

เม็ดมีดมุม 25° สำหรับการกลึงขึ้นรูป
ซีรีส์ Y-Pro ขยายขอบเขตการตัดเฉือนของการตัดเทเปอร์ การตัดด้านล่าง และการเซาะร่อง “V”

การใช้งาน & คุณสมบัติ
การใช้งาน


คุณสมบัติ
1. เม็ดมีดทำมุม 25° เพื่อเพิ่มความสามารถในการตัดเฉือน



2. เหมาะสำหรับงานตัดเฉือนที่หลากหลาย

ขึ้นรูปทรงกลม

ขึ้นรูปด้านหน้า
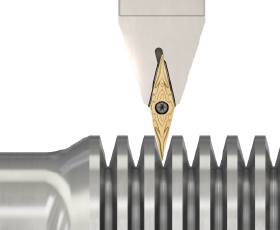
เซาะร่องV

ตัดเฉือนภายนอก
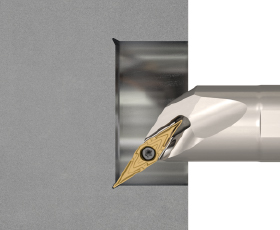
การขึ้นรูปและการตัดภายใน
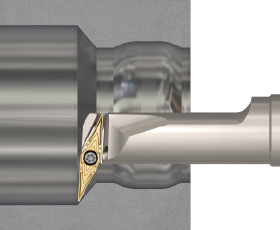
ขึ้นรูปภายใน
เม็ดมีด & เกรด
เม็ดมีด
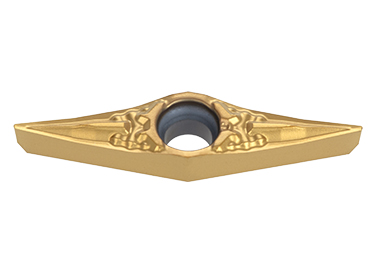
YCGT
- Positive relief angle, G class, 25 deg corner angle insert
YWMT
- Positive relief angle, M class, 25 deg corner angle insert

YNMG
- Negative relief angle, M class, 25 deg corner angle insert
เกรดหลัก
SH7025
![]()
![]()
- The latest grade with sharp cutting edge designed for small part machining.
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
T9215
![]()
![]()
![]()
- Well-balanced between wear and chipping resistance
- First choice for steel
- High versatility for a wide range of applications
T9225
![]()
![]()
- First choice for roughing to medium cutting
- High fracture resistance
T9235
![]()
- High fracture resistance in heavy interrupted cutting
T6215
![]()
![]()
- High wear resistance at medium to high speed machining
- First choice CVD grade for stainless steel cutting
AH6225
![]()
![]()
- First choice PVD grade for stainless steel machining
- A versatile PVD grade for excellent performance in a wide range of stainless steel applications
AH8015
![]()
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
- ตัวเลือกแรกสำหรับการตัดเฉือนโลหะผสมทนความร้อนภายใต้เงื่อนไขการตัดเฉือนทั่วไป
NS9530
![]()
![]()
- High fracture resistance
- Suitable for fi nishing to medium cutting of steel
GT9530
![]()
![]()
- High wear resistance
- Excellent surface quality in finishing
ด้ามจับ


ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
| ชิ้นงาน | Fitting |
| วัสดุ: | SUS304 / X5CrNi18-10 |
| ด้ามจับ: | JSYJ2CR1212X10 |
| เม็ดมีด: | YCGT100202MF-JS |
| เกรด: | SH7025 |
| เงื่อนไขการตัดเฉือน: | Vc = 85 m/min f = 0.03 mm/rev ap = 0.075 mm การใช้งาน: เครื่องมือกลึงปอก ระบบจ่ายน้ำหล่อเย็น: ใช้ |

Traditionally, machining the thread-end taper requires a dedicated inser t shape. YCGT performs this operation while delivering 1.75 times longer tool life.
ตัวอย่างที่ #2
| ชิ้นงาน: | Shaft |
| วัสดุ: | S45C / C45 |
| ด้ามจับ: | QC12-JSYJ2CR10-CHP |
| เม็ดมีด: | YCGT100202MF-JS |
| เกรด: | SH7025 |
| เงื่อนไขการตัดเฉือน: | Vc = 70 m/min f = 0.02 mm/rev ap = 0.3 mm การใช้งาน: เครื่องมือกลึงปอก ระบบจ่ายน้ำหล่อเย็น: ใช้ |

Conventionally, two different tools were required for external turning and profiling.
YCGT integrates both functions into a single tool.
ตัวอย่างที่ #3
| ชิ้นงาน: | Pulley |
| วัสดุ: | SCM415 |
| ด้ามจับ: | AVVNN2525M16-A |
| เม็ดมีด: | YNMG160404-ZM |
| เกรด: | GT9530 |
| เงื่อนไขการตัดเฉือน: | Vc = 250 m/min f = 0.5 mm/rev ap = 0.1 – 0.2 mm การใช้งาน: เครื่องมือกลึงปอก ระบบจ่ายน้ำหล่อเย็น: ใช้ |

Chip control was drastically inproved against conventional grooving tool. 1.25 times longer tool life achieved.
ตัวอย่างที่ #4
| ชิ้นงาน: | Automotive part |
| วัสดุ: | SACM645 |
| ด้ามจับ: | A16Q-SYUBR11-D200 |
| เม็ดมีด: | YWMT11T204-ZF |
| เกรด: | T9215 |
| เงื่อนไขการตัดเฉือน: | Vc = 100 m/min f = 0.5 mm/rev ap = 0.2 mm การใช้งาน: เครื่องมือคว้านใน ระบบจ่ายน้ำหล่อเย็น: ใช้ |

Chip control and surface finish are improved drastically when internal turning.
เงื่อนไขการตัดเฉือนมาตรฐาน
For positive insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 – 0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.05 – 0.25 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.5 – 2 | 0.05 – 0.3 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.5 – 2 | 0.05 – 0.3 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 -0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing to medium |
ZF | T6215 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.05 – 0.25 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| ZM | T6215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 0.5 – 2 | 0.05 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing to medium |
ZF | T9215 | 0.2 – 1.5 | 0.05 -0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| ZM | T9215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | ||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing to medium |
ZF | AH8015 | 0.2 – 1.5 | 0.05 -0.25 | 20 – 80 | 20 – 80 | 20 – 80 | |
| ZM | AH8015 | 0.5 – 2 | 0.05 -0.3 | 20 – 80 | 20 – 80 | 20 – 80 | ||
For negative insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.03 – 0.2 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.7 – 2 | 0.15 – 0.4 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.7 – 2 | 0.15 – 0.4 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Finishing | ZF | T6215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.03 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Finishing to medium |
ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing | ZF | T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Finishing to medium |
ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing | ZF | AH8015 | 0.2 – 1.5 | 0.03 – 0.2 | 20 – 80 | 20 – 80 | 20 – 80 | |
| Finishing to medium | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 80 | 20 – 80 | 20 – 80 | |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ