

หัวกัดปาดหน้าแบบความแม่นยำสูงที่มีน้ำหนักเบาและหลุมนั่งเม็ดมีดสามารถปรับระยะความสูงของเม็ดมีดได้
เป็นซีรี่ย์ของหัวกัดปาดหน้าที่มีน้ำหนักเบาที่สุดและหลุมนั่งเม็ดมีดสามารถปรับระยะความสูงของเม็ดมีดได้ สำหรับงานเก็บผิวสำเร็จที่ต้องการความแม่นยำสูง

การใช้งาน & คุณสมบัติ
การใช้งาน


คุณสมบัติ
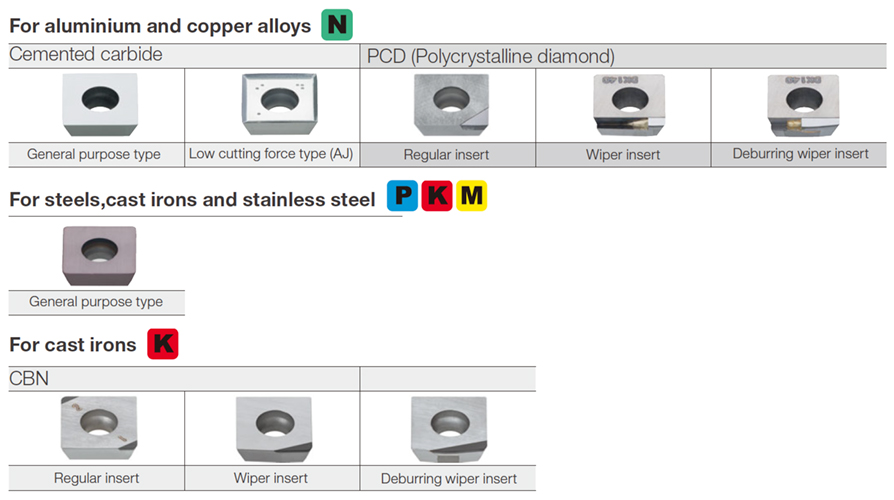
1. มีเม็ดมีดให้เลือกใช้ครอบคลุมกับงานหลากหลาย
ด้วยความหลากหลายของเม็ดมีดทำให้สามารถเลือกเครื่องมือที่ดีที่สุดเพื่อความประหยัดสูงสุดในกระบวนการกัดปาดหน้า
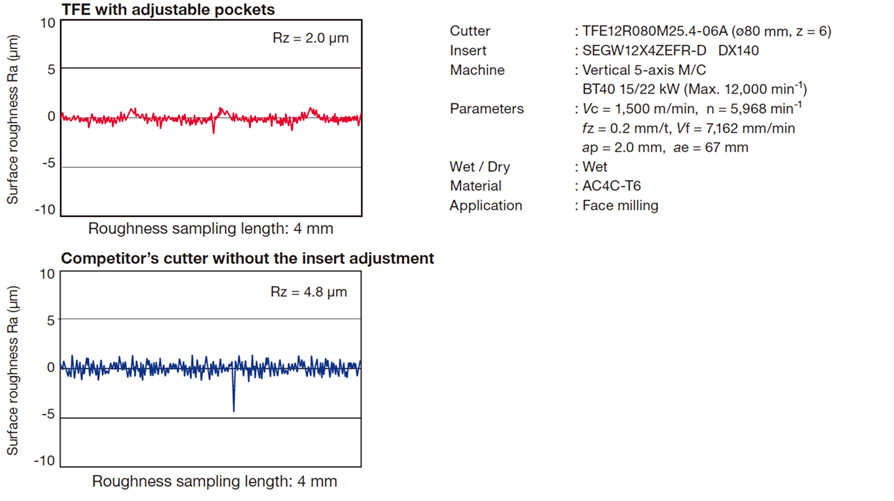
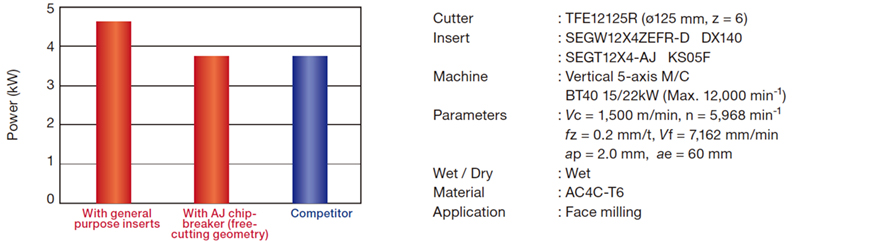
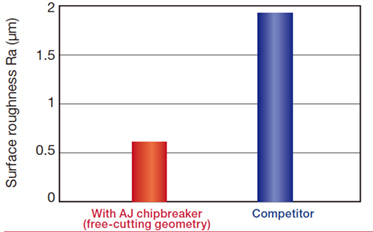
2. ประสิทธิภาพการตัด (วัสดุอโลหะ)
ค่าความเรียบผิว
กำลังเครื่องจักรที่ใช้งาน – AJ breaker
ค่าความเรียบผิวสำเร็จ – AJ breaker
เม็ดมีด & เกรด
เม็ดมีด
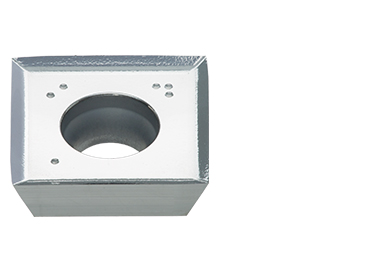
เกรดหลัก
AH120
![]()
![]()
![]()
![]()
- มีสมดุลที่ดีในการต้านทานการสึกหรอและการแตกหัก
- เหมาะสำหรับงานกัดปาดหน้าเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อภายใต้ Condition การกัดปาดทั่วไป
DX140
![]()
- ต้านทานการสึกหรอสูง
- ออกแบบมาสำหรับวัสดุที่ไม่ใช่เหล็กและอโลหะ
BX480
![]() โลซินเตอร์ (ผงโลหะอัดขึ้นรูปและอบด้วยความร้อนสูง)
โลซินเตอร์ (ผงโลหะอัดขึ้นรูปและอบด้วยความร้อนสูง)
- T-CBN แบบแข็ง
- เป็นเกรดที่ดีเลิศสำหรับโลหะซินเตอร์
- เหมาะสำหรับการกัดปาดหน้าเหล็กหล่อด้วยความเร็วสูง
หัวกัดปาด
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)
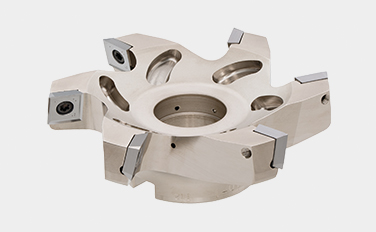
TFE12R (ø63 – 125 มม.)
หัวกัดปาดหน้า 85.5° พร้อมด้วยสกรูล็อคเม็ดมีดสำหรับการตัดเฉือนอะลูมิเนียม
หัวกัดปาดแบบ Bore type หลุมนั่งเม็ดมีดสามารถปรับระยะความสูงได้

TFE12R-A (ø80 – ø125 มม.)
หัวกัดปาดหน้า 85.5° สำหรับการตัดเฉือนอะลูมิเนียม พร้อมด้วยสกรูล็อคเม็ดมีดและหลุมนั่งเม็ดปรับระยะความสูงได้สำหรับเครื่องจักรที่มีปัญหาแนวแกนเบี่ยงเบน
หัวกัดปาดแบบก้านตรง
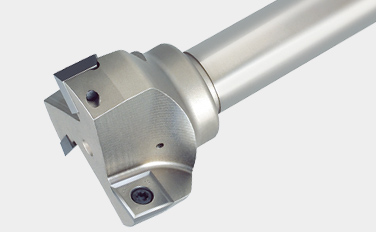
EFE12R (ø50 มม.)
ดอกกัด 85.5° พร้อมด้วยสกรูล็อคเม็ดมีดสำหรับการตัดเฉือนอะลูมิเนียม
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Valve body |
| วัสดุ: | ADC12 |
| หัวกัด: | TFE12R125M31.7-10A (.125 มม., z = 10) |
| เม็ดมีด: | SEGW12X4ZEFR-D |
| เกรด: | ADC12 |
| เงื่อนไขการตัดเฉือน: | Vc = 2,000 (ม./นาที) fz = 0.06 (มม./t) Vf = 2,400 (มม./นาที) ap = 0.5 (มม.) ae = 100 (มม.) การใช้งาน: กลึงปาดหน้า ระบบจ่ายน้ำหล่อเย็น: ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C,BT40 |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Plate |
| วัสดุ: | AC4C-T6 |
| หัวกัด: | TFE12R080M25.4-06A (.80 มม., z = 6) |
| เม็ดมีด: | SEGW12X4ZEFR-D |
| เกรด: | DX140 |
| เงื่อนไขการตัดเฉือน: | Vc = 1,500 (ม./นาที) fz = 0.2 (มม./ฟัน) Vf = 7,200 (มม./นาที) ap = 2.0 (มม.) ae = 60 (มม.) การใช้งาน: กลึงปาดหน้า ระบบจ่ายน้ำหล่อเย็น: ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C、BT40 |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Pipe exhaust |
| วัสดุ: | FCD500 |
| หัวกัด: | TFE12R125M31.7-10A (.125 มม., z = 10) |
| เม็ดมีด: | 2QP-SECW12X412ZETR |
| เกรด: | FCD500 |
| เงื่อนไขการตัดเฉือน: | Vc = 800 (ม./นาที) fz = 0.02 (มม./ฟัน) Vf = 407 (มม./นาที) ap = 0.4 (มม.) ae = 90 (มม.) การใช้งาน: กลึงปาดหน้า / กลึงจังหวะ ระบบจ่ายน้ำหล่อเย็น: ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง MC |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece material | Hardness | Grade | Designation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|
| Carbon steels and alloy steels | < 300HB | AH120 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | |
| < 300HB | NS740 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | ||
| Stainless steels | < 250HB | AH140 | SEGW12X4ZEPR | 80 – 180 | 0.03 – 0.15 | |
| Grey and ductile cast irons | 150 – 250 HB | AH120 | SEGW12X4ZEPR | 100 – 200 | 0.03 – 0.15 | |
| Grey cast iron | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 800 – 1500 | 0.05 – 0.3 | |
| Ductile cast irons | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 500 – 800 | 0.05 – 0.2 | |
| Cast aluminium alloy / Die-cast Si < 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Cast aluminium alloy / Die-cast Si ≥ 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 80 – 200 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength < 350 N/mm2 |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength > 350 N/mm2 |
– | DS2005, KS05F | SEGW12X4ZEFR | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Copper alloy | – | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 |
หมายเหตุ:
- ในการกัดปาดอะลูมิเนียมและโลหะผสมทองแดง:
- เพื่อให้ได้ผิวสำเร็จที่ดียิ่งขึ้น ควรใช้ร่วมกับเม็ดมีดไวเปอร์ SEGW12X4ZEFR-W
- สำหรับการลดการเกิดครีบ ควรใช้ร่วมกับเม็ดมีดลบคม SEGW12X4ZEFR-B
- เมื่อกัดปาดอะลูมิเนียมและโลหะผสมทองแดง ขอแนะนำให้ใช้ร่วมกับน้ำมันหล่อเย็น เมื่อกัดปาด เหล็ก เหล็กหล่อ และสแตนเลส แนะนำให้ใช้การกัดปาดแบบแห้ง
- เมื่ออัตราส่วนระยะยื่นต่อเส้นผ่านศูนย์กลางของเครื่องมือ (L/D) เกิน 3 เท่าของขาดของหัวกัดปาด ให้ปรับลดความเร็วตัดและอัตราป้อนลงเหลือ 70 ถึง 80% ของค่าที่ระบุในตาราง
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.