![]()
ดอกสว่านแบบเปลี่ยนหัวได้ เล็กที่สุดในโลก

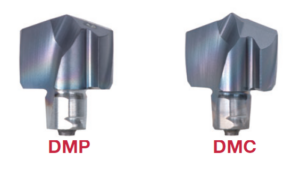
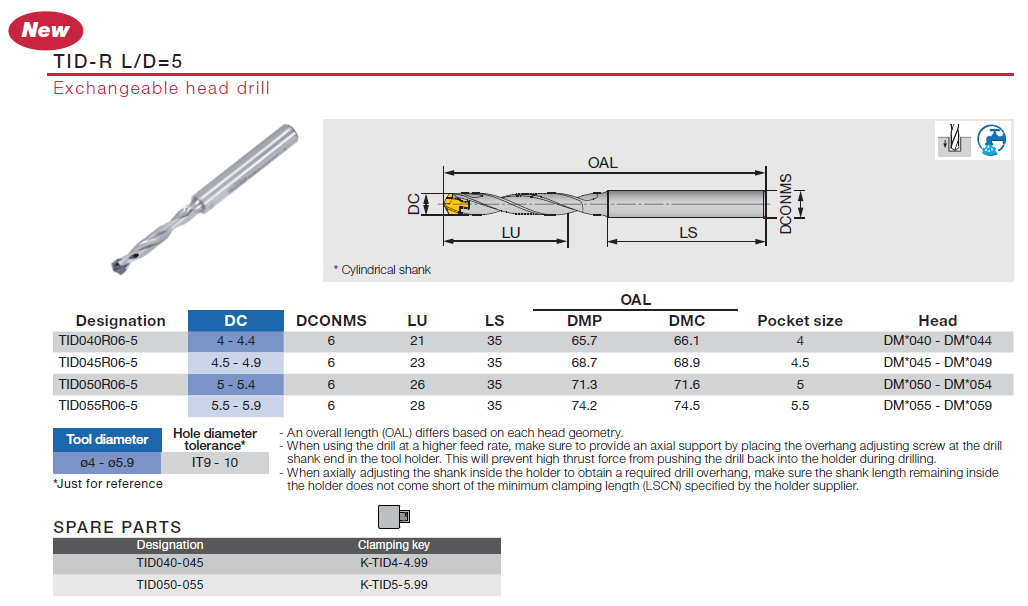
ADDMeisterDrill: ช่วยยกระดับงานเจาะรูเล็กได้อย่างยอดเยี่ยม ด้วยการเพิ่มดอกสว่านขนาดเล็กที่สุดในซีรีย์ Drill Meister โดยการเพิ่มเติมของซีรีย์ดอกสว่านดอกขนาดเล็กนี้ ได้รวมถึงดอกสว่านประเภท DMC ที่เน้นเพิ่มความแม่นยำสูงในกรเจาะที่ขนาดเส้นผ่านศูนย์กลางดอกสว่านตั้งแต่ 4.0 มม. ถึง 4.4 มม.
ซึ่งด้วยรูปทรงของดอกสว่าน DMC ที่ออกแบบมาพร้อมหัวเจาะนำ (Chisel point) จึงช่วยให้เจาะวัสดุได้อย่างรวดเร็วและมีความแม่นยำสูง จึงเพิ่มการเจาะที่มั่นคงได้อย่างไร้ที่ติ โดยดอกสว่านอีกประเภทคือ ดอกสว่านอเนกประสงค์ DMP ที่มีอยู่เดิม โดย เพิ่มช่วงขนาดเส้นผ่านศูนย์กลาง ตั้งแต่ 4.0 มม. ถึง 5.9 มม. ผู้ใช้งานสามารถเปลี่ยนเส้นผ่านศูนย์กลางหัวสว่านได้ ในช่วง 0.5 มม. และยังสามารถติดตั้งดอกสว่าน DMP และ DMC ได้บนด้ามเดียวกันได้ จึงช่วยลดต้นทุนการลงทุนซื้อด้ามได้อย่างดีเยี่ยม

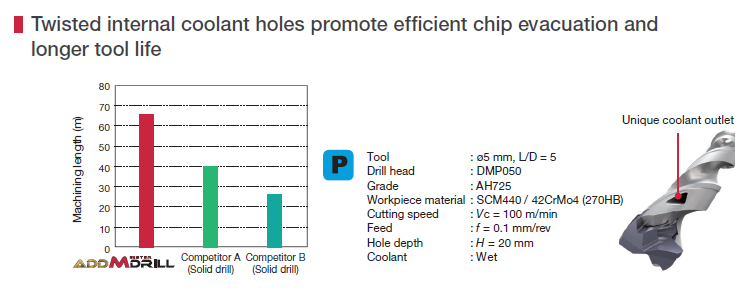
แน่นอนว่า งานเจาะรูขนาดเล็กนั้น ต้องคำนึงถึงความรวดเร็วในการเปลี่ยนดอกสว่านให้เร็วที่สุดเพื่อเป็นการลดเวลาเปลี่ยนเครื่องมือ และ เพิ่มผลผลิตงานเจาะเป็นสิ่งที่สำคัญที่สุดในงานเจาะรูเล็กในปัจจุบัน AddMeisterDrill ช่วยให้สามารถเปลี่ยนดอกสว่านขนาดเล็กได้อย่างรวดเร็วและปลอดภัยด้วยหัวคีย์แบบเฉพาะ นอกจากนี้ รูจ่ายน้ำหล่อเย็นที่เป็นเอกลักษณ์เฉพาะบนตัวด้ามสว่านยังช่วยเพิ่มความสามารถในการจ่ายน้ำหล่อเย็นไปยังจุดเจาะได้โดยเฉพาะ และเพื่อยกระดับการคายเศษที่ดีขึ้นและเพิ่มความเสถียรของงานเจาะ

Key Points
♦ AddMeisterDrill คือซีรีย์ดอกสว่านแบบเปลี่ยนหัวได้ที่เพิ่มความสามารถในการเจาะรูเล็กที่เส้นผ่านศูนย์กลาง 4 – 5.9 mm โดยสามารถเปลี่ยนเส้นผ่านศูนย์กลางหัวสว่านได้ ในช่วง 0.5 มม. ด้วยการลงทุนเพียงหนึ่งด้ามสว่าน
♦ ปัจจุบันรองรับดอกสว่านแบบ DMP และ DMC ด้วยด้ามสว่าน L/D 3 และ 5
♦ ออกแบบหัวคีย์ในการเปลี่ยนเม็ดมีดเป็นแบบเฉพาะ ช่วยลดเวลาในการตั้งค่าเครื่องมือได้อย่างดีเยี่ยม
♦ ด้ามสว่านมาพร้อมระบบการจ่ายน้ำหล่อเย็นที่มีประสิทธิภาพสูง จึงช่วยยกระดับการคายเศษที่ดีเยี่ยมและเพิ่มอายุการใช้งานเครื่องมือที่มั่นคง

โปรโมชั่นพิเศษ

ซื้อดอกสว่าน 4 ดอก ลดด้ามสว่าน 50% ในช่วง L/D (3XD)
ซื้อดอกสว่าน 6 ดอก ลดด้ามสว่าน 50% ในช่วง L/D (5XD)
หมดเขตุ: 31 มิถุนายน 2565
เพิ่มช่วงการเจาะงานที่ซีรีย์ DrillMeister


Quick and precise head changing with advanced self-clamping system
– Drilling head pocket designed to withstand high machining cutting conditions
– Allows easy and fast head indexing, minimizing machine downtime
ดอกสว่านเปลี่ยนหัวได้ด้วยคีย์ ทำให้รวดเร็วและง่ายขึ้น


ระบบรูจ่ายน้ำหล่อเย็น
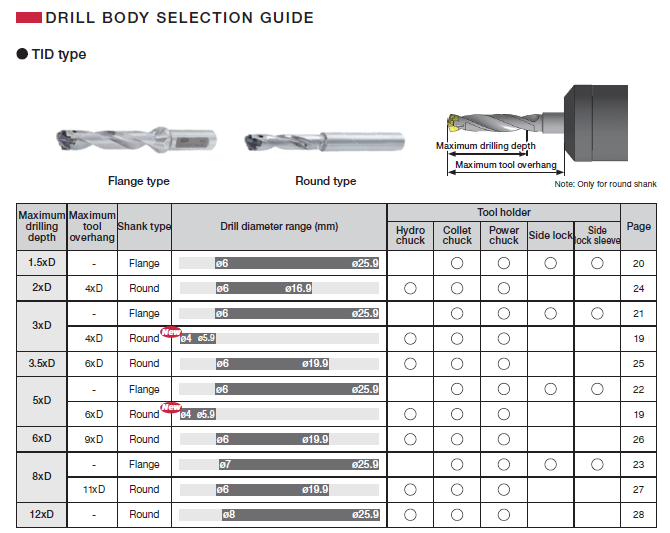
แนวทางการเลือกด้ามสว่าน
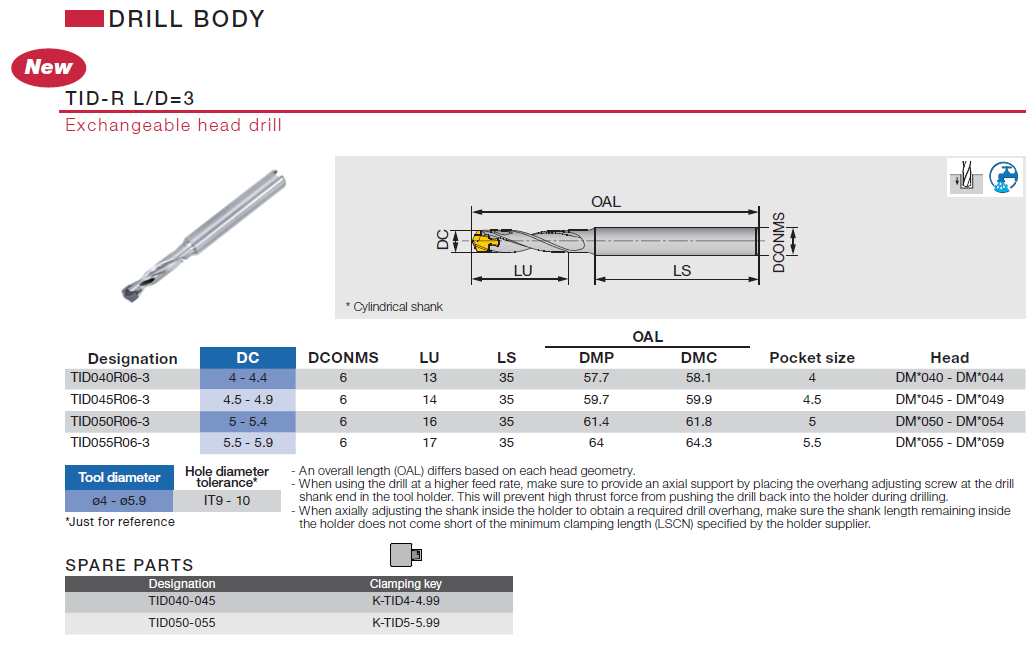
รายละเอียดด้ามสว่าน
เพิ่มอายุการใช้งาน เมื่อเทียบกับดอกสว่านโซลิดคาร์ไบด์
Margin of DrillMeister head

– Cutting head is always new and reliable
– Optimized coating thickness provides long tool life
– Constant coating quality provides superior tool life predictability
Tool life fluctuations of DrillMeister

Margin of solid carbide drill (after reconditioning)

– Excess coating thickness due to multiple re-coating processes
– Fragile coating layer due to excess re-coating
– Result: unpredictable tool life
Tool life fluctuations of solid carbide drills

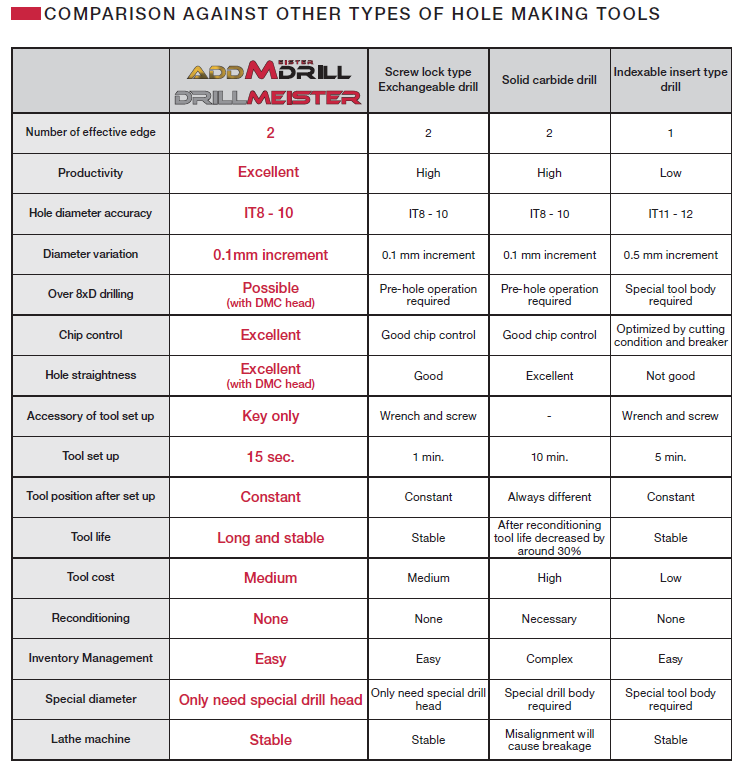
ตารางเปรียบเทียบดอกสว่าน ADDMeisterDrill กับดอกสว่านประเภทอื่น
ตัวอย่างในการใช้งาน
ตัวอย่างที่ 1
| ชิ้นงาน: | Cylinder block |
| วัสดุ: | FC250 / GG25 / 250 |
| ด้ามสว่าน: | TID115F16-8 |
| ดอกสว่าน: | DMC115 AH9130 |
| เงื่อนไขการตัดเฉือน: | Vc = 100 (ม./นาที) f = 0.2 (มม./รอบ) Vf = 554 (มม./นาที) DC = 11.5 (มม.) H = 80 (มม.) น้ำหล่อเย็น: ใช้ (Internal coolant) เครื่องจักร: Horizontal M/C |

ตัวอย่างที่ 2
| ชิ้นงาน: | Flange part |
| วัสดุ: | S45C / C45 |
| ด้ามสว่าน: | TID050R06-5 |
| ดอกสว่าน: | DMP050 AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 100 (ม./นาที) f = 0.1 (มม./รอบ) Vf = 636.9 (มม./นาที) DC = 5 (มม.) H = 20 (มม.) น้ำหล่อเย็น: ใช้ (Internal and external coolant) เครื่องจักร: Vertical M/C |

ตัวอย่างที่ 3
| ชิ้นงาน: | Out put shaft |
| วัสดุ: | SCM415 |
| ด้ามสว่าน: | TID140F16-8 |
| ดอกสว่าน: | DMC140 AH9130 |
| เงื่อนไขการตัดเฉือน: | Vc = 120 (ม./นาที) f = 0.3 (มม./รอบ) Vf = 600 (มม./นาที) DC = 14 (มม.) H = 80 (มม.) น้ำหล่อเย็น: ใช้ (Internal coolant) เครื่องจักร: Horizontal M/C |

เงื่อนไขการตัดเฉือน
| ISO |
วัสดุชิ้นงาน |
ความเร็วตัด |
Feed: f (มม./รอบ) |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| เส้นผ่านศูนย์กลางเครื่องมือ: DC (มม.) | ||||||||||||
| Vc (ม./นาที) | ø4 – 4.4 | ø4.5 – 4.9 | ø5 – 5.9 | ø6 – 7.9 | ø8 – 9.9 | ø10 – ø11.9 | ø12 – ø13.9 | ø14 – ø15.9 | ø16 – ø19.9 | ø20 – ø25.9 | ||
 |
Low carbon steels (C < 0.3) SS400, SM490, S25C, etc. C15E4, E275A, E355D, etc. |
80 – 140 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.20 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 |
| High carbon steels (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
70 – 120 | 0.04 – 0.07 | 0.04 – 0.08 | 0.07 – 0.13 | 0.09 – 0.13 | 0.12 – 0.25 | 0.15 – 0.28 | 0.18 – 0.3 | 0.2 – 0.35 | 0.25 – 0.45 | 0.25 – 0.45 | |
| Low alloy steels SCM415, etc. 18CrMo4, etc. |
70 – 120 | 0.04 – 0.06 | 0.05 – 0.08 | 0.07 – 0.13 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
| Alloy steels SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
40 – 90 | 0.04 -0.07 | 0.05 – 0.08 | 0.07 – 0.13 | 0.08 – 0.13 | 0.11 – 0.25 | 0.14 – 0.28 | 0.16 – 0.32 | 0.18 – 0.35 | 0.23 – 0.4 | 0.25 – 0.45 | |
 |
Stainless steels SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
30 – 70 | – | – | 0.04 – 0.08 | 0.08 – 0.1 | 0.1 – 0.15 | 0.12 – 0.18 | 0.14 – 0.2 | 0.16 – 0.24 | 0.16 – 0.26 | 0.18 – 0.3 |
 |
Grey cast irons FC250, etc. GG25, etc. |
80 – 180 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 |
| Ductile cast irons FCD700, etc. GGG70, etc. |
80 – 140 | 0.04 – 0.08 | 0.04 – 0.08 | 0.1 – 0.15 | 0.12 – 0.18 | 0.15 – 0.3 | 0.20 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.55 | 0.35 – 0.6 | |
 |
Aluminium alloys ADC12, etc. AlSi11Cu3, etc. |
80 – 220 | – | – | – | 0.1 – 0.2 | 0.2 – 0.35 | 0.25 – 0.4 | 0.3 – 0.45 | 0.35 – 0.5 | 0.4 – 0.6 | 0.5 – 0.75 |
 |
Titanium alloys Ti-6Al-4V, etc. |
20 – 50 | – | – | – | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.28 | 0.12 – 0.2 | 0.14 – 0.22 | 0.18 – 0.27 |
| Nickel-based alloys | 20 – 50 | – | – | – | 0.05 – 0.07 | 0.06 – 0.11 | 0.08 – 0.13 | 0.1 – 0.15 | 0.12 – 0.18 | 0.12 – 0.22 | 0.14 – 0.22 | |
 |
Hardened steel | 20 – 50 | – | – | – | 0.05 – 0.07 | 0.06 – 0.12 | 0.08 – 0.15 | 0.1 – 0.18 | 0.12 – 0.2 | 0.14 – 0.22 | 0.16 – 0.25 |
ปัจจุบันขอแนะนำเกรด PVD AH9130 ซึ่งเหมาะสำหรับงานเจาะ ที่เน้นความทนทานต่อการสึกหรอสูง ช่วยให้เครื่องมือมีอายุการใช้งานยาวนานมากในการใช้งานเหล็กกล้าคาร์บอนและโลหะผสม ซึ่งแน่นอนคุณสามารถซื้อออนไลน์ได้แล้ววันนี้ https://webshop.tungaloy.co.th/