

หัวกัดปาดหน้าความเร็วสูงสำหรับการเก็บผิวละเอียดอะลูมิเนียม
หัวกัด PCD ความแข็งแรงสูงเป็นพิเศษพร้อมนวัตกรรมการออกแบบตัวจับยึดเม็ดมีดสำหรับการตั้งค่าเม็ดมีดที่ง่ายและรวดเร็ว


การใช้งาน & คุณสมบัติ
การใช้งาน

คุณสมบัติ
หัวกัดความแข็งแรงสูงเป็นพิเศษสำหรับการเก็บผิวละเอียดอะลูมิเนียมอย่างมีประสิทธิภาพ
• จำนวนคมตัด PCD ที่สูงเป็นพิเศษ

• ล็อคเม็ดมีดอย่างปลอดภัยจากแรงเหวี่ยงสำหรับการกัดด้วยความเร็วสูง
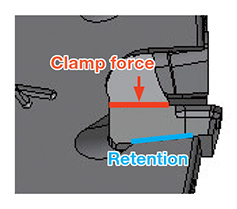
ระบบ CamAdjust
• นวัตกรรมกลไกการปรับแนวแกนของเม็ดมีด
เม็ดมีด & เกรด
เม็ดมีด

YDEN0603PDF/SR-D
- ระยะกินลึกสูงสุด : 4.5 มม.
- เม็ดมีดมาตรฐานพร้อมตัวลบครีบในตัว
YDEN0603PDFR-BD/WD
- BD: เม็ดมีดลบครีบ, WD: เม็ดมีดไวเปอร์สำหรับการเก็บผิวละเอียด
- ใช้กับเม็ดมีดมาตรฐาน

YDEN0603PDCR-LD
- ขอบเม็ดมีดแบบยาว
- ระยะกินลึกสูงสุด: 9.5 มม.

เกรด
DX110
![]()
- มีความคมที่ยอดเยี่ยมเพื่อคุณภาพพื้นผิวที่สูง
- เหมาะสำหรับการเก็บผิวละเอียดโลหะที่ไม่ใช่เหล็กและอโลหะ
หัวกัดปาด

หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPYD06 (ø40 – ø160 มม.)
หัวกัดปาดแบบ Bore type สำหรับการกัดปาด
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Hoist body part |
| วัสดุ: | อลูมิเนียมหล่อแรงดันสูง (ADC12) |
| หัวกัด: | TPYD06J080B25.4R16 (ø80 มม., z = 16) |
| เม็ดมีด: | YDEN0603PDFR-D |
| เกรด: | DX110 |
| เงื่อนไขการตัดเฉือน: | Vc = 2011 (ม./นาที) fz = 0.1 (มม./ฟัน) Vf = 12800 (มม./นาที) ap = 4/1 (มม.) ae = 5 – 20 (มม.) Application: กลึงด้านหน้า ระบบหล่อเย็น : แบบเปียก (ภายนอก) เครื่องจักร : เครื่องกลึงแนวตั้ง M/C, BT50 |

ตัวอย่างที่ #2
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Crank casing |
| วัสดุ: | อลูมิเนียมหล่อแรงดันสูง (ADC12) |
| หัวกัด: | TPYD06J100B31.7R22 (ø100 มม., z = 22) |
| เม็ดมีด: | YDEN0603PDFR-D |
| เกรด: | DX110 |
| เงื่อนไขการตัดเฉือน: | Vc = 3142 (ม./นาที) fz = 0.09 (มม./ฟัน) Vf = 20,000 (มม./นาที) ap = 4.5/1.5 (มม.) ae = 10 – 70 (มม.) การใช้งาน: กลึงด้านหน้า ระบบหล่อเย็น: แบบเปียก (ภายใน) เครื่องจักร : เครื่องกลึงแนวตั้ง M/C, BT40 |

ตัวอย่างที่ #3
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Cam housing |
| วัสดุ: | อลูมิเนียมหล่อแรงดันสูง (ADC12) |
| หัวกัด: | Special TPYD06 body (ø61 มม., z = 10) |
| เม็ดมีด: | YDEN0603PDSR-D |
| เกรด: | DX110 |
| เงื่อนไขการตัดเฉือน: | Vc = 1916 (ม./นาที) fz = 0.11 (มม./ฟัน) Vf = 11400 (ม./นาที) ap = 0.5 (มม.) ae = – 5 (มม.) การใช้งาน : กลึงด้านหน้า ระบบหล่อเย็น : แบบเปียก (ภายใน) เครื่องจักร : เครื่องกลึงแนวตั้ง M/C, BT30 |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | วัสดุชิ้นงาน | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน fz (มม./ฟัน) |
|---|---|---|---|---|
| เหล็กหล่อผสมอลุมิเนียม / หล่อฉีด (Si < 13%) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| เหล็กหล่อผสมอลุมิเนียม / หล่อฉีด (Si ≥ 13%) |
DX110 | 200 – 800 | 0.05 – 0.2 | |
| โลหะผสมอลุมิเนียม (ซีรี่ย์ 1000 – 7000) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| โลหะผสมทองแดง | DX110 | 200 – 500 | 0.05 – 0.2 |
- The values in the above list are of standard recommendations and may require adjustments in consideration with cutting depths and/or workpiece/machine rigidity.
- Use wiper inserts (-WD) for better surface requirements and deburring inserts (-BD) to remove burrs.
- Always use wet cutting (emulsion coolant) for machining aluminum or copper alloys.
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ