

หัวกัดปาดหน้าแบบความแม่นยำสูงที่มีน้ำหนักเบาและหลุมนั่งเม็ดมีดสามารถปรับระยะความสูงของเม็ดมีดได้
เป็นซีรี่ย์ของหัวกัดปาดหน้าที่มีน้ำหนักเบาที่สุดและหลุมนั่งเม็ดมีดสามารถปรับระยะความสูงของเม็ดมีดได้ สำหรับงานเก็บผิวสำเร็จที่ต้องการความแม่นยำสูง

การใช้งาน & คุณสมบัติ
การใช้งาน


คุณสมบัติ
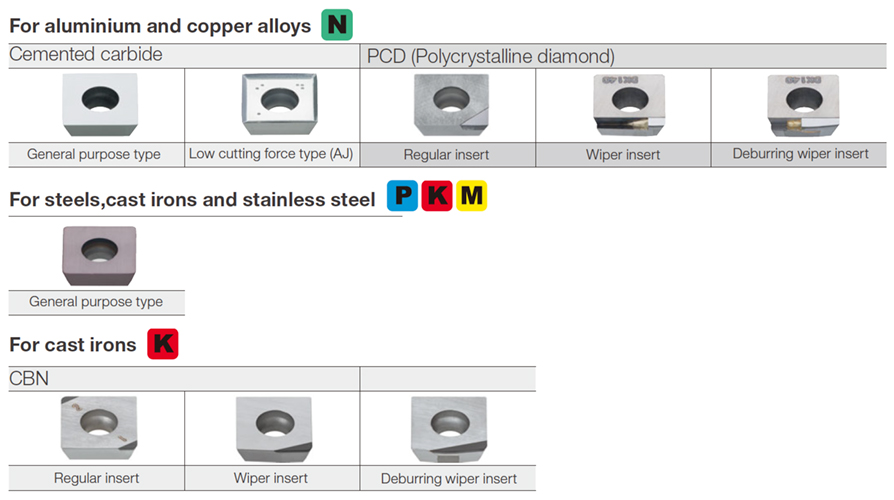
1. มีเม็ดมีดให้เลือกใช้ครอบคลุมกับงานหลากหลาย
ด้วยความหลากหลายของเม็ดมีดทำให้สามารถเลือกเครื่องมือที่ดีที่สุดเพื่อความประหยัดสูงสุดในกระบวนการกัดปาดหน้า
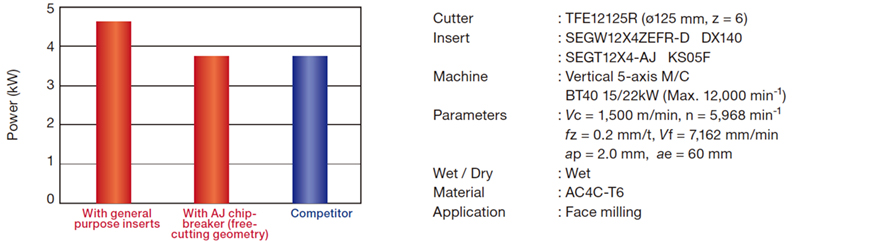
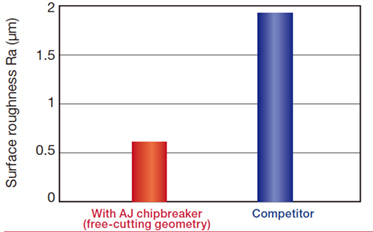
2. ประสิทธิภาพการตัด (วัสดุอโลหะ)
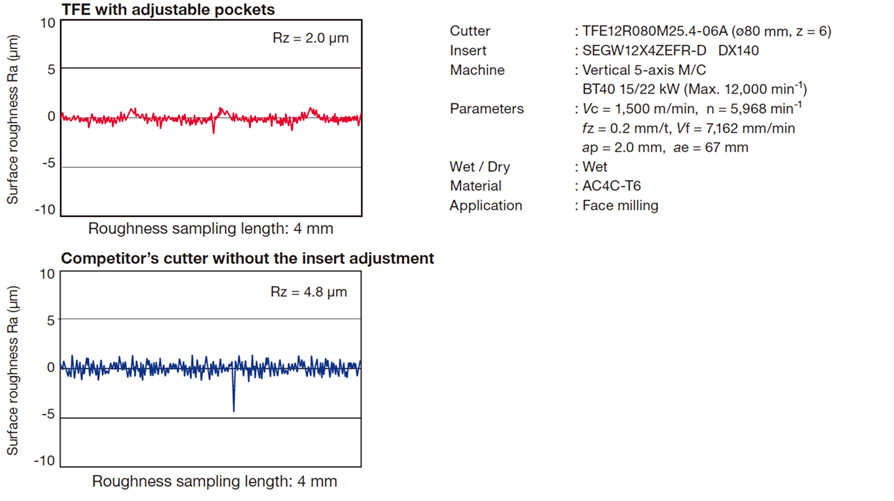
ค่าความเรียบผิว
กำลังเครื่องจักรที่ใช้งาน – AJ breaker
ค่าความเรียบผิวสำเร็จ – AJ breaker
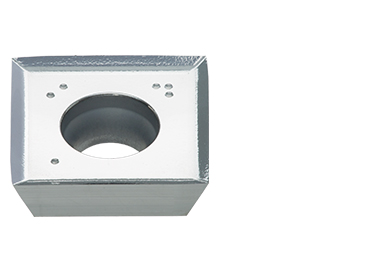
เม็ดมีด & เกรด
เม็ดมีด
เกรดหลัก
AH120
![]()
![]()
![]()
![]()
- มีสมดุลที่ดีในการต้านทานการสึกหรอและการแตกหัก
- เหมาะสำหรับงานกัดปาดหน้าเหล็กกล้า สเตนเลส สตีล และเหล็กหล่อภายใต้ Condition การกัดปาดทั่วไป
DX140
![]()
- ต้านทานการสึกหรอสูง
- ออกแบบมาสำหรับวัสดุที่ไม่ใช่เหล็กและอโลหะ
BX480
![]() โลซินเตอร์ (ผงโลหะอัดขึ้นรูปและอบด้วยความร้อนสูง)
โลซินเตอร์ (ผงโลหะอัดขึ้นรูปและอบด้วยความร้อนสูง)
- T-CBN แบบแข็ง
- เป็นเกรดที่ดีเลิศสำหรับโลหะซินเตอร์
- เหมาะสำหรับการกัดปาดหน้าเหล็กหล่อด้วยความเร็วสูง
หัวกัดปาด
หัวกัดปาดแบบ Bore type (ต่อกับ Arbor)
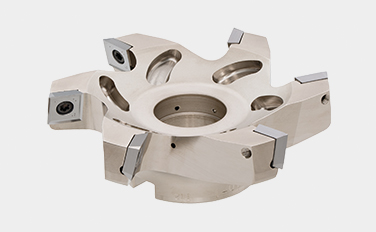
TFE12R (ø63 – 125 มม.)
หัวกัดปาดหน้า 85.5° พร้อมด้วยสกรูล็อคเม็ดมีดสำหรับการตัดเฉือนอะลูมิเนียม
หัวกัดปาดแบบ Bore type หลุมนั่งเม็ดมีดสามารถปรับระยะความสูงได้

TFE12R-A (ø80 – ø125 มม.)
หัวกัดปาดหน้า 85.5° สำหรับการตัดเฉือนอะลูมิเนียม พร้อมด้วยสกรูล็อคเม็ดมีดและหลุมนั่งเม็ดปรับระยะความสูงได้สำหรับเครื่องจักรที่มีปัญหาแนวแกนเบี่ยงเบน
หัวกัดปาดแบบก้านตรง
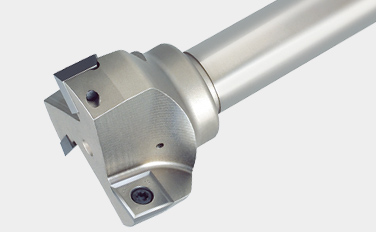
EFE12R (ø50 มม.)
ดอกกัด 85.5° พร้อมด้วยสกรูล็อคเม็ดมีดสำหรับการตัดเฉือนอะลูมิเนียม
ตัวอย่างการใช้งาน
ตัวอย่างที่ #1
อุตสาหกรรมยานยนต์
| ชิ้นงาน: | Valve body |
| วัสดุ: | ADC12 |
| หัวกัด: | TFE12R125M31.7-10A (.125 มม., z = 10) |
| เม็ดมีด: | SEGW12X4ZEFR-D |
| เกรด: | ADC12 |
| เงื่อนไขการตัดเฉือน: | Vc = 2,000 (ม./นาที) fz = 0.06 (มม./t) Vf = 2,400 (มม./นาที) ap = 0.5 (มม.) ae = 100 (มม.) การใช้งาน: กลึงปาดหน้า ระบบจ่ายน้ำหล่อเย็น: ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C,BT40 |

ตัวอย่างที่ #2
วิศกรรมทั่วไป
| ชิ้นงาน: | Plate |
| วัสดุ: | AC4C-T6 |
| หัวกัด: | TFE12R080M25.4-06A (.80 มม., z = 6) |
| เม็ดมีด: | SEGW12X4ZEFR-D |
| เกรด: | DX140 |
| เงื่อนไขการตัดเฉือน: | Vc = 1,500 (ม./นาที) fz = 0.2 (มม./ฟัน) Vf = 7,200 (มม./นาที) ap = 2.0 (มม.) ae = 60 (มม.) การใช้งาน: กลึงปาดหน้า ระบบจ่ายน้ำหล่อเย็น: ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง M/C、BT40 |

ตัวอย่างที่ #3
วิศกรรมทั่วไป
| ชิ้นงาน: | Pipe exhaust |
| วัสดุ: | FCD500 |
| หัวกัด: | TFE12R125M31.7-10A (.125 มม., z = 10) |
| เม็ดมีด: | 2QP-SECW12X412ZETR |
| เกรด: | FCD500 |
| เงื่อนไขการตัดเฉือน: | Vc = 800 (ม./นาที) fz = 0.02 (มม./ฟัน) Vf = 407 (มม./นาที) ap = 0.4 (มม.) ae = 90 (มม.) การใช้งาน: กลึงปาดหน้า / กลึงจังหวะ ระบบจ่ายน้ำหล่อเย็น: ใช้ เครื่องจักร: เครื่องกลึงแนวตั้ง MC |

เงื่อนไขการตัดเฉือนมาตรฐาน
| ISO | Workpiece material | Hardness | Grade | Designation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|
| Carbon steels and alloy steels | < 300HB | AH120 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | |
| < 300HB | NS740 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | ||
| Stainless steels | < 250HB | AH140 | SEGW12X4ZEPR | 80 – 180 | 0.03 – 0.15 | |
| Grey and ductile cast irons | 150 – 250 HB | AH120 | SEGW12X4ZEPR | 100 – 200 | 0.03 – 0.15 | |
| Grey cast iron | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 800 – 1500 | 0.05 – 0.3 | |
| Ductile cast irons | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 500 – 800 | 0.05 – 0.2 | |
| Cast aluminium alloy / Die-cast Si < 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Cast aluminium alloy / Die-cast Si ≥ 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 80 – 200 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength < 350 N/mm2 |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength > 350 N/mm2 |
– | DS2005, KS05F | SEGW12X4ZEFR | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Copper alloy | – | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 |
หมายเหตุ:
- ในการกัดปาดอะลูมิเนียมและโลหะผสมทองแดง:
- เพื่อให้ได้ผิวสำเร็จที่ดียิ่งขึ้น ควรใช้ร่วมกับเม็ดมีดไวเปอร์ SEGW12X4ZEFR-W
- สำหรับการลดการเกิดครีบ ควรใช้ร่วมกับเม็ดมีดลบคม SEGW12X4ZEFR-B
- เมื่อกัดปาดอะลูมิเนียมและโลหะผสมทองแดง ขอแนะนำให้ใช้ร่วมกับน้ำมันหล่อเย็น เมื่อกัดปาด เหล็ก เหล็กหล่อ และสแตนเลส แนะนำให้ใช้การกัดปาดแบบแห้ง
- เมื่ออัตราส่วนระยะยื่นต่อเส้นผ่านศูนย์กลางของเครื่องมือ (L/D) เกิน 3 เท่าของขาดของหัวกัดปาด ให้ปรับลดความเร็วตัดและอัตราป้อนลงเหลือ 70 ถึง 80% ของค่าที่ระบุในตาราง
ไปที่ e-catalog ออนไลน์ของเรา หรือดาวน์โหลดรายงานสินค้าเพื่อดูข้อมูลเพิ่มเติมเกี่ยวกับผลิตภัณฑ์นี้:
e-Catalog
หน่วยเมตริก

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
แหล่งข้อมูล
 Tungaloy APP
Tungaloy APP TUNG Naviตัวช่วยในการเลือกเครื่องมือ
TUNG Naviตัวช่วยในการเลือกเครื่องมือ Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย
รายงานความสำเร็จของ Tungaloyสำรวจ TSR ของ Tungaloy เพื่อรับข้อมูลเชิงลึกเกี่ยวกับการตัดเฉือนพร้อมการค้นหาที่ง่ายดาย คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า
คู่มือทางเทคนิคเข้าถึงคู่มือทางเทคนิคของ Tungaloy เพื่อรับข้อมูลเชิงลึก ข้อมูลอ้างอิง และทรัพยากรอันมีค่า Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ
Matrixระบบจัดการผลิตภัณฑ์อัจฉริยะ