัดอาจกระแทกผิวชิ้นงานและทำให้เกิดรอยขีดข่วนได้ จำเป็นต้องตรวจสอบรูปร่างของเศษด้วย |
สรุป — ประเด็นสำคัญในการเลือกร่องหักเศษ
ร่องหักเศษไม่ใช่แค่ “ร่องที่ทำให้เศษหัก” เท่านั้น แต่หมายถึง ข้อกำหนดทั้งหมดของคมตัด ซึ่งรวมถึงมุมคาย หน้าหลบ และการปรับปรุงคมตัด (Honing) เป็นองค์ประกอบสำคัญสำหรับความเสถียรของกระบวนการ ซึ่งส่งผลต่อการควบคุมเศษ แรงต้านทานการตัด และความแข็งแรงของคมตัดไปพร้อมกัน
- การเลือกรูปทรงและการปรับเงื่อนไขให้เหมาะสมต้องทำควบคู่กัน — การเปลี่ยนเฉพาะร่องหักเศษจะไม่ให้ผลลัพธ์ตามที่ต้องการหากเงื่อนไขการตัดไม่เหมาะสม
- ใช้แผนผังการเลือกร่องหักเศษ — ตรวจสอบร่องหักเศษที่เหมาะสมกับเงื่อนไขการตัดแต่งขึ้นรูปโดยใช้แผนผังในแคตตาล็อกตามการจำแนกประเภท P/M/K/N/S/H
- พิจารณาคุณลักษณะของวัสดุชิ้นงาน — เนื่องจากลักษณะการเกิดเศษมีความแตกต่างกันตามวัสดุ ควรเลือกระบบร่องหักเศษที่เหมาะสมกับวัสดุชิ้นงานนั้นๆ
- “ไม่มี” หรือ “แบบอ่อน” ก็อาจเป็นตัวเลือกที่ถูกต้องได้ — ขึ้นอยู่กับวัตถุประสงค์ของการตัดแต่งขึ้นรูป หน้าเรียบ (Flat top) หรือร่องหักเศษที่มีการบังคับเศษน้อยก็อาจเป็นตัวเลือกที่มีประสิทธิภาพ
- ตรวจสอบรูปร่างของเศษ — รูปร่างที่เหมาะสมที่สุดคือ “ไม่สั้นเกินไป ไม่ยาวเกินไป และคายเศษได้ง่าย” สังเกตเศษหลังการตัดแต่งขึ้นรูปและใช้เป็นแนวทางในการปรับปรุง
บทสรุป
การเลือกใช้ร่องหักเศษที่เหมาะสมที่สุดตามคุณลักษณะของวัสดุชิ้นงานและเงื่อนไขการตัดแต่งขึ้นรูป คือกุญแจสำคัญในการผลิตสินค้าคุณภาพสูง
ด้วยการทำความเข้าใจเรื่องร่องหักเศษอย่างถูกต้องและปรับสมดุลระหว่าง “การควบคุมเศษ” “แรงต้านทานการตัด” และ “ความแข็งแรงของคมตัด” ให้เหมาะสม จะช่วยให้บรรลุทั้งคุณภาพการตัดแต่งขึ้นรูปและผลิตภาพในการทำงาน