

เก็บผิวละเอียดได้อย่างดีเยี่ยมและผนังด้านข้างมีความเที่ยงตรง
คมตัดแบบเฮลิคอลและมุมคายตามแนวแกนที่กว้างบนเม็ดมีดช่วยให้การตัดเฉือนเป็นไปอย่างราบรื่นในการเก็บผิวกึ่งละเอียด

การใช้งาน & คุณสมบัติ
การใช้งาน










คุณสมบัติ
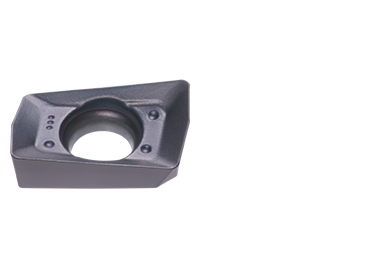
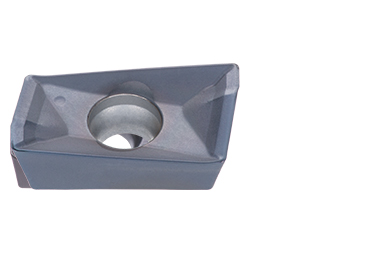
1. เม็ดมีด
• คมตัดแบบเฮลิคอลเพื่อความเที่ยงตรงสูงของผนังด้านข้าง
• คมตัดไวเปอร์เพื่อการเก็บผิวละเอียดที่ยอดเยี่ยม
• มุมคายที่เหมาะสมที่สุดเพื่อความคมและความเที่ยงตรง
• หน้าลายหักเศษ 4 แบบสำหรับการใช้งานที่หลากหลาย
• มุมของเม็ดมีดมีขนาดใหญ่ถึง R3.2 มม. (0.126″)
• เม็ดมีดมีให้เลือกทั้งแบบเคลือบ DLC และแบบเซอร์เม็ท
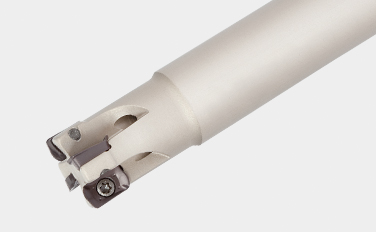
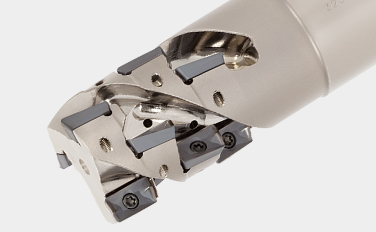
2. หัวกัดปาด
• มีรูลมเพื่อการคายเศษที่ดีขึ้น
• มีหัวกัดปาดทั้งแบบหยาบแบบละเอียดและหัวกัดปาดแบบก้านตรงยาว
เม็ดมีด & เกรด
เม็ดมีด
AO*T07/18
- ระยะกินลึกสูงสุด
– AO*T07: 7 มม.
– AO*T18: 16.7 มม.
AS*T11
- ระยะกินลึกสูงสุด: 10.6 มม.

ASGW11
- ระยะกินลึกสูงสุด: 4.5 มม.
เกรดหลัก
AH3225
![]()
![]()
-
ต้านทานการสึกหรอ และการแตกหักได้ดี
-
เหมาะสำหรับวัสดุเหล็กกล้า และสเตนเลส สตีล
T1215
![]()
-
จัดการเรื่องต้านทานการสึกหรอ และการบิ่นได้ดี
-
เหมาะสำหรับวัสดุเหล็กหล่อ
DX110
![]()
-
ความคมที่ยอดเยี่ยมสำหรับผิวงานคุณภาพสูง
-
เหมาะสำหรับงานผิวสำเร็จของวัสดุโลหะที่ไม่มีเหล็กเป็นส่วนประกอบและอโลหะ
หัวกัดปาด
หัวกัดปาดแบบก้านตรง
EPO (ø12 – ø63 มม.)
กัดบ่าฉากได้อย่างเที่ยงตรงแม่นยำสูงเหมือนเอนด์มิล
- EPO07
– ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: ø12 – ø28 มม.
– เม็ดมีด: AO*T07 - EPO11
– ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: ø12 – ø50 มม.
– เม็ดมีด: AS*T11 / ASGW11 - EPO18
– ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: ø25 – ø63 มม.
– เม็ดมีด: AO*T18
Shank Type
ELS11 (ø25 – ø40 มม.)
ประสิทธิภาพสูงสำหรับการกัดหยาบเหมือนเอนด์มิล
– เม็ดมีด: AS*T11
Modular Type

HPO (ø12 – ø32 มม.)
กัดบ่าฉากได้อย่างเที่ยงตรงแม่นยำสูงเหมือนเอนด์มิล (TungRec) พร้อมกับ TungFlex
- HPO07
– ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: ø12 – ø25 มม.
– เม็ดมีด: AO*T07 - HPO11
– ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: ø20 – ø32 มม.
– เม็ดมีด: AS*T11 / ASGW11
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TPO (ø32 – ø160 มม.)
กัดบ่าฉากได้อย่างเที่ยงตรงแม่นยำสูงเหมือนเอนด์มิล
- TPO07
– ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: ø32 – ø50 มม.
– เม็ดมีด: AO*T07 - TPO11
– ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: ø40 – 100 มม.
– เม็ดมีด: AS*T11 / ASGW11 - TPO18
– ขนาดเส้นผ่านศูนย์กลางเครื่องมือ: ø40 – ø160 มม.
– เม็ดมีด: AO*T18
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)

TLS11 (ø50 มม.)
ประสิทธิภาพสูงสำหรับการกัดหยาบเหมือนเอนด์มิล
– เม้ดมีด: AS*T11
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SCM440 / 42CrMo4 |
| หัวกัด: | TPO07R040M16.0E10 (ø40, z = 10) |
| เม็ดมีด: | AOMT070208PDPR-MJ |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 130 (ม./นาที) fz = 0.1 (มม./ฟัน) Vf = 1000 (มม./นาที) ap = 3.0 (มม.) ae = ~ 30 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง MC, BT40 |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Compressor parts |
| วัสดุ: | SS400 / E275A |
| หัวกัด: | EPS11033RSB (ø33, z = 5) |
| เม็ดมีด: | ASMT11T304PDPR-MJ |
| เกรด: | NS740 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 0.13 (มม./ฟัน) Vf = 940 (มม./นาที) ap = 5 (มม.) ae = 15 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง MC, BT50 |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Machine parts |
| วัสดุ: | SS400 / E275A |
| หัวกัด: | TLS11R050M22.0E04 |
| เม็ดมีด: | ASMT11T308PDPR-MJ |
| เกรด: | AH725 |
| เงื่อนไขการตัดเฉือน: | Vc = 150 (ม./นาที) fz = 0.17 (มม./ฟัน) Vf = 649 (มม./นาที) ap = 40 (มม.) ae = 5 (มม.) การใช้งาน: การกัดขอบ ระบบหล่อเย็น: ไม่ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง MC, BT50 |

เงื่อนไขการตัดเฉือนมาตรฐาน
TPO07 / EPO07 / HPO07
| ISO | วัสดุชิ้นงาน | ค่าความหนา HB |
เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน: fz (มม./ฟัน) | ||
|---|---|---|---|---|---|---|---|
| MJ | HJ | AJ | |||||
| เหล็กกล้าคาร์บอนต่ำ S15C, ฯลฯ C15E4, ฯลฯ |
< 200 | AH725 | 90 – 200 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| เหล็กกล้าคาร์บอนสูงและเหล็กกล้าผสม S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ |
200 – 300 | AH725 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| เหล็กกล้าเตรื่องมือ SKD11, ฯลฯ X153CrMoV12, ฯลฯ |
150 – 300 | AH725 | 80 – 120 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | AH140 | 90 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| เหล็กหล่อสีเทา FC250, ฯลฯ 250, ฯลฯ |
150 – 250 | AH725 | 100 – 180 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| เหล็กหล่อเหนียว FCD450, ฯลฯ 450-10S, ฯลฯ |
150 – 250 | AH725 | 80 – 150 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| โลหะผสมอลูมิเนียม Si < 13% |
– | KS15F | 300 – 1000 | – | – | 0.08 – 0.2 | |
| โลหะผสมอลูมิเนียม Si ≥ 13% |
– | KS15F | 100 – 200 | – | – | 0.08 – 0.2 | |
| โลหะผสมไททาเนียม Ti-6Al-4V, ฯลฯ |
– | AH725 | 20 – 50 | 0.05 – 0.1 | 0.4 – 0.9 | – | |
| ซูเปอร์อัลลอยด์ Inconel 718, ฯลฯ |
– | AH725 | 20 – 35 | 0.05 – 0.08 | 0.2 – 0.6 | – | |
- หากต้องการกำจัดเศษที่สะสมมากเกินไป ให้ใช้การอัดอากาศ
- เพื่อหลีกเลี่ยงการสะสมของขอบบนคมตัด (การตัดเฉือนอะลูมิเนียม) ให้ใช้สารหล่อเย็นที่ละลายน้ำได้
- เมื่อทำการตัดผิวขัดหรือผิวหล่อ ควรลดอัตราป้อนต่อฟัน (fz) ให้ต่ำกว่าค่าที่แนะนำซึ่งแสดงในตารางด้านบน
- เงื่อนไขการตัดถูกจำกัดด้วยกำลังของเครื่องจักร ความแข็งแกร่งของชิ้นงาน และเอาต์พุตของแกนหมุน เมื่อความกว้างของการตัด ความลึก หรือระยะยื่นมาก ให้ตั้งค่า Vc และ fz ต่ำกว่าค่าที่แนะนำ และตรวจสอบกำลังและการสั่นสะเทือนของเครื่องจักร
TPO11 / EPO11 / HPO11
| ISO | วัสดุชิ้นงาน | ค่าความหนา HB |
คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน: fz (มม./ฟัน) | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | – | |||||||
| เหล็กกล้าคาร์บอนต่ำ S15C, ฯลฯ C15E4, ฯลฯ |
< 200 | ตัวเลือกแรก | AH3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | ||
| < 200 | ต้านทานการสึกหรอ | T3225 | 100 – 250 | 0.1 – 0.2 | – | – | – | |||
| < 200 | คุณภาพผิวสำเร็จ | NS740 | 100 – 250 | 0.05 – 0.15 | – | – | – | |||
| เหล็กกล้าคาร์บอนสูงและเหล็กกล้าผสม S45C, SCM440, ฯลฯ C45, 42CrMo4, ฯลฯ |
200 – 300 | ตัวเลือกแรก | AH3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | ||
| 200 – 300 | ต้านทานการสึกหรอ | T3225 | 100 – 200 | 0.1 – 0.15 | – | – | – | |||
| 200 – 300 | คุณภาพผิวสำเร็จ | NS740 | 100 – 200 | 0.05 – 0.12 | – | – | – | |||
| เหล็กกล้าเครื่องมือ SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
150 – 300 | ตัวเลือกแรก | AH3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | ||
| 150 – 300 | ต้านทานการสึกหรอ | T3225 | 100 – 150 | 0.1 – 0.15 | – | – | – | |||
| สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | ตัวเลือกแรก | AH3225 | 80 – 200 | – | 0.08 – 0.2 | – | – | ||
| – | ต้านทานการสึกหรอ | AH130 | 80 – 200 | – | 0.08 – 0.2 | – | – | |||
| เหล็กหล่อสีเทา FC250, ฯลฯ 250, ฯลฯ |
150 – 250 | ตัวเลือกแรก | AH120 | 100 – 250 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | ต้านทานการสึกหรอ | T1215 | 100 – 250 | 0.12 – 0.2 | – | – | – | |||
| เหล็กหล่อเหนียว FCD450, ฯลฯ 400-15S, ฯลฯ |
150 – 250 | ตัวเลือกแรก | AH120 | 80 – 200 | 0.12 – 0.2 | – | – | – | ||
| 150 – 250 | ต้านทานการสึกหรอ | T1215 | 80 – 200 | 0.12 – 0.2 | – | – | – | |||
| โลหะผสมอลูมิเนียม Si < 13% |
– | ตัวเลือกแรก | DS1100 | 300 – 1000 | – | – | 0.05 – 0.2 | – | ||
| – | ต้านทานการสึกหรอ | DX110 | 500 – 2,000 | – | – | – | 0.05 – 0.2 | |||
| โลหะผสมอลูมิเนียม Si ≥ 13% |
– | ตัวเลือกแรก | DS1100 | 100 – 200 | – | – | 0.05 – 0.2 | – | ||
| – | ต้านทานการสึกหรอ | DX110 | 200 – 800 | – | – | – | 0.05 – 0.2 | |||
| โลหะผสมทองแดง | – | ตัวเลือกแรก | KS05F | 200 – 500 | – | – | 0.05 – 0.2 | – | ||
| – | ต้านทานการสึกหรอ | DX110 | 200 – 500 | – | – | – | 0.05 – 0.2 | |||
| โลหะผสมไททาเนียม Ti-6Al-4V, ฯลฯ |
– | ตัวเลือกแรก | AH130 | 20 – 60 | 0.08 – 0.13 | – | – | – | ||
| – | ต้านทานการแตกหัก | AH3225 | 20 – 60 | 0.08 – 0.13 | – | – | – | |||
| ซูเปอร์อัลลอยด์ อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | AH725 | 20 – 40 | 0.08 – 0.13 | – | – | – | ||
| – | ต้านทานการแตกหัก | AH130 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| – | ต้านทานการสึกหรอ | AH120 | 20 – 40 | 0.08 – 0.13 | – | – | – | |||
| เหล็กกล้าแบบแข็ง | SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
40 – 50 HRC | ตัวเลือกแรก | AH725 | 45 – 70 | 0.04 – 0.08 | – | – | – | |
| SKD11, ฯลฯ X153CrMoV12, ฯลฯ |
50- 60 HRC | ตัวเลือกแรก | AH725 | 40 – 65 | 0.04 – 0.06 | – | – | – | ||
TLS11 / ELS11
| ISO | คุณสมบัติ | ค่าความหนา HB |
คุณสมบัติ | เกรด | ความเร็วตัด Vc (ม./นาที) |
อัตราป้อนต่อฟัน: fz (มม./ฟัน) | ||
|---|---|---|---|---|---|---|---|---|
| MJ | MS | AJ | ||||||
| เหล็กกล้าคาร์บอนต่ำ S15C, ฯลฯ C15E4, ฯลฯ |
< 200 | ตัวเลือกแรก | AH3225 | 100 – 250 | 0.10 – 0.18 | – | – | |
| < 200 | ต้านทานการสึกหรอ | T3225 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| เหล็กกล้าคาร์บอนสูงและเหล็กกล้าผสม S45C, SCM440, ฯลฯ C45, 42CrMo4, ฯลฯ |
200 – 300 | ตัวเลือกแรก | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 200 – 300 | ต้านทานการสึกหรอ | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| เหล็กกล้าเครื่องมือ SKD61, ฯลฯ X40CrMoV5-1, ฯลฯ |
150 – 300 | ตัวเลือกแรก | AH3225 | 100 – 200 | 0.08 – 0.14 | – | – | |
| 150 – 300 | ต้านทานการสึกหรอ | T3225 | 100 – 200 | 0.08 – 0.14 | – | – | ||
| สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ |
– | ตัวเลือกแรก | AH3225 | 100 – 150 | – | 0.08 – 0.15 | – | |
| – | ต้านทานการสึกหรอ | AH130 | 100 – 150 | – | 0.08 – 0.15 | – | ||
| เหล็กหล่อสีเทา FC250, ฯลฯ 250, ฯลฯ |
150 – 250 | ตัวเลือกแรก | AH120 | 100 – 250 | 0.10 – 0.18 | – | – | |
| 150 – 250 | ต้านทานการสึกหรอ | T1215 | 100 – 250 | 0.10 – 0.18 | – | – | ||
| เหล็กหล่อเหนียว FCD450, ฯลฯ 400-15S, ฯลฯ |
150 – 250 | ตัวเลือกแรก | AH120 | 80 – 200 | 0.10 – 0.18 | – | – | |
| 150 – 250 | ต้านทานการสึกหรอ | T1215 | 80 – 200 | 0.10 – 0.18 | – | – | ||
| โลหะผสมอลูมิเนียม Si < 13% |
– | ตัวเลือกแรก | DS1100 | 200 – 500 | – | – | 0.05 – 0.18 | |
| โลหะผสมอลูมิเนียม Si ≥ 13% |
– | ตัวเลือกแรก | DS1100 | 100 – 200 | – | – | 0.05 – 0.18 | |
| โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ |
– | ตัวเลือกแรก | AH130 | 20 – 60 | – | 0.08 – 0.14 | – | |
| – | ต้านทานการแตกหัก | AH3225 | 20 – 60 | – | 0.08 – 0.14 | – | ||
| ซูเปอร์อัลลอยด์ อินโคเนล 718, ฯลฯ |
– | ตัวเลือกแรก | AH725 | 20 – 40 | 0.06 – 0.12 | – | – | |
| – | ต้านทานการสึกหรอ | AH130 | 20 – 40 | 0.06 – 0.12 | – | – | ||
| – | ต้านทานการสึกหรอ | AH3225 | 20 – 40 | 0.06 – 0.12 | – | – | ||
- หากต้องการกำจัดเศษที่สะสมมากเกินไป ให้ใช้การอัดอากาศ
- เพื่อหลีกเลี่ยงการสะสมของขอบบนคมตัด (การตัดเฉือนอะลูมิเนียม) ให้ใช้สารหล่อเย็นที่ละลายน้ำได้
- เมื่อทำการตัดผิวขัดหรือผิวหล่อ ควรลดอัตราป้อนต่อฟัน (fz) ให้ต่ำกว่าค่าที่แนะนำซึ่งแสดงในตารางด้านบน
- เงื่อนไขการตัดถูกจำกัดด้วยกำลังของเครื่องจักร ความแข็งแกร่งของชิ้นงาน และเอาต์พุตของแกนหมุน เมื่อความกว้างของการตัด ความลึก หรือระยะยื่นมาก ให้ตั้งค่า Vc และ fz ต่ำกว่าค่าที่แนะนำ และตรวจสอบกำลังและการสั่นสะเทือนของเครื่องจักร
TPO18 / EPO18
| ISO | วัสดุชิ้นงาน | ค่าความหนา HB |
เกรด | อัตราป้อนต่อฟัน: fz (มม./ฟัน) | fz (มม./ฟัน) | |
|---|---|---|---|---|---|---|
| MJ | AJ | |||||
| เหล็กกล้าคาร์บอนต่ำ S15C, ฯลฯ C15E4, ฯลฯ | – 200 | AH725 | 100 – 250 | 0.08 – 0.25 | – | |
| เหล็กกล้าคาร์บอนสุงและเหล็กกล้าคาร์บอน S55C, SCM440, ฯลฯ C55, 42CrMo4, ฯลฯ | 200 – 300 | AH725 | 100 – 230 | 0.08 – 0.2 | – | |
| เหล็กกล้าเครื่องมือ SKD11, ฯลฯ X153CrMoV12, ฯลฯ | 150 – 300 | AH725 | 100 – 180 | 0.08 – 0.2 | – | |
| สเตนเลสสตีล SUS304, ฯลฯ X5CrNi18-9, ฯลฯ | – | AH140 | 90 – 200 | 0.08 – 0.2 | – | |
| เหล็กหล่อสีเทา FC250, etc. 250, ฯลฯ | 150 – 250 | AH725 | 140 – 250 | 0.08 – 0.25 | – | |
| เหล็กหล่อเหนียว FCD450, etc. 450-10S, ฯลฯ | 150 – 250 | AH725 | 110 – 200 | 0.08 – 0.25 | – | |
| โลหะผสมอลูมิเนียม Si < 13% | – | KS15F | 300 – 1000 | – | 0.05 – 0.25 | |
| โลหะผสมอลูมิเนียม Si ≥ 13% | – | KS15F | 100 – 200 | – | 0.05 – 0.25 | |
| โลหะผสมไททาเนียม Ti-6AI-4V, ฯลฯ | – | AH725 | 20 – 60 | 0.08 – 0.18 | – | |
| ซูเปอร์อัลลอยด์ อินโคเนล 718, ฯลฯ | – | AH725 | 20 – 40 | 0.08 – 0.15 | – | |
- หากต้องการกำจัดเศษที่สะสมมากเกินไป ให้ใช้การอัดอากาศ
- เพื่อหลีกเลี่ยงการสะสมของขอบบนคมตัด (การตัดเฉือนอะลูมิเนียม) ให้ใช้สารหล่อเย็นที่ละลายน้ำได้
- เมื่อทำการตัดผิวขัดหรือผิวหล่อ ควรลดอัตราป้อนต่อฟัน (fz) ให้ต่ำกว่าค่าที่แนะนำซึ่งแสดงในตารางด้านบน
- เงื่อนไขการตัดถูกจำกัดด้วยกำลังของเครื่องจักร ความแข็งแกร่งของชิ้นงาน และเอาต์พุตของแกนหมุน เมื่อความกว้างของการตัด ความลึก หรือระยะยื่นมาก ให้ตั้งค่า Vc และ fz ต่ำกว่าค่าที่แนะนำ และตรวจสอบกำลังและการสั่นสะเทือนของเครื่องจักร
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ