

เม็ดมีด 6 มุมเพื่อความอเนกประสงค์ ความประหยัด และเพิ่มผลผลิต
ทูลเดียวสามารถทำงานได้ตั้งแต่งานกลึงจากด้านหน้า งานกลึงจากด้านหลัง งานกลึงขึ้นรูป และงานกลึงด้านหน้า

การใช้งาน & คุณสมบัติ
การใช้งาน

คุณสมบัติ
1. สามารถทำงานได้หลายประเภทด้วย มุม 2 แบบ และองศาคมตัด
เม็ดมีดสองด้าน 6 มุมพร้อมองศามุม 80° หรือ 35°
- การกลึงจากด้านหลัง (ดึง): คมตัดออกแบบเพื่อรับรองอัตราป้อนสูง ทำให้เพิ่มผลผลิตได้มากขึ้นถึง 200% เปรียบเทียบกับเครื่องมือ ISO แบบเดิม ไม่จำเป็นต้องใช้โปรแกรมเพิ่มเติมในการใช้งาน
- การกลึงจากด้านหน้า (ผลัก): มีกระบวนการตัดเฉือนแบบเดียวกันโดยใช้มุมคมตัดเดียวกันกับเครื่องมือมาตรฐาน ISO

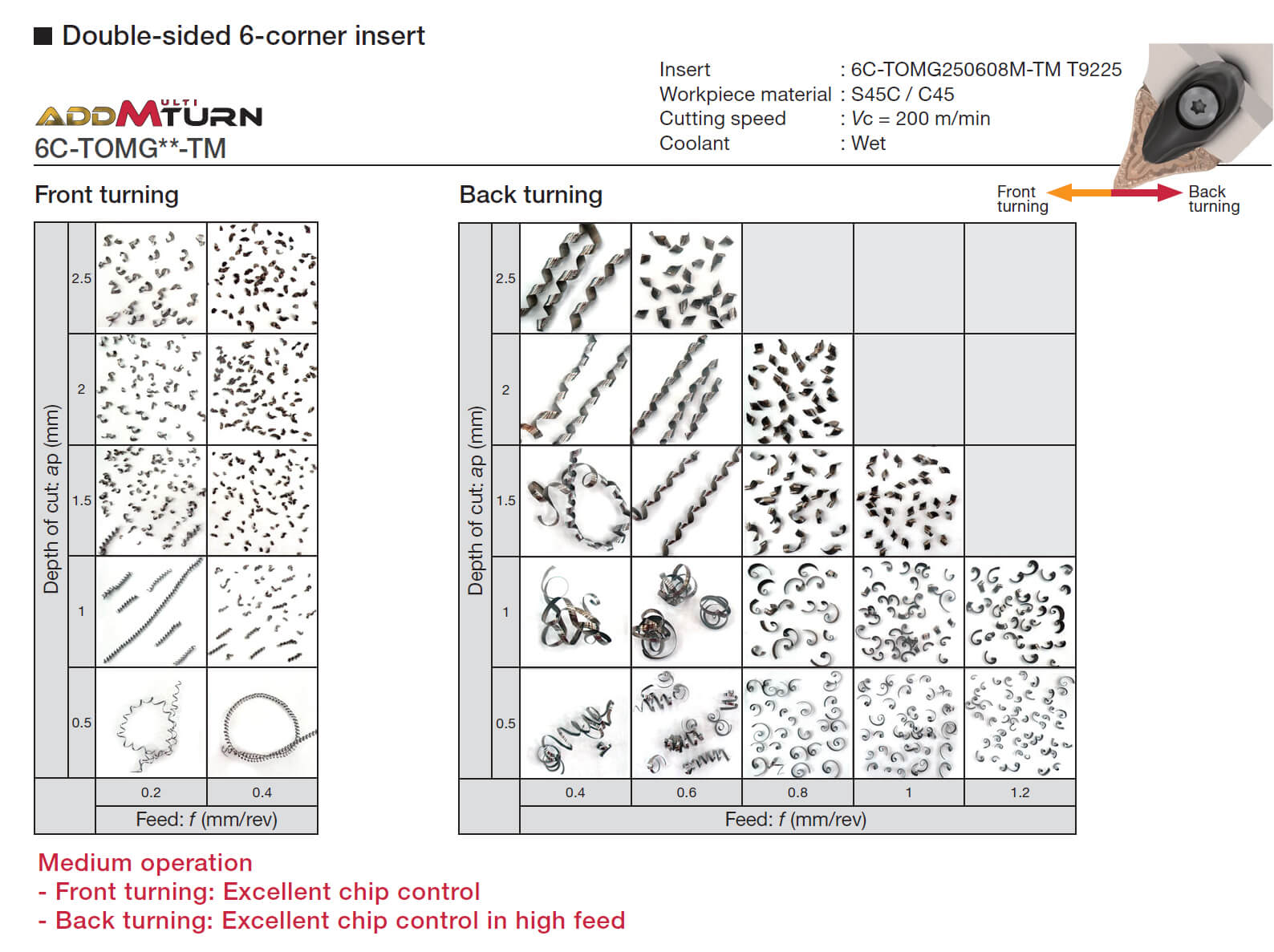
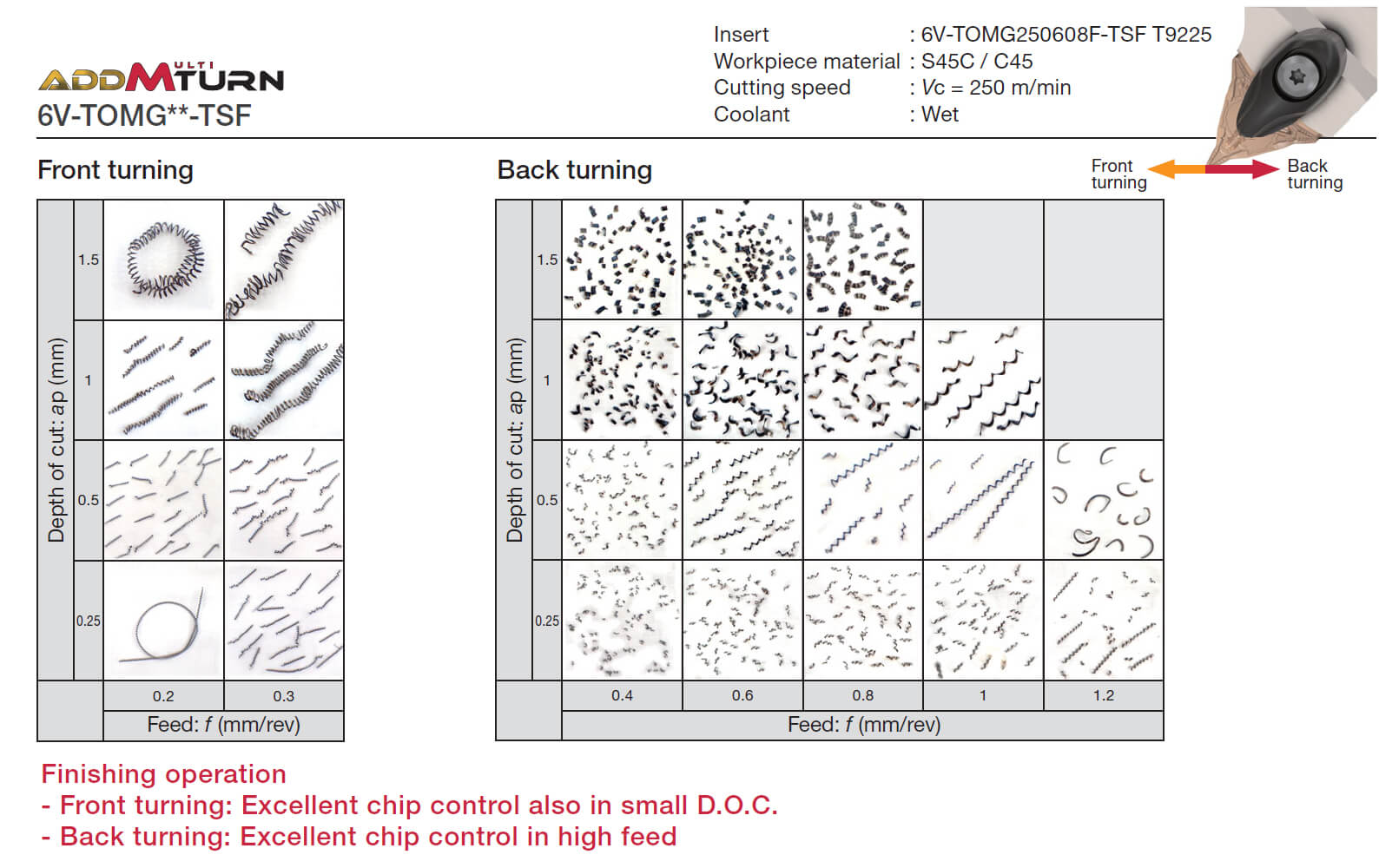
2.Chip control
3. การออกแบบระบบล็อคแบบ Y-PRISM โดยมีร่องอยู่บนแผ่นรองเม็ดมีด ประสานได้พอดีกับส่วนนูนบนหน้าของเม็ดมีด ช่วยให้การจับยึดมีความปลอดภัยและแน่นหนามากขึ้น

ป้องกันตำแหน่งเครื่องมือจากแรงตัดในทุกทิศทาง รับประกันความเสถียร

เม็ดมีดทั้งสองด้านสามารถใช้แทนกันได้บนตัวจับยึดเครื่องมือเดียวกัน
4. Tool life
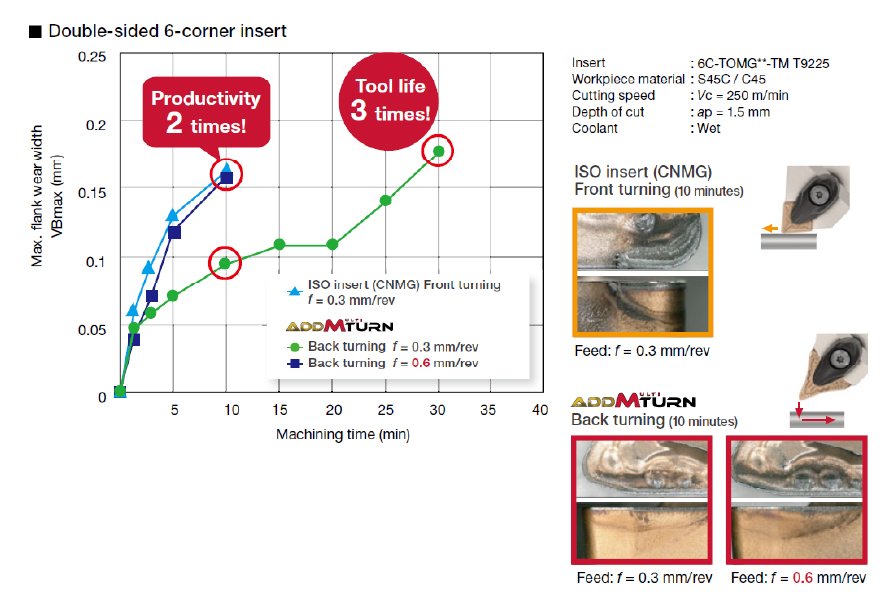
AddMultiTurn insert provided triple tool life when fed at the same feed rate as ISO insert.
Double the feed rate with AddMultiTurn compared with ISO insert without compromising tool life.
เม็ดมีด & เกรด
เม็ดมีด
3C-TCMT
- Positive 7 deg relief angle, M class, triangular insert

6C-TOMG
- Negative relief ang., M class, 80 deg corner angle insert

6V-TOMG
- Negative relief ang., M class, 35 deg corner angle insert
เกรด
AH8015
![]()
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการแตกหักได้ดี
- ตัวเลือกแรกสำหรับการตัดเฉือนโลหะผสมทนความร้อนภายใต้เงื่อนไขการตัดเฉือนทั่วไป
T9225
![]()
![]()
![]()
- ตัวเลือกแรกสำหรับงานกลึง
- ความสามารถในการต้านทานการแตกหักสูง
T9215
![]()
![]()
![]()
- จัดการเรื่องต้านทานการสึกหรอ และการบิ่นได้ดี
- ตัวเลือกแรกสำหรับเหล็กกล้า
- มีความอเนกประสงค์ ทำงานได้หลายหลายรูปแบบ
AH6225
![]()
![]()
- First choice for stainless steel
- Excellent versatility for stainless steel machining, demonstrates a good combination of wear and fracture resistance
ด้ามจับ


ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
| ชิ้นงาน: | Turbine shaft |
| วัสดุ: | SCr420 / 20Cr4 |
| ด้ามจับ: | ATXOL2525M25-A |
| เม็ดมีด: | 6C-TOMG250608M-TM |
| เกรด: | T9215 |
| เงื่อนไขการตัดเฉือน: | Vc = 147 (ม./นาที) การกลึงจากด้านหน้า: f = 0.35 (มม./รอบ) ap = 1 – 2 (มม.) การกลึงปอก: f = 0.5 (มม./รอบ) ap = 0.5 (มม.)ระบบจ่ายน้ำหล่อเย็น: ใช้ (ระบบจ่ายน้ำหล่อเย็นภายใน) การใช้งาน: การกลึงจากด้านหน้า, การกลึงปอก |

ตัวอย่างที่ #2
| ชิ้นงาน: | Gear part |
| วัสดุ: | S25C / C25 |
| ด้ามจับ: | ATXOR2525M25-A |
| เม็ดมีด: | 6V-TOMG250604F-TSF |
| เกรด: | T9215 |
| เงื่อนไขการตัดเฉือน: | Vc = 200 (ม./นาที) ผิวหยาบ: f = 0.6 (มม./รอบ) x 2 รอบ ผิวละเอียด: f = 0.1 (มม./รอบ) x 1 รอบ ap = 0.5 (มม.) x 3 รอบ ระบบจ่ายน้ำหล่อเย็น : ใช้ (ระบบจ่ายน้ำหล่อเย็นภายนอก) การใช้งาน: การกลึงปอก |

เงื่อนไขการตัดเฉือนมาตรฐาน
Double-sided 6-corner insert
| ISO | การทำงาน | หน้าลายหักเศษ | เกรด | ระยะกินลึก: ap (มม.) | อัตราป้อน: f (มม./รอบ) | ความเร็วตัด | ||
|---|---|---|---|---|---|---|---|---|
| การกลึงจากด้านหน้า | การกลึงจากด้านหลัง | การกลึงจากด้านหน้า | การกลึงจากด้านหลัง | Vc (ม./นาที) | ||||
 |
งานผิวสำเร็จ | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150 – 400 |
| TSF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| TLF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150- 400 | ||
| TLF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| แรงตัดปานกลางถึงหนัก | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | |
| TM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
| TLM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | ||
| TLM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
 |
งานผิวสำเร็จ | TSF | AH6225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 60 – 240 |
| TLF | AH6225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 60 – 240 | ||
| แรงตัดปานกลางถึงหนัก | TM | AH6225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 60 – 240 | |
| TLM | AH6225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 60 – 240 | ||
 |
งานผิวสำเร็จ | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 |
| TLF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 | ||
| แรงตัดปานกลางถึงหนัก | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | |
| TLM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | ||
 |
งานผิวสำเร็จ | TSF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 |
| TLF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 | ||
| แรงตัดปานกลางถึงหนัก | TM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | |
| TLM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | ||
Single-sided 3-corner insert
| ISO | Operation | Chipbreaker | Grade | Depth of cut: ap (mm) | Feed: f (mm/rev) | Cutting speed | ||
|---|---|---|---|---|---|---|---|---|
| Front turning | Back turning | Front turning | Back turning | Vc (m/min) | ||||
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 150 – 400 |
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 100 – 250 |
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 140 – 500 |
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก
หน่วยนิ้ว

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ